
一种搪瓷钢板加工工艺.pdf

一只****爱敏

1/7

2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种搪瓷钢板加工工艺.pdf
本发明公开了一种搪瓷钢板加工工艺,其包括提供1.6mm~2.0mm的冷轧钢板,通过在冷轧钢板的其中一面静电喷涂底釉与面釉,然后在喷涂彩色面釉,美观装饰,提高耐用清洁性能,同时在其背面粘黏硅酸钙板或者蜂窝铝板的背衬板,加强稳定,进行表面的艺术表现,适应不同审美,耐刮擦,耐候性强,耐酸碱性,易于清洁,阳光直射下,颜色不改变。
一种搪瓷钢板的生产工艺.pdf
本发明一种搪瓷钢板的生产工艺,包括成形步骤、前处理步骤、底釉喷涂步骤、烘干步骤、炉烧步骤、面釉喷涂步骤、烘干步骤、炉烧步骤和底面衬板步骤,具有色彩鲜艳、安全环保、布釉均匀、抗震降噪、使用寿命长的优点,可应用于艺术壁画、家用搪瓷产品、工业、建筑等行业。本发明搪瓷钢板是采用优质钢板为基材,经过静电干法工艺加工,与无机非金属材料经高温烧成,使两者间产生紧密化学键而形成的复合材料,是金属与无机材料的完美结合体。它既有钢板基材的柔韧性,又有无机搪瓷层超强耐酸碱、耐久、不燃、安全、环保等特点。本发明的搪瓷钢板防静电易
热轧钢板双面一次搪瓷高效加工工艺.pdf
本发明涉及搪瓷工艺技术领域,尤其涉及热轧钢板双面一次搪瓷高效加工工艺。包括一次搪瓷工艺包括以下步骤:(a)、釉料合成;(b)、热轧钢板釉料涂抹;(c)、釉料烧制;所述釉料合成包括:将上述原料混合搅拌后,放入回转炉中熔化,原料熔化均匀后经热压成釉料薄片以备后续使用;需要使用时,将釉料薄片通过球磨机研磨制成干釉粉,放入搅拌容器中,加入水与干釉粉充分搅拌结合,形成最后的釉料浆准备喷涂使用;提供了热轧钢板双面一次搪瓷高效加工工艺,能够一次搪烧完成瓷釉表面的成型,有效避免鳞爆及针孔缺陷的出现。

一种铝搪瓷锅加工工艺.pdf
本发明涉及搪瓷锅领域,公开一种铝搪瓷锅加工工艺,铝搪瓷锅复合材料组成成分为铝搪瓷65%~75%,3003铝合金20%~25%,铁5%~10%,石墨粉5%~10%,其中,铝搪瓷是组成为SiO2占40~50wt%,Na2O占30~35wt%,TiO2占10~15wt%,LiO2、KOH、H
一种搪瓷钢板的减震安装结构.pdf
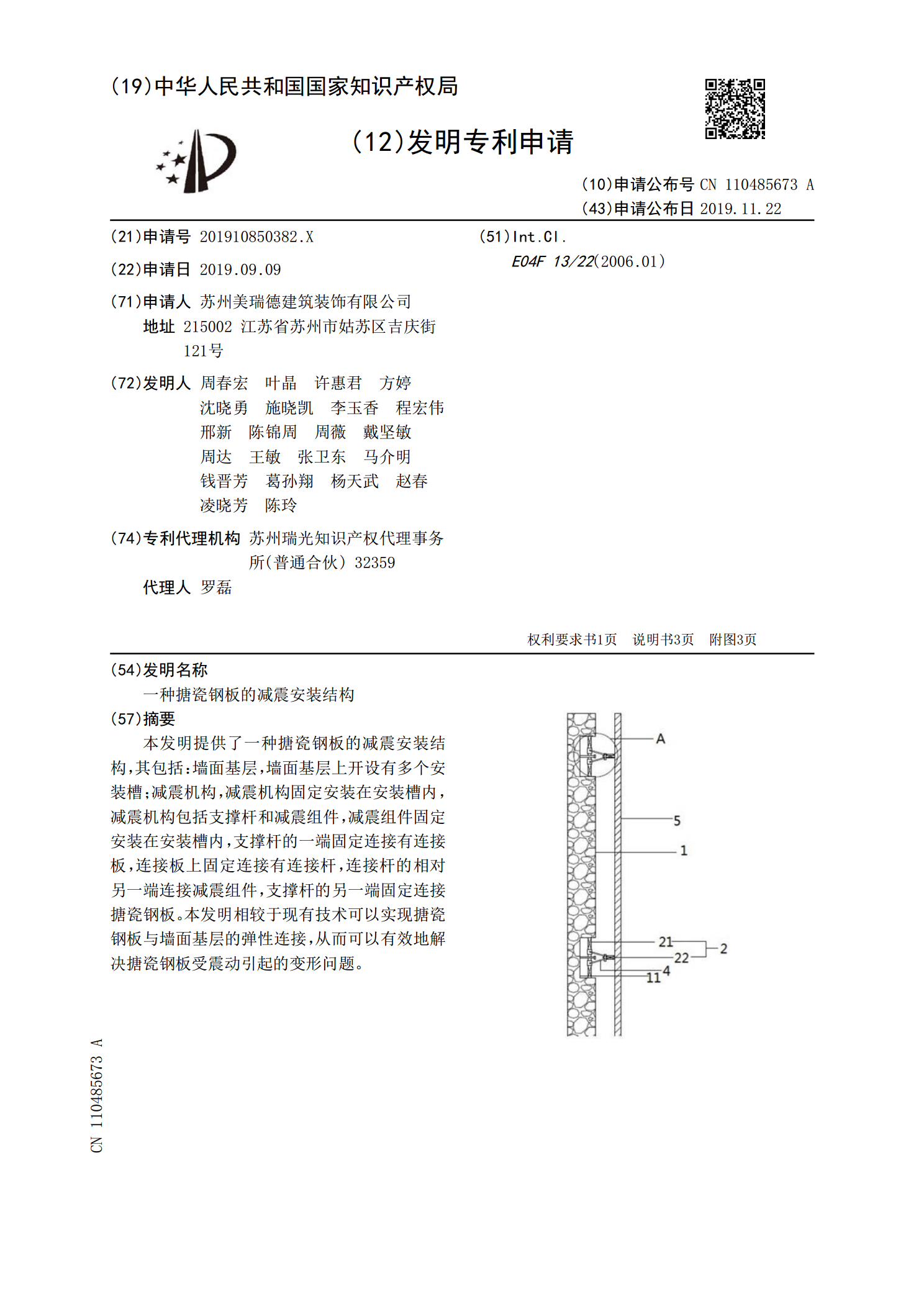
本发明提供了一种搪瓷钢板的减震安装结构,其包括:墙面基层,墙面基层上开设有多个安装槽;减震机构,减震机构固定安装在安装槽内,减震机构包括支撑杆和减震组件,减震组件固定安装在安装槽内,支撑杆的一端固定连接有连接板,连接板上固定连接有连接杆,连接杆的相对另一端连接减震组件,支撑杆的另一端固定连接搪瓷钢板。本发明相较于现有技术可以实现搪瓷钢板与墙面基层的弹性连接,从而可以有效地解决搪瓷钢板受震动引起的变形问题。