
一种隔热型夹心车厢板及其制备方法.pdf

思洁****爱吗

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种隔热型夹心车厢板及其制备方法.pdf
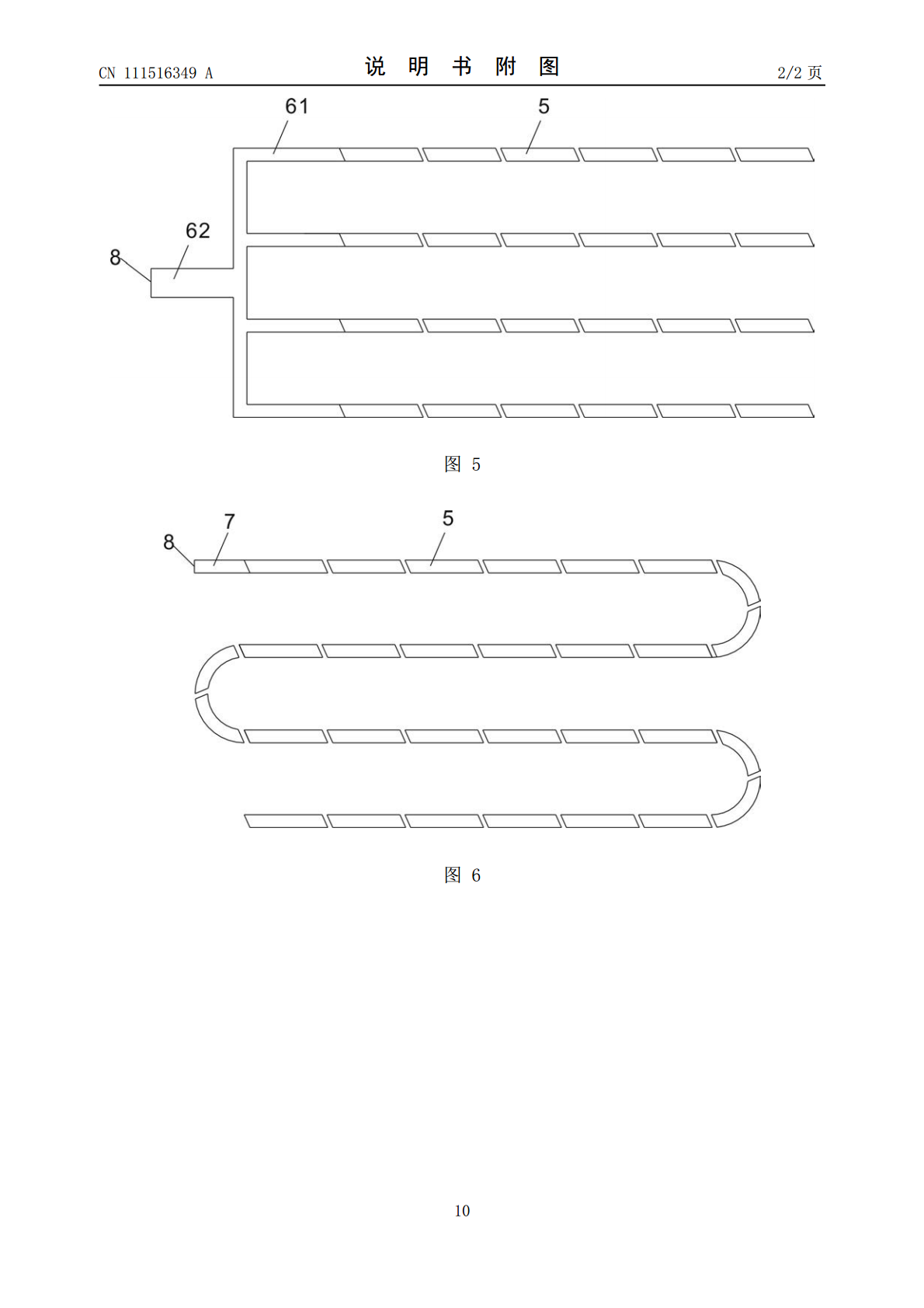
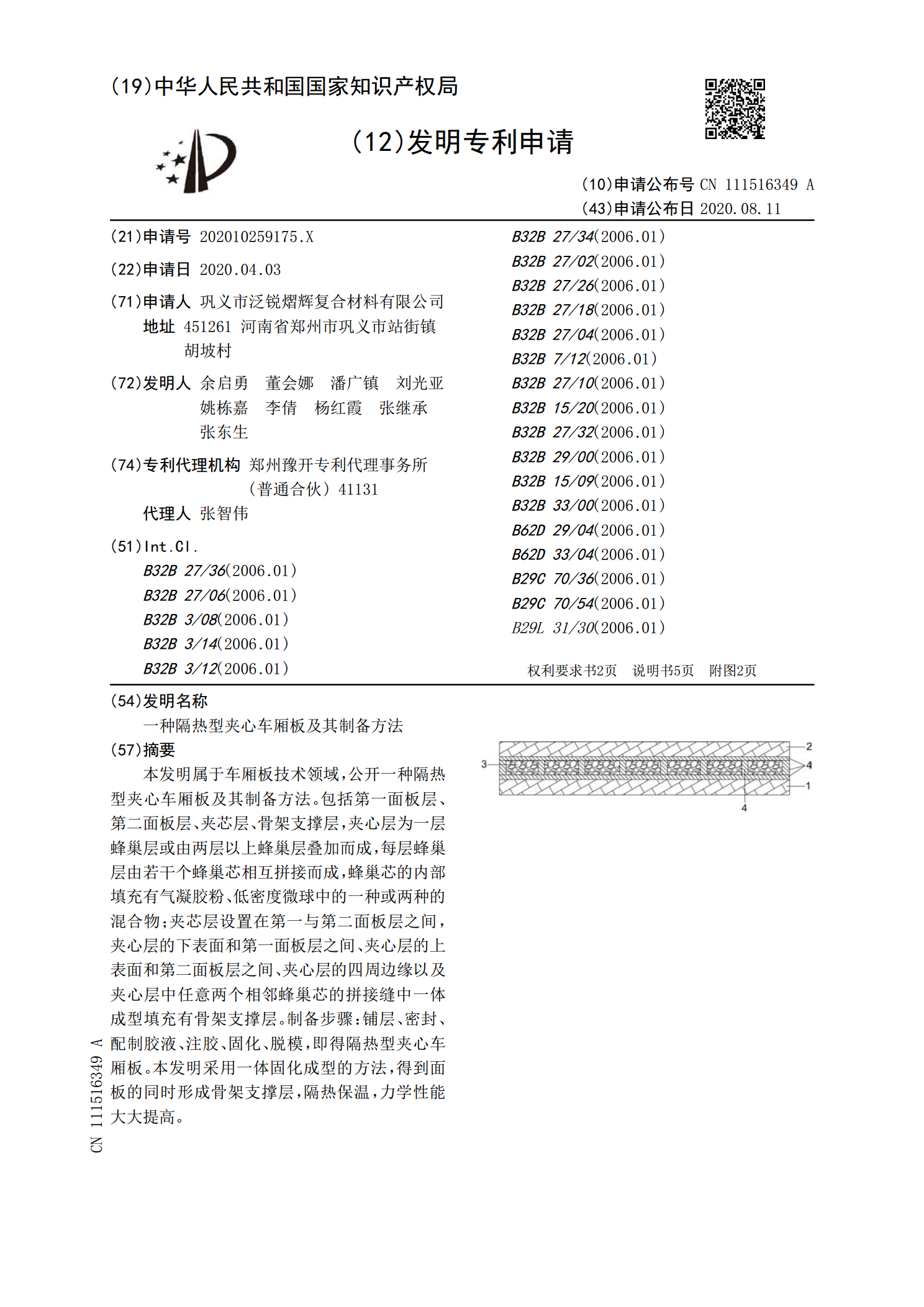
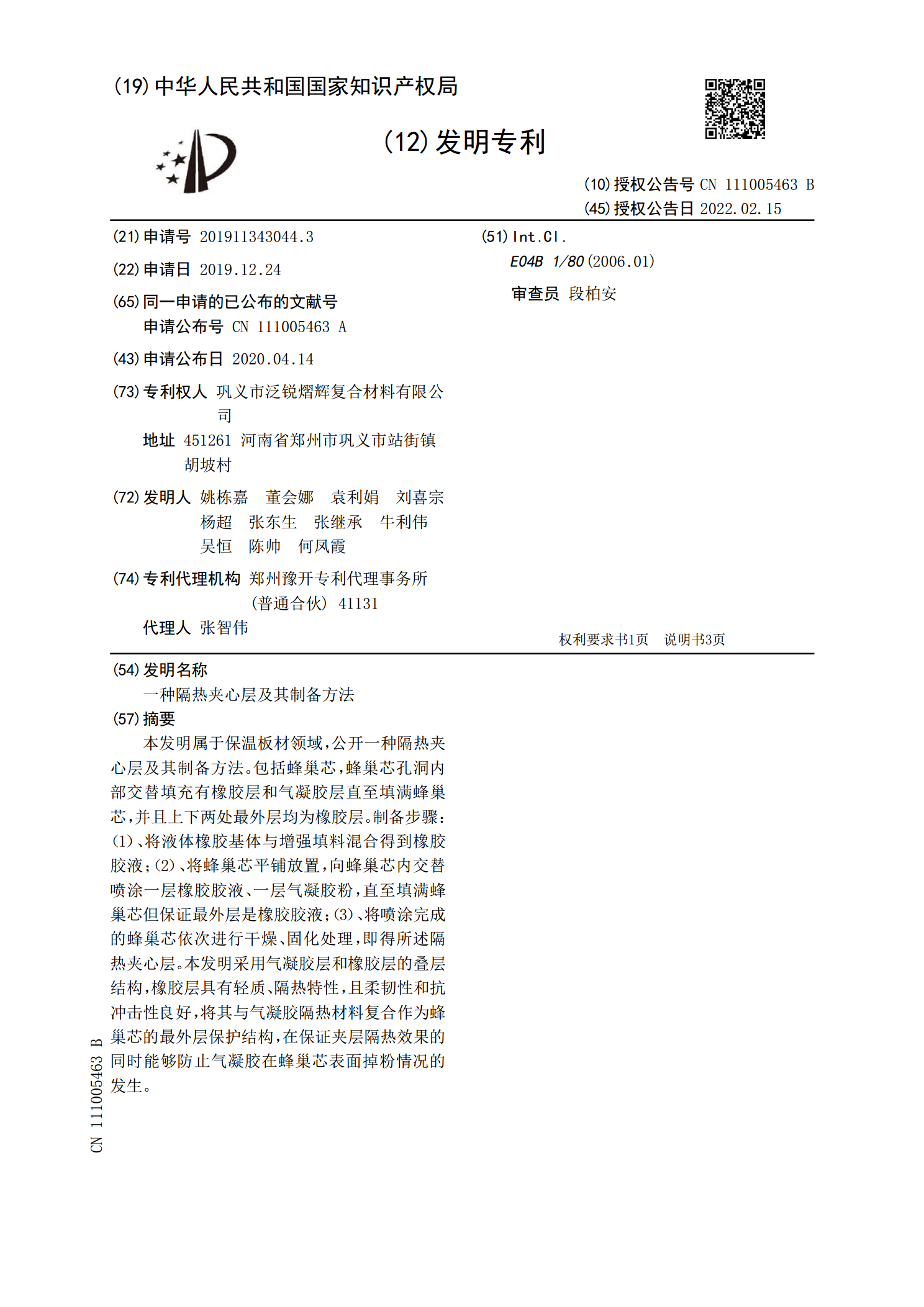
本发明属于车厢板技术领域,公开一种隔热型夹心车厢板及其制备方法。包括第一面板层、第二面板层、夹芯层、骨架支撑层,夹心层为一层蜂巢层或由两层以上蜂巢层叠加而成,每层蜂巢层由若干个蜂巢芯相互拼接而成,蜂巢芯的内部填充有气凝胶粉、低密度微球中的一种或两种的混合物;夹芯层设置在第一与第二面板层之间,夹心层的下表面和第一面板层之间、夹心层的上表面和第二面板层之间、夹心层的四周边缘以及夹心层中任意两个相邻蜂巢芯的拼接缝中一体成型填充有骨架支撑层。制备步骤:铺层、密封、配制胶液、注胶、固化、脱模,即得隔热型夹心车厢板。
一种隔热夹心层及其制备方法.pdf
本发明属于保温板材领域,公开一种隔热夹心层及其制备方法。包括蜂巢芯,蜂巢芯孔洞内部交替填充有橡胶层和气凝胶层直至填满蜂巢芯,并且上下两处最外层均为橡胶层。制备步骤:(1)、将液体橡胶基体与增强填料混合得到橡胶胶液;(2)、将蜂巢芯平铺放置,向蜂巢芯内交替喷涂一层橡胶胶液、一层气凝胶粉,直至填满蜂巢芯但保证最外层是橡胶胶液;(3)、将喷涂完成的蜂巢芯依次进行干燥、固化处理,即得所述隔热夹心层。本发明采用气凝胶层和橡胶层的叠层结构,橡胶层具有轻质、隔热特性,且柔韧性和抗冲击性良好,将其与气凝胶隔热材料复合作为
一种轻量化车厢板及其制备方法.pdf
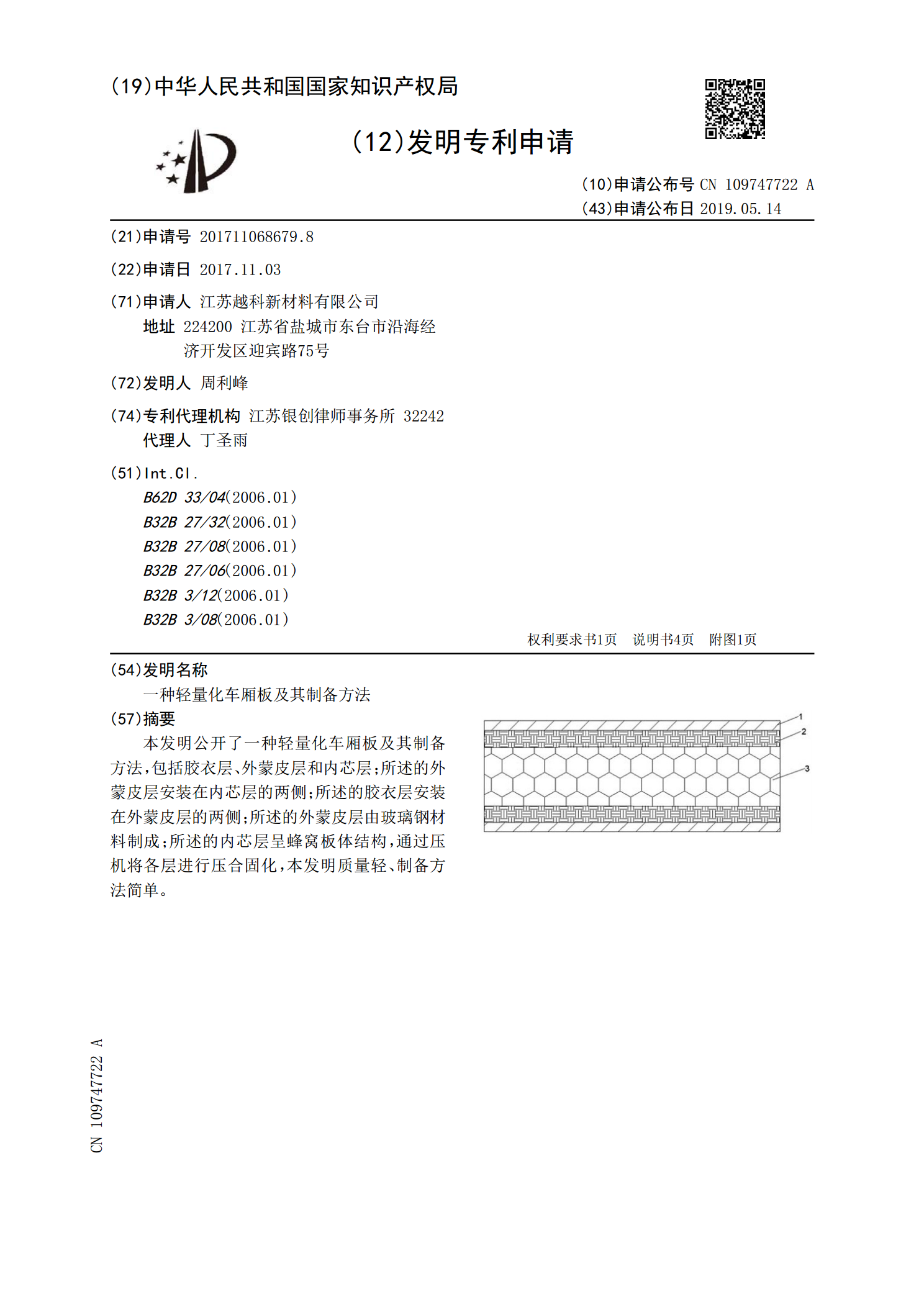
本发明公开了一种轻量化车厢板及其制备方法,包括胶衣层、外蒙皮层和内芯层;所述的外蒙皮层安装在内芯层的两侧;所述的胶衣层安装在外蒙皮层的两侧;所述的外蒙皮层由玻璃钢材料制成;所述的内芯层呈蜂窝板体结构,通过压机将各层进行压合固化,本发明质量轻、制备方法简单。
一种夹心型凝胶糖果及其制备方法.pdf
本发明涉及功能性食品技术领域,为解决传统治疗前列腺疾病的药物治疗周期长、副作用大、口感差的问题,提供了一种夹心型凝胶糖果,所述夹心型凝胶糖果由内容物和糖皮组成,所述内容物包括以下重量份的组分:番茄籽油30~50份,油菜花粉20~40份,南瓜子油20~40份,蜂蜡2~4份。本发明的夹心型凝胶糖果口感好,能够通过这些营养元素的作用促进人体的新陈代谢和增强人体的免疫功能,改善局部血液循环和微循环,调整局部生理机能,加快局部炎症的消退而发挥治疗作用;根据配方组分的粘性特别设计制备工艺及设备,搅拌过程能够在带走热量
一种隔热保温蜂窝板及其制备方法.pdf
本发明一种隔热保温蜂窝板及其制备方法,该隔热保温蜂窝板,包括:上、下面层和中间的芯层,芯层格栅为正六边形结构,蜂窝格栅内填充有填充物,填充物自由松散地填充于蜂窝板的蜂窝格栅中,且使用胶粘剂紧固,空隙率在50%~80%;所述辐射空间由单元蜂窝缩小到填充物空腔和微细空隙内的辐射传热,形成分区局域热辐射传热现象。与现有技术相比,本发明使用材料填充蜂窝板,形成高填充物空隙率的功能蜂窝板,不仅急剧减小蜂窝板内的空腔,有效地阻止了辐射传热和局部对流传热,而且形成分区局域热辐射传热现象,制备出具有高隔热保温效益的功能性