
一种厢式运输车用轻量化板材及其制备方法.pdf

a是****澜吖

1/8

2/8

3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种厢式运输车用轻量化板材及其制备方法.pdf
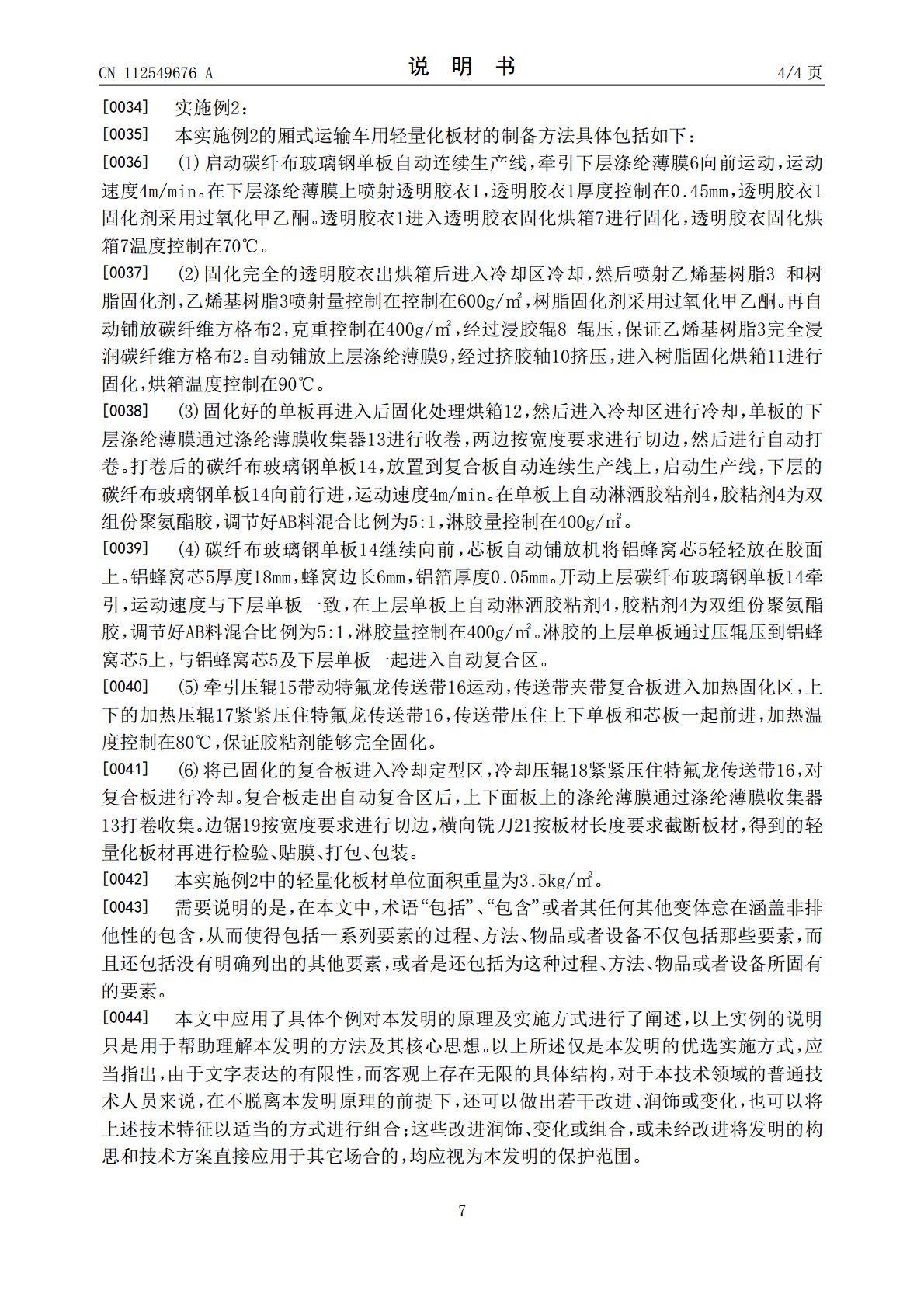
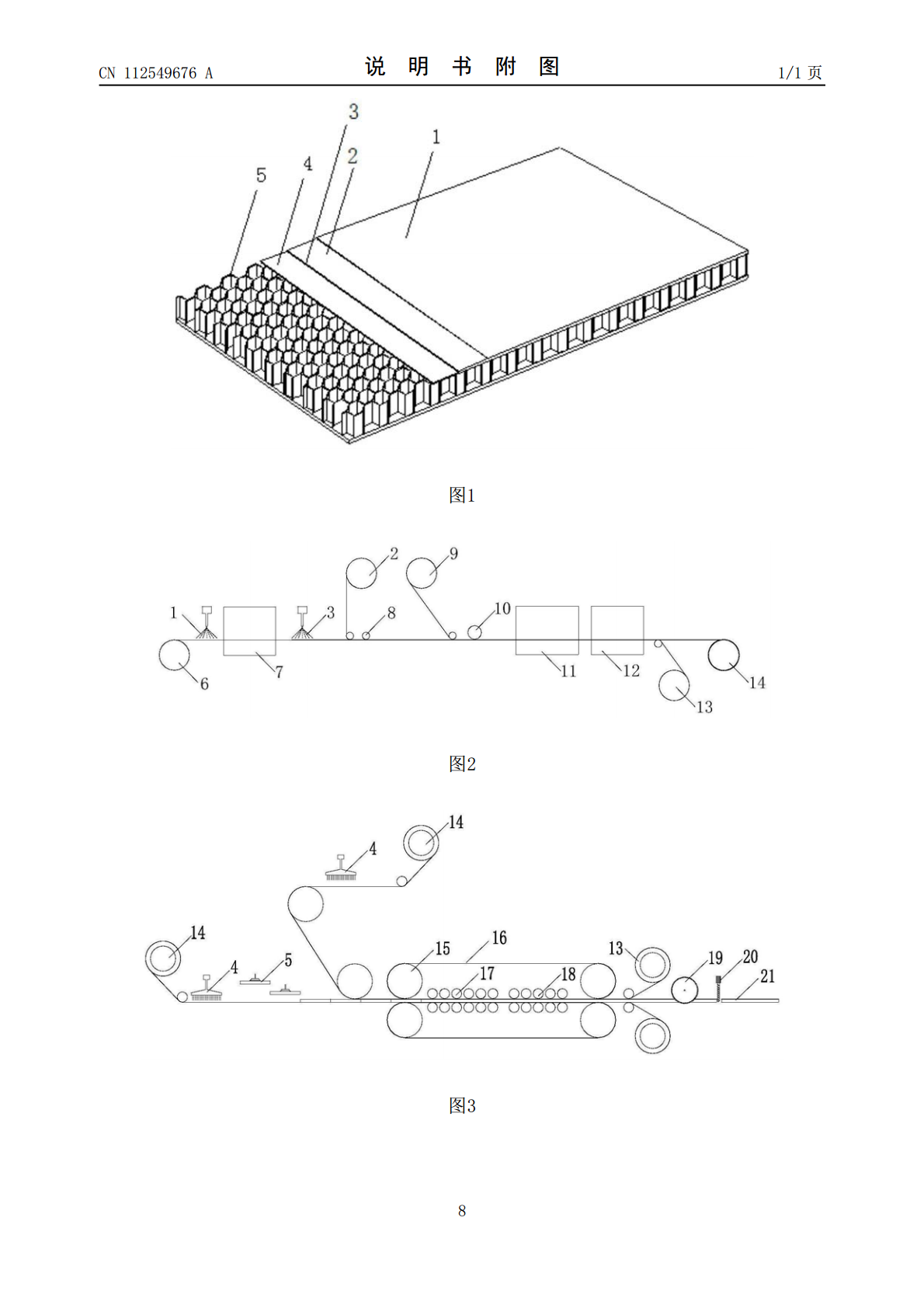
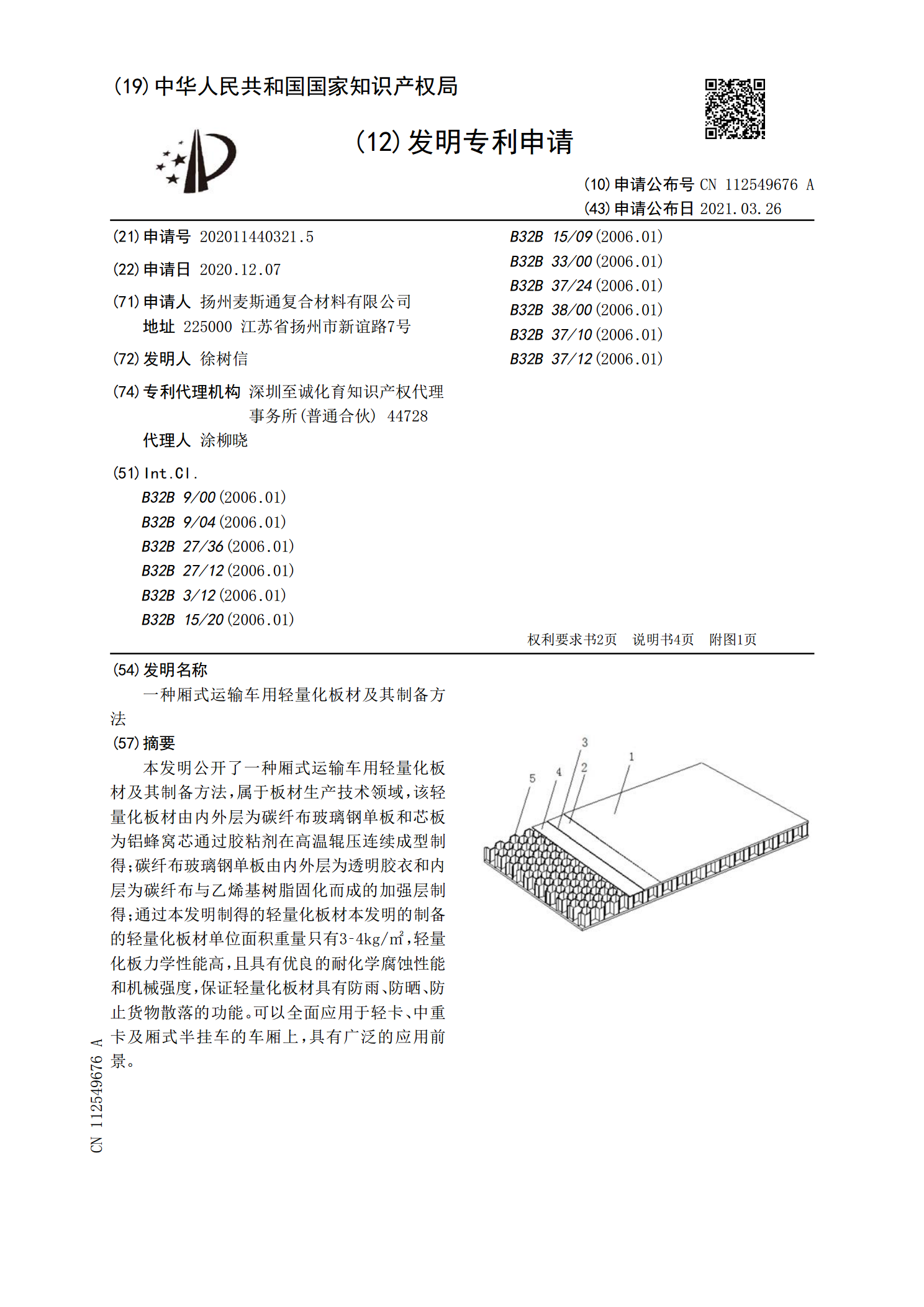
本发明公开了一种厢式运输车用轻量化板材及其制备方法,属于板材生产技术领域,该轻量化板材由内外层为碳纤布玻璃钢单板和芯板为铝蜂窝芯通过胶粘剂在高温辊压连续成型制得;碳纤布玻璃钢单板由内外层为透明胶衣和内层为碳纤布与乙烯基树脂固化而成的加强层制得;通过本发明制得的轻量化板材本发明的制备的轻量化板材单位面积重量只有3‑4kg/㎡,轻量化板力学性能高,且具有优良的耐化学腐蚀性能和机械强度,保证轻量化板材具有防雨、防晒、防止货物散落的功能。可以全面应用于轻卡、中重卡及厢式半挂车的车厢上,具有广泛的应用前景。
一种物流运输车货厢用阻燃板材及其制备方法.pdf
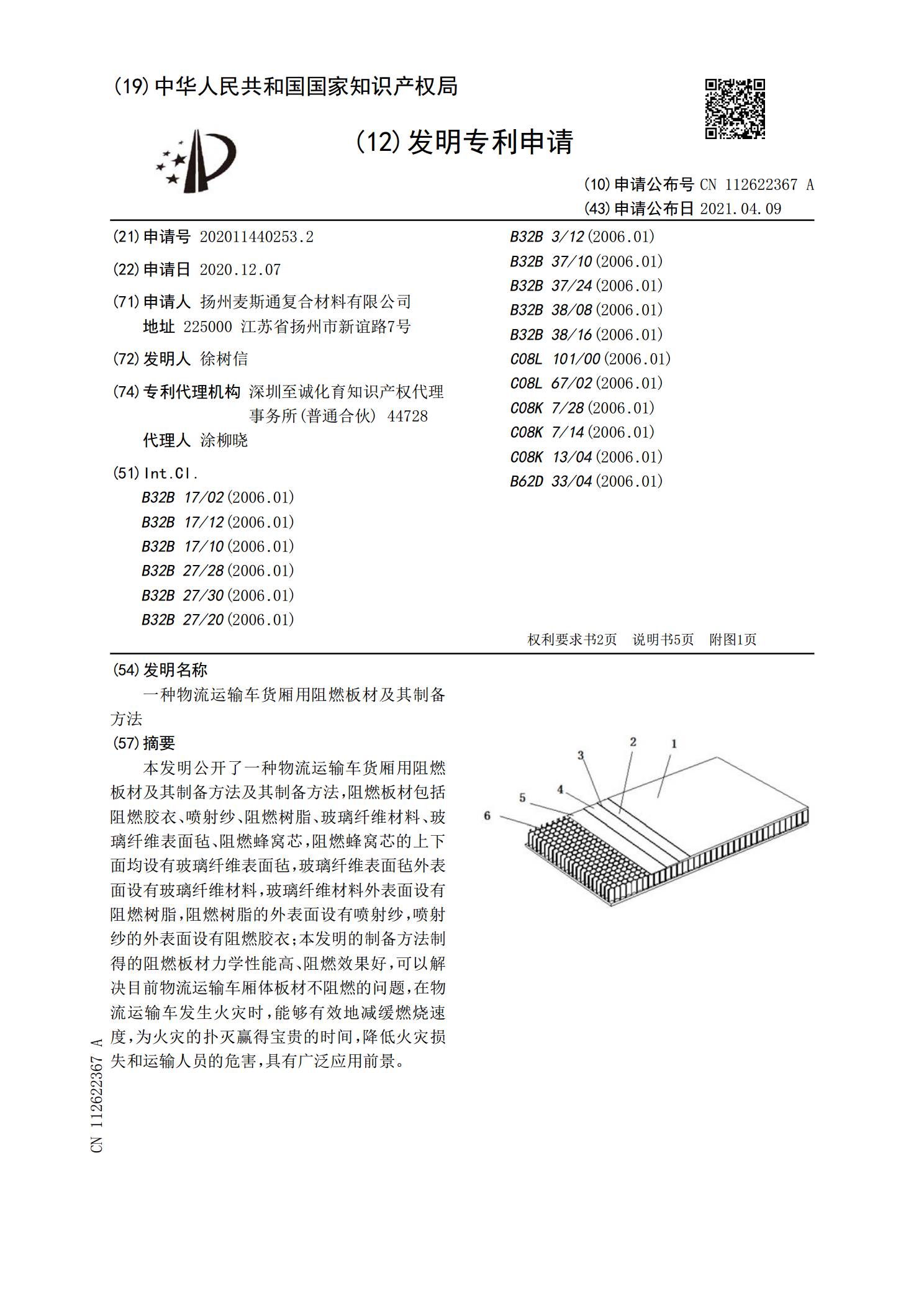
本发明公开了一种物流运输车货厢用阻燃板材及其制备方法及其制备方法,阻燃板材包括阻燃胶衣、喷射纱、阻燃树脂、玻璃纤维材料、玻璃纤维表面毡、阻燃蜂窝芯,阻燃蜂窝芯的上下面均设有玻璃纤维表面毡,玻璃纤维表面毡外表面设有玻璃纤维材料,玻璃纤维材料外表面设有阻燃树脂,阻燃树脂的外表面设有喷射纱,喷射纱的外表面设有阻燃胶衣;本发明的制备方法制得的阻燃板材力学性能高、阻燃效果好,可以解决目前物流运输车厢体板材不阻燃的问题,在物流运输车发生火灾时,能够有效地减缓燃烧速度,为火灾的扑灭赢得宝贵的时间,降低火灾损失和运输人员
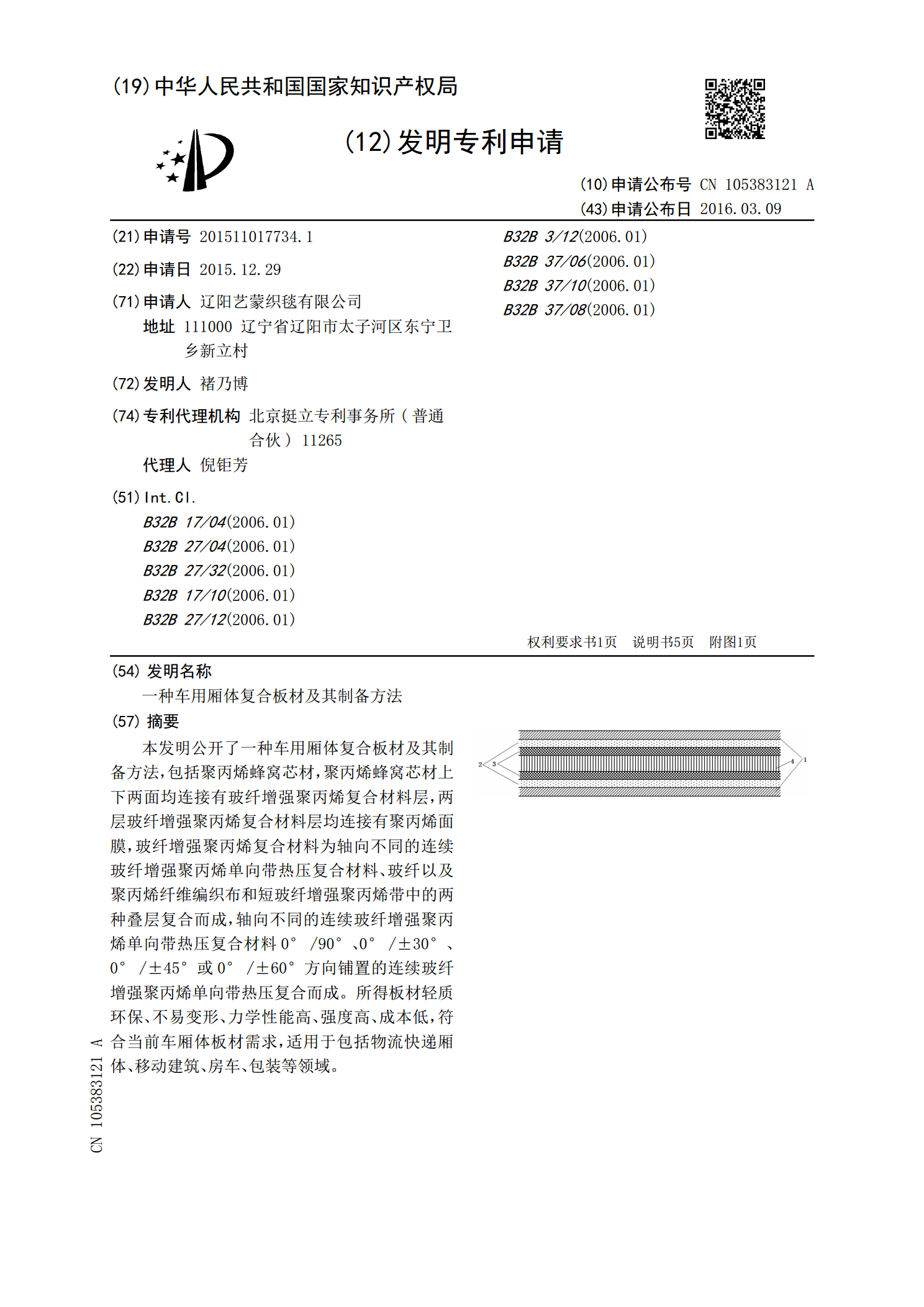
一种车用厢体复合板材及其制备方法.pdf
本发明公开了一种车用厢体复合板材及其制备方法,包括聚丙烯蜂窝芯材,聚丙烯蜂窝芯材上下两面均连接有玻纤增强聚丙烯复合材料层,两层玻纤增强聚丙烯复合材料层均连接有聚丙烯面膜,玻纤增强聚丙烯复合材料为轴向不同的连续玻纤增强聚丙烯单向带热压复合材料、玻纤以及聚丙烯纤维编织布和短玻纤增强聚丙烯带中的两种叠层复合而成,轴向不同的连续玻纤增强聚丙烯单向带热压复合材料0°/90°、0°/±30°、0°/±45°或0°/±60°方向铺置的连续玻纤增强聚丙烯单向带热压复合而成。所得板材轻质环保、不易变形、力学性能高、强度高、
一种装饰用铝合金板材及其制备方法.pdf
本发明涉及铝合金材料技术领域,公开了一种装饰用铝合金板材及其制备方法。该方法包括以下步骤:(1)熔铸:将熔炼原料进行熔炼,然后进行铸造,得到铝合金铸锭;(2)热轧:将铝合金铸锭在500‑600℃下保温2‑4小时,然后在350‑400℃下热轧,得到热轧坯料;(3)冷轧:将热轧坯料依次进行三道次粗轧、一道次中轧和一道次精轧,采用轧制油进行润滑冷却,并控制轧制油的温度为40‑45℃,同时使用板型仪控制板型,得到冷轧板材;(4)将冷轧板材置于退火炉中,将炉温升至250‑300℃,保温3‑5小时,冷却,得到铝合金板
一种建筑用吸音板材及其制备方法.pdf
本发明公开了一种建筑用吸音板材,包括如下重量份的原料:热塑性苯酚树脂13~18份、石膏5~9份、聚酰胺3~8份、聚苯乙烯泡沫塑料5~9份、纳米炭黑1~2份、煤矸石粉7~14份、胶原纤维6~13份、玻化微珠颗粒15~25份、改性粉煤灰20~30份、邻苯二甲酸二辛酯5~8份、蒙脱土7~14份、膨胀珍珠岩15~25份、十溴二苯乙烷2~3份、柠檬酸钾2~4份、腐殖酸钠0.5~1份、阻燃剂1~2份、减水剂1~2份。所述建筑用隔音板材防潮阻燃、柔韧质轻、透气性好、能循环利用、无毒无害、吸音效果好并且制造成本低等优点。