
一种胶接方法.pdf

萌运****魔王

1/10
2/10

3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种用于蜂窝夹芯板的胶接装置及胶接方法.pdf
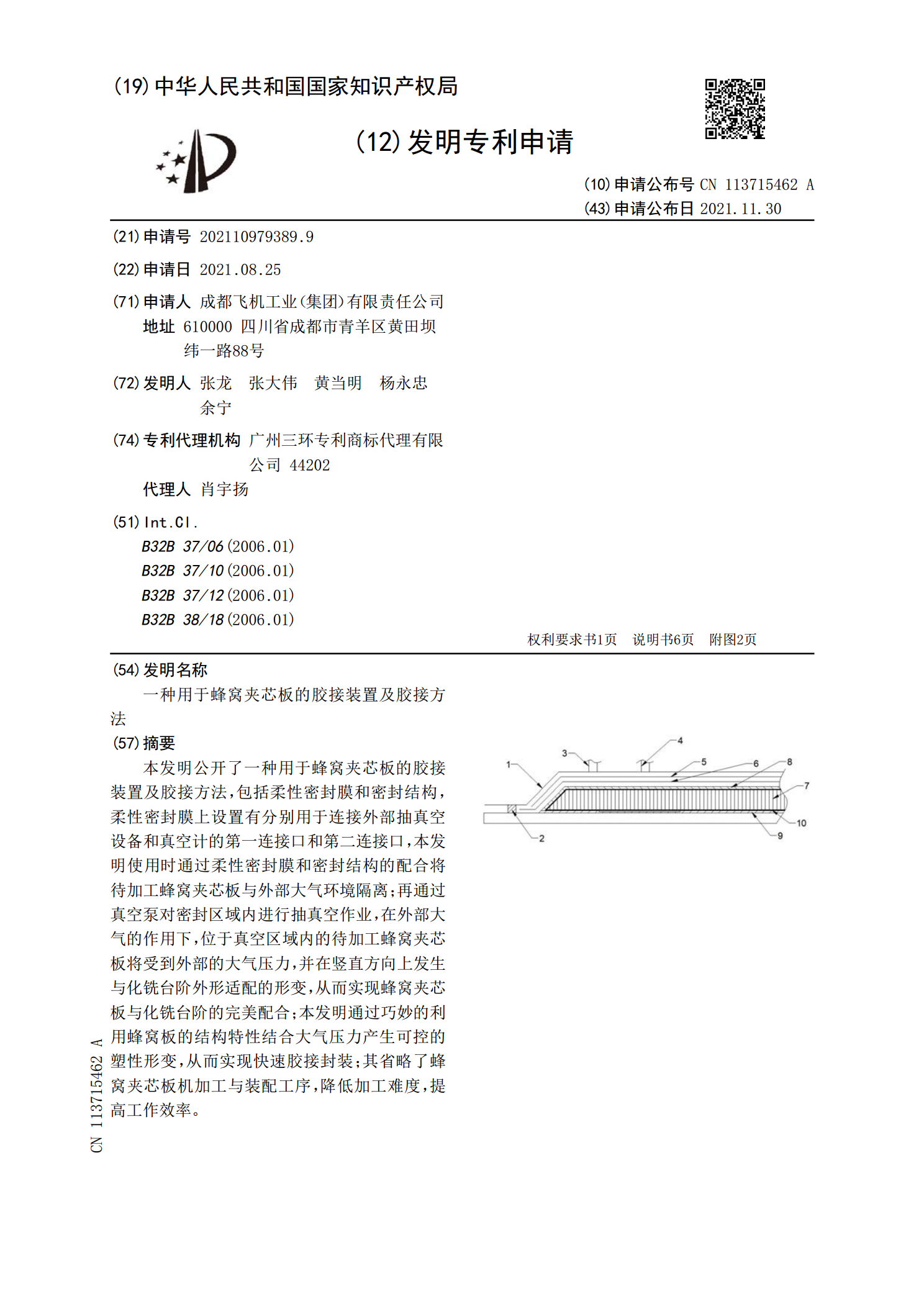
本发明公开了一种用于蜂窝夹芯板的胶接装置及胶接方法,包括柔性密封膜和密封结构,柔性密封膜上设置有分别用于连接外部抽真空设备和真空计的第一连接口和第二连接口,本发明使用时通过柔性密封膜和密封结构的配合将待加工蜂窝夹芯板与外部大气环境隔离;再通过真空泵对密封区域内进行抽真空作业,在外部大气的作用下,位于真空区域内的待加工蜂窝夹芯板将受到外部的大气压力,并在竖直方向上发生与化铣台阶外形适配的形变,从而实现蜂窝夹芯板与化铣台阶的完美配合;本发明通过巧妙的利用蜂窝板的结构特性结合大气压力产生可控的塑性形变,从而实现
一种胶接方法.pdf
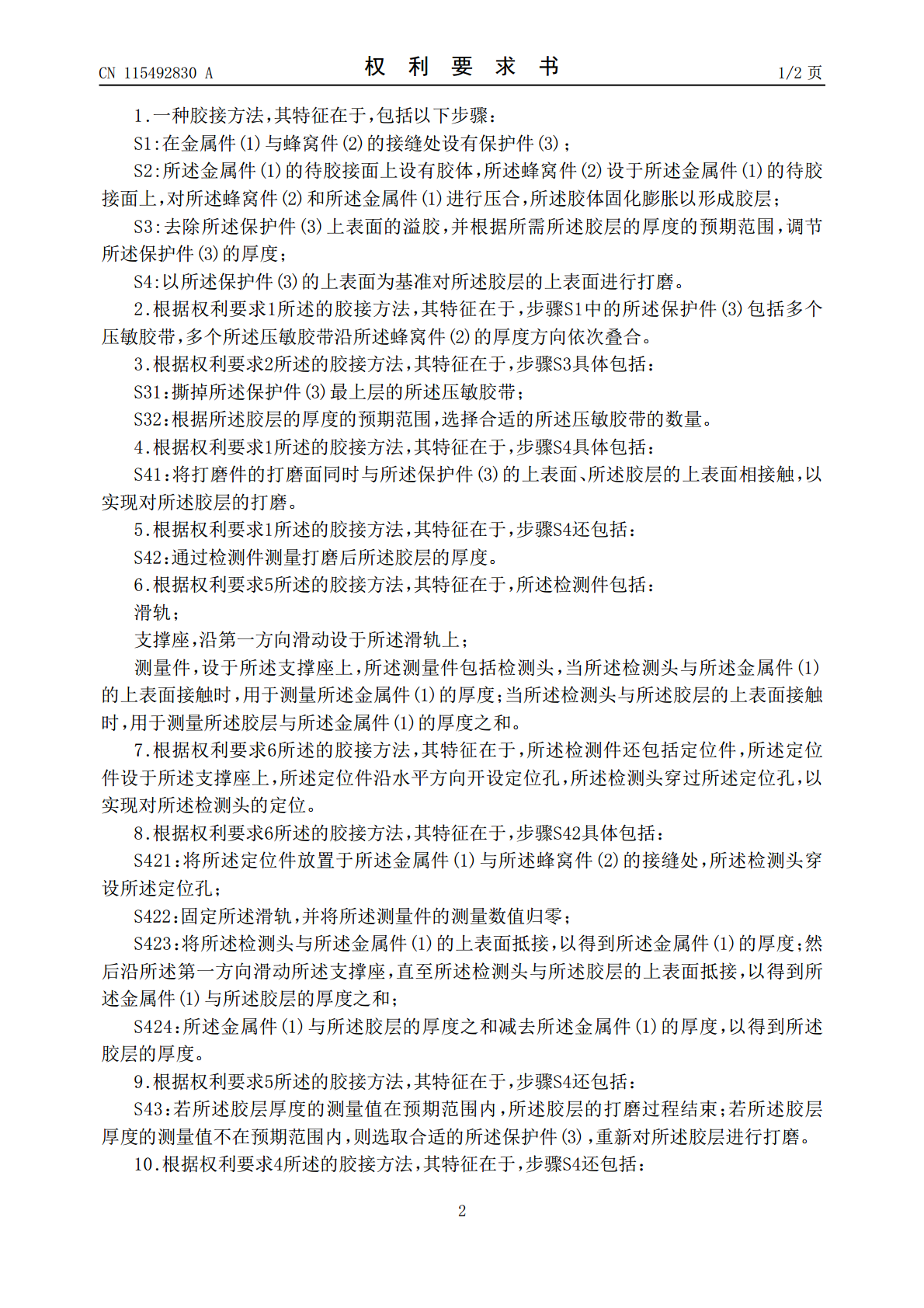
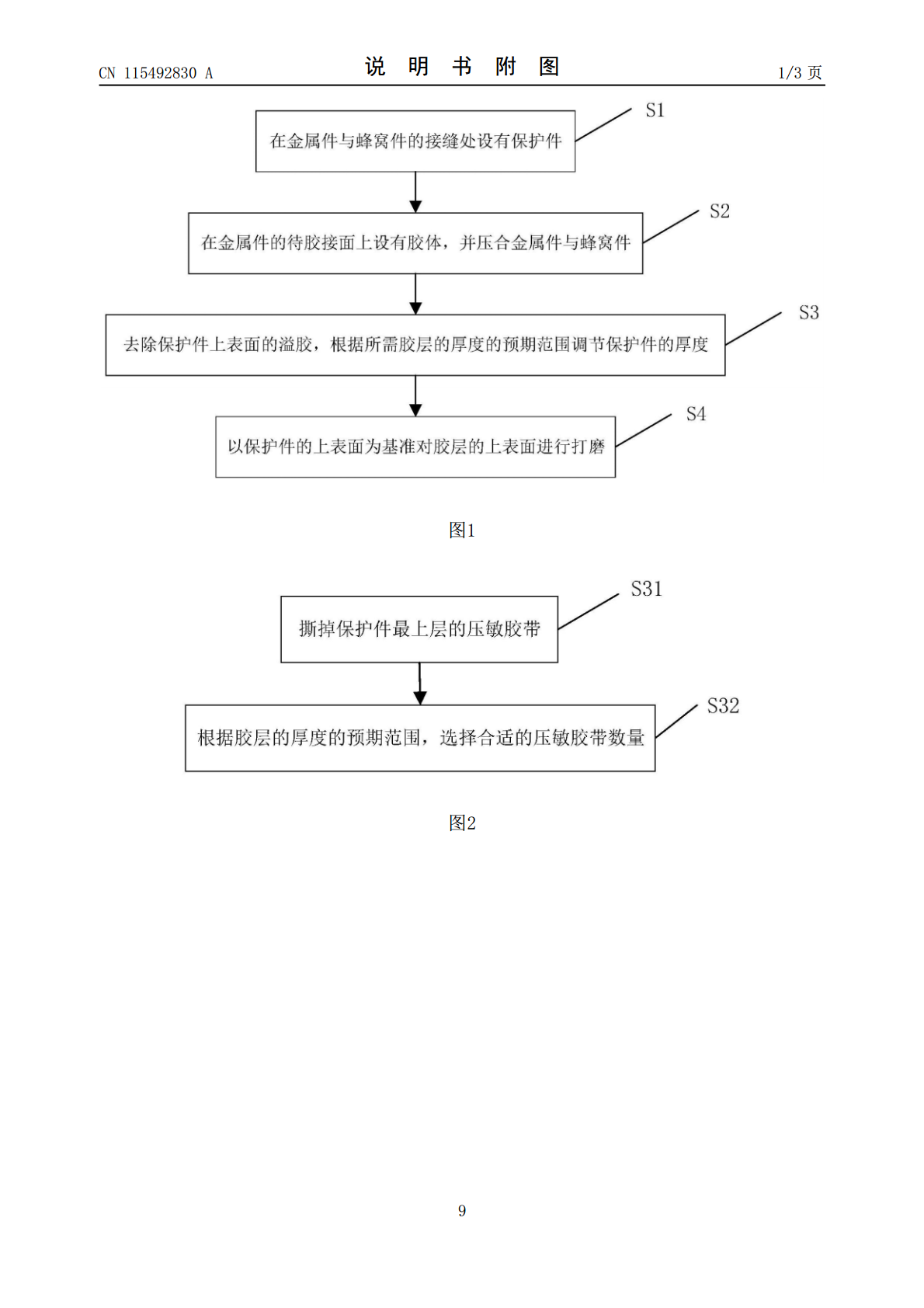
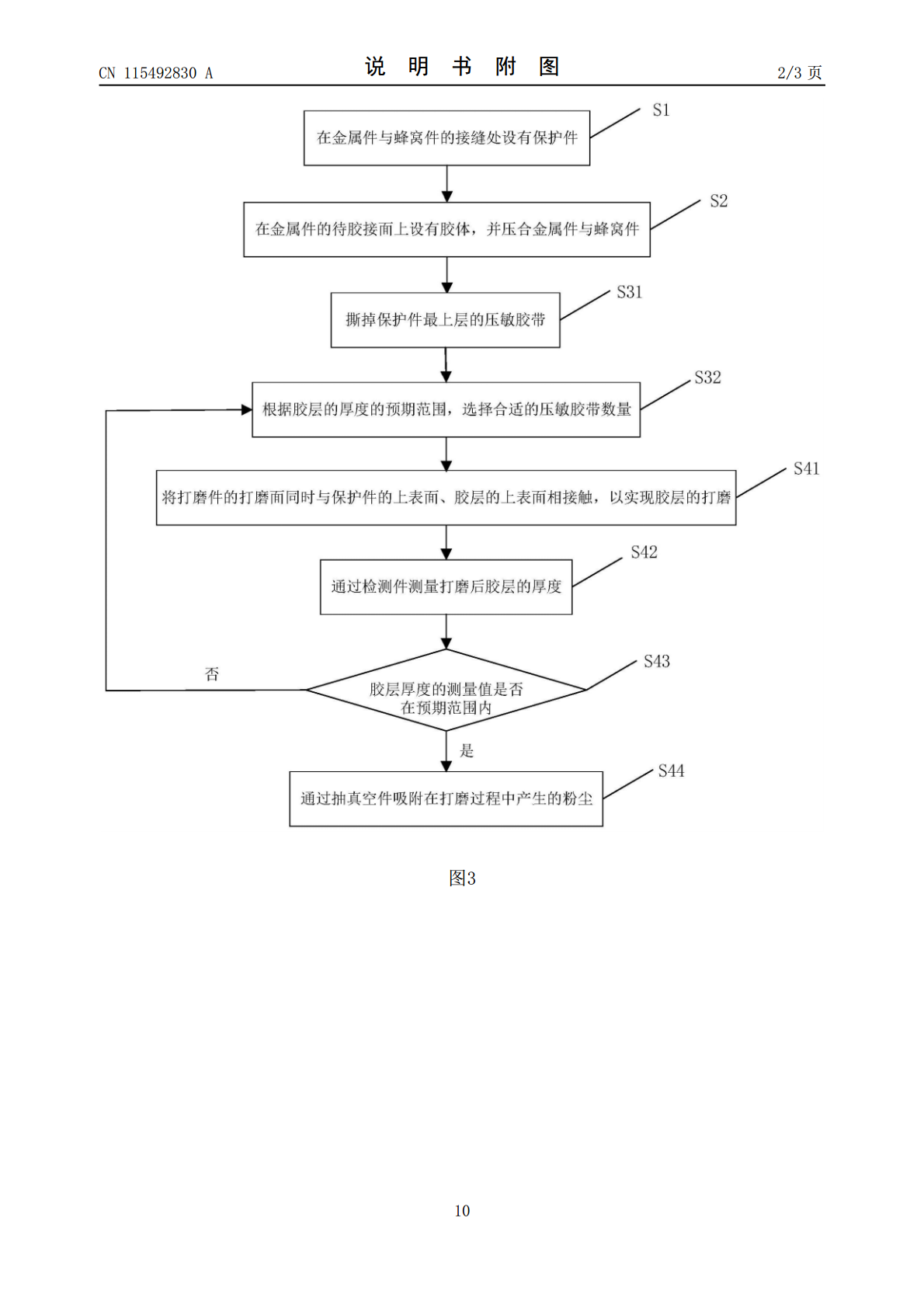
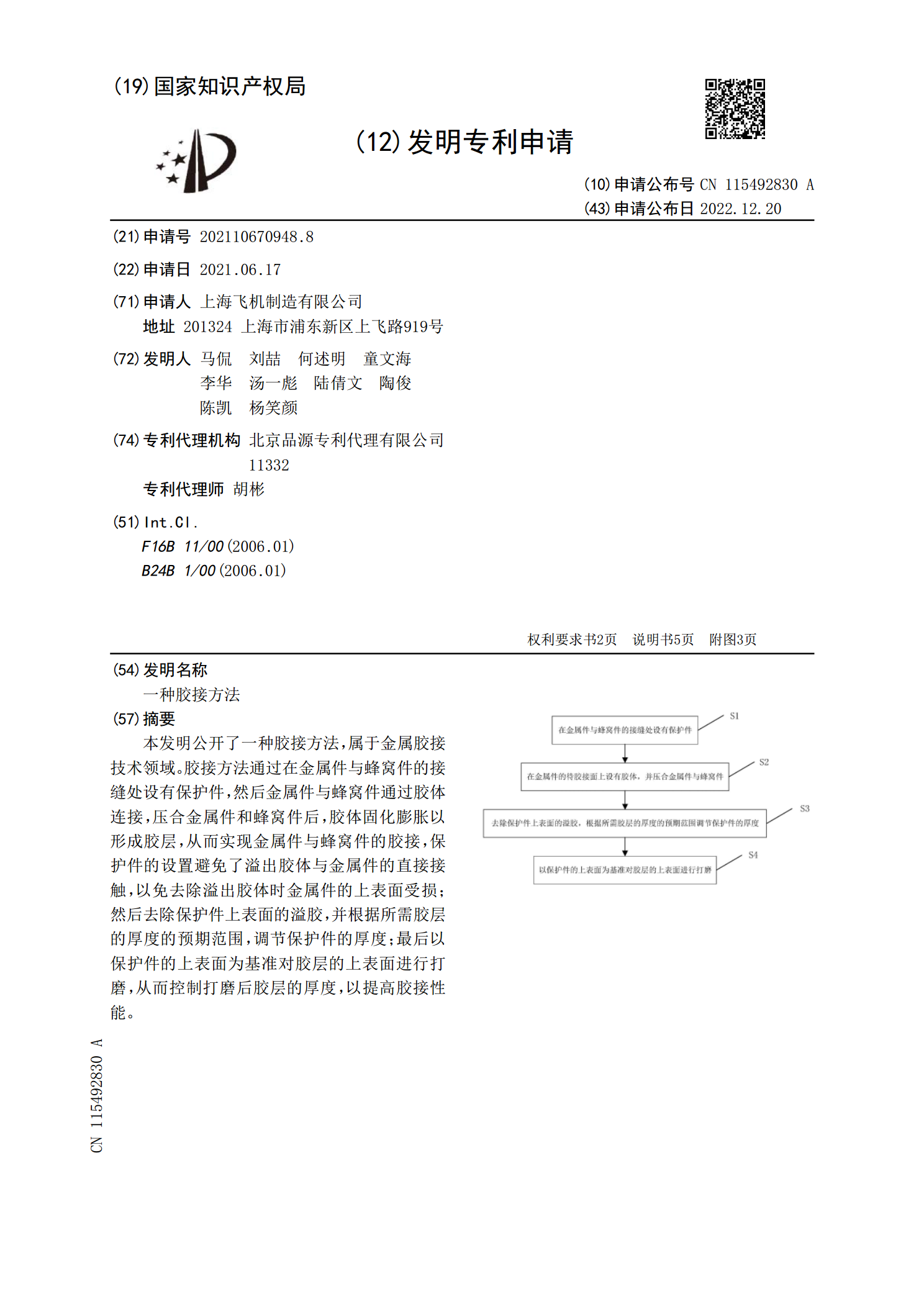
本发明公开了一种胶接方法,属于金属胶接技术领域。胶接方法通过在金属件与蜂窝件的接缝处设有保护件,然后金属件与蜂窝件通过胶体连接,压合金属件和蜂窝件后,胶体固化膨胀以形成胶层,从而实现金属件与蜂窝件的胶接,保护件的设置避免了溢出胶体与金属件的直接接触,以免去除溢出胶体时金属件的上表面受损;然后去除保护件上表面的溢胶,并根据所需胶层的厚度的预期范围,调节保护件的厚度;最后以保护件的上表面为基准对胶层的上表面进行打磨,从而控制打磨后胶层的厚度,以提高胶接性能。

胶接组件以及胶接方法.pdf
本发明涉及到一种胶接组件,所述组件包括:‑基体(102);‑连接器(101,201),其包括:‑与基体(102)之间留有间隙的胶接表面;‑包围所述胶接表面的支撑区;‑压缩在基体与支撑区之间的至少一个垫圈(202),所述垫圈(202)、连接器(101,201)和基体(102)界定出密封体积(209);‑凹形溢流槽(208),其在胶接表面与支撑区之间形成并构成密封体积(209)的一部分;以及‑至少局部地占据所述密封体积的硬化的胶黏剂(107),胶黏剂通过胶接表面把连接器保持在基体上。
一种航空结构胶接件溢胶控制方法.pdf
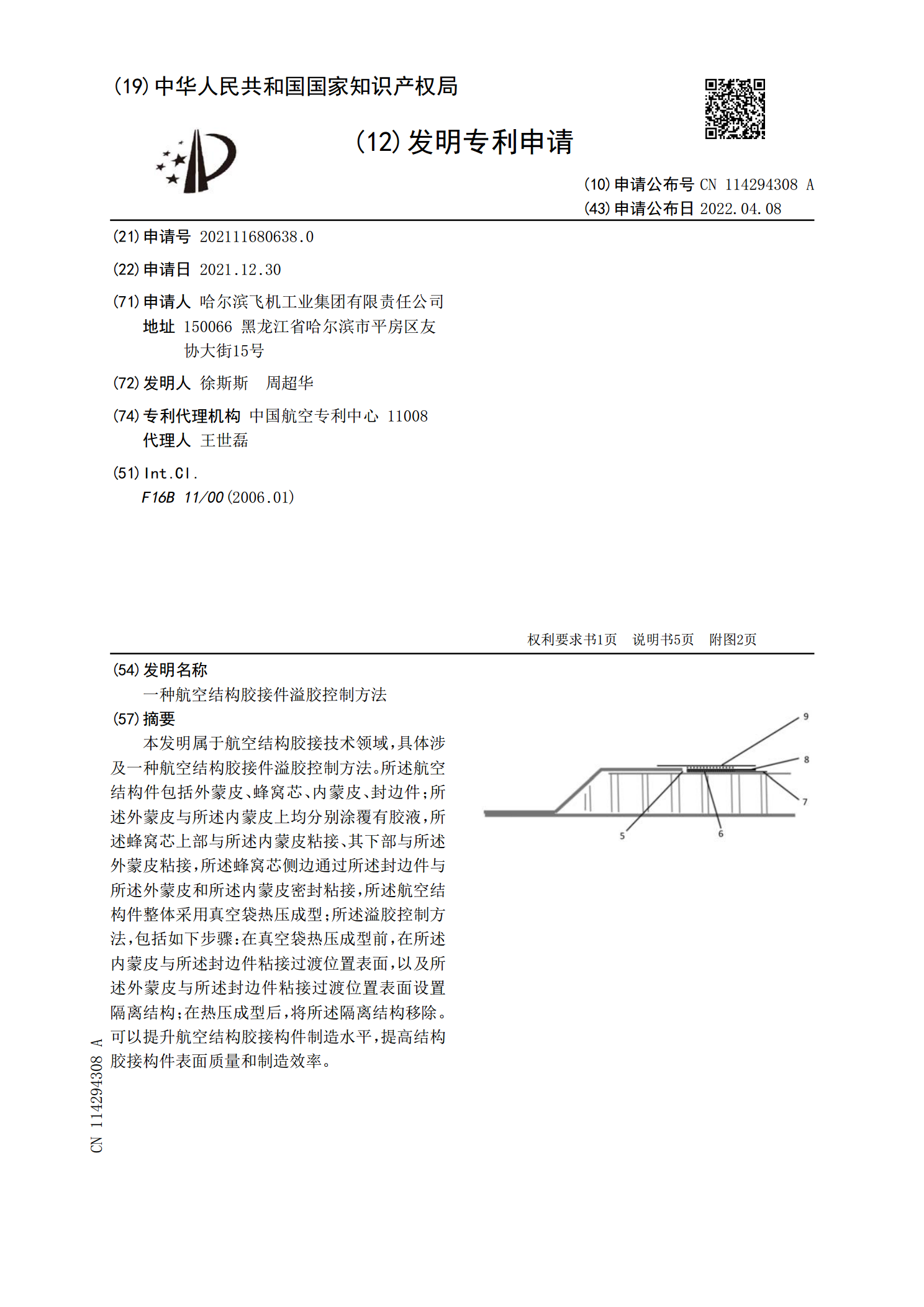
本发明属于航空结构胶接技术领域,具体涉及一种航空结构胶接件溢胶控制方法。所述航空结构件包括外蒙皮、蜂窝芯、内蒙皮、封边件;所述外蒙皮与所述内蒙皮上均分别涂覆有胶液,所述蜂窝芯上部与所述内蒙皮粘接、其下部与所述外蒙皮粘接,所述蜂窝芯侧边通过所述封边件与所述外蒙皮和所述内蒙皮密封粘接,所述航空结构件整体采用真空袋热压成型;所述溢胶控制方法,包括如下步骤:在真空袋热压成型前,在所述内蒙皮与所述封边件粘接过渡位置表面,以及所述外蒙皮与所述封边件粘接过渡位置表面设置隔离结构;在热压成型后,将所述隔离结构移除。可以提

一种钢轨胶接自动生产方法.pdf
本发明涉及一种钢轨胶接自动生产方法,是将两根需要胶接的钢轨分别放置于钢轨胶接自动对准夹紧装置上进行侧向和轨顶夹紧定位,使两根钢轨轨头之间留一定间隙,然后利用自动测量装置检测钢轨的对准精度,待两根需要胶接的钢轨对准后,对两根钢轨进行横向挤紧,待消除两根钢轨轨头之间的间隙后,安装胶板、夹板和高强度螺栓,接着对高强螺栓进行禁锢,当检测高强螺栓力矩达到要求后,对两根钢轨胶接部位进行加热,加热结束后松开钢轨胶接自动对准夹紧装置,整个钢轨胶接自动生产完成。本发明构思合理,操作流程简单,能提高钢轨胶接自动生产工序的自动