
一种航空结构胶接件溢胶控制方法.pdf

篷璐****爱吗

1/9

2/9

3/9

4/9

5/9

6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种航空结构胶接件溢胶控制方法.pdf
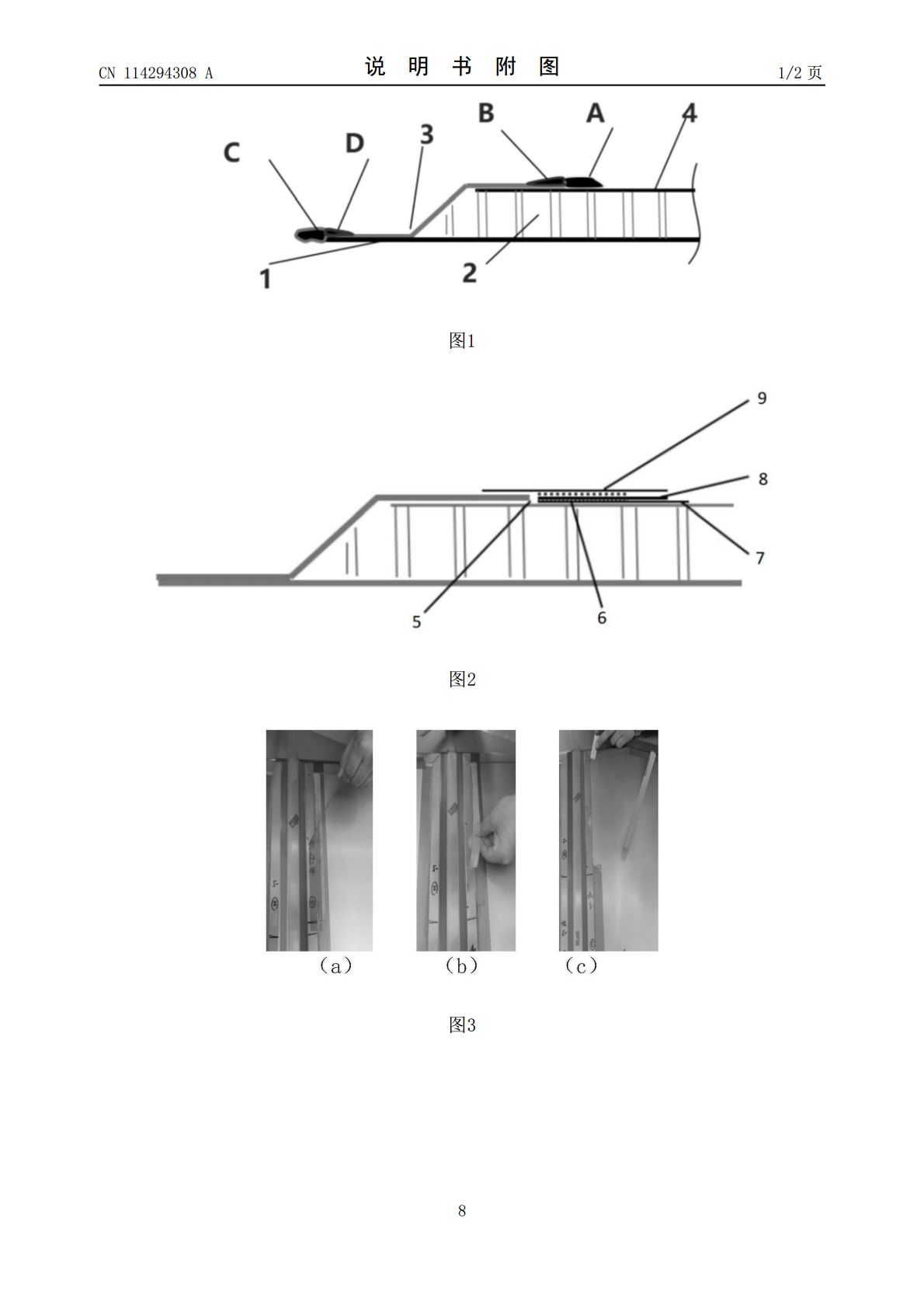
本发明属于航空结构胶接技术领域,具体涉及一种航空结构胶接件溢胶控制方法。所述航空结构件包括外蒙皮、蜂窝芯、内蒙皮、封边件;所述外蒙皮与所述内蒙皮上均分别涂覆有胶液,所述蜂窝芯上部与所述内蒙皮粘接、其下部与所述外蒙皮粘接,所述蜂窝芯侧边通过所述封边件与所述外蒙皮和所述内蒙皮密封粘接,所述航空结构件整体采用真空袋热压成型;所述溢胶控制方法,包括如下步骤:在真空袋热压成型前,在所述内蒙皮与所述封边件粘接过渡位置表面,以及所述外蒙皮与所述封边件粘接过渡位置表面设置隔离结构;在热压成型后,将所述隔离结构移除。可以提

航空结构胶接技术的现状与发展.docx
航空结构胶接技术的现状与发展航空结构胶接技术的现状与发展摘要:航空工业对轻量化和高强度的要求对材料和工艺的发展提出了新的挑战。航空结构胶接技术凭借其成本低、重量轻、性能优异以及适应性强的优势,已经成为航空制造业中的重要工艺。本文对航空结构胶接技术的现状进行了概述,并分析了其未来的发展方向和挑战。关键词:航空结构;胶接技术;现状;发展一、引言航空工业的发展对材料和工艺提出了更高的要求,即要求航空结构具有轻量化、高强度以及耐疲劳和耐腐蚀等特点。在这些要求下,传统的钎焊和焊接等方法面临着一定的局限性。而胶接技术

一种结构胶接零件的成型工艺方法.pdf
本发明提供一种结构胶接零件的成型工艺方法,包括以下步骤第一步:先将产品下表面的加强角材(4)放置在工装相对应凹槽进行固定;第二步:然后将产品的缘条(3)放入工装,并用机械加压区域(7)的构型压紧件进行加压固定,保证缘条(3)的位置尺寸;第三步:之后将腹板(2)放在缘条(3)及下表面加强角材上(4),将腹板(2)的上表面加强角材(1)放置在腹板(2)上面相应的位置上,腹板(2)的上表面加强角材(1)的位置由工装定位边条确定;第四步:铺放脱模薄膜、透气毡,安装真空嘴,并糊制真空袋;第五步:真空袋加压;第六步:

一种用于控制大尺寸大曲率结构胶接件变形的方法.pdf
本发明涉及一种用于控制大尺寸大曲率结构胶接件变形的方法,包括以下步骤:步骤1:在成型模中装载结构胶接件进行工装热分布试验,确定热电偶的位置;步骤2:根据工装热分布试验结果,选择控制固化温度的热电偶;步骤3:根据结构胶接件内外蒙皮的温度差大小及对应的温度,选择胶膜固化前不同的温度点;步骤4:恒温后以0.5-1.5℃/min的升温速率升温至固化温度进行固化,然后以小于3℃/min的降温速率进行降温;步骤5:降温至60℃以下出炉。本发明有效的保证了结构胶接件的内外蒙皮固化的同步性,与传统使用的固化参数相比,减少

一种用于复合材料夹层结构胶接变形控制方法.pdf
本发明涉及一种用于复合材料夹层结构胶接变形控制方法,包括:在复合材料夹层结构梁一侧、端肋一侧和边肋一侧放置支撑芯模和定位挡块,复合材料夹层结构后边条一侧放置可滑动限位块,可滑动限位块通过双面胶带粘接在胶接工装上,在胶接过程中,可滑动限位块可以对复合材料夹层结构后边条一侧的变形进行限位控制,当变形应力超过界限可能导致蒙皮与芯材脱粘时,可滑动限位块可以发生位移,允许后边条变形以降低变形应力。本发明一种用于复合材料夹层结构胶接变形控制方法,能有效抑制复合材料夹层结构胶接的变形,不仅操作简单、效果明显,而且不会造