
耐腐蚀软质冷轧镀锡板及其生产方法.pdf

依波****bc

1/6
2/6

3/6

4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
耐腐蚀软质冷轧镀锡板及其生产方法.pdf
本发明公开了一种耐腐蚀软质冷轧镀锡板及其生产方法。该镀锡板的化学成分重量百分比为:C:0.01~0.04、Si≤0.02、Mn:0.10~0.40、P≤0.01、S≤0.012、Sn≤0.011、As≤0.01、solAl:0.005~0.050、N≤0.004,其余为Fe及不可避免的杂质。其生产方法包括铁水脱硫、脱磷、转炉冶炼、RH真空处理、连铸、热连轧、酸洗、冷轧、电解脱脂、全氢炉罩式(BA)退火、平整、电镀锡等步骤。实践证明,本发明的镀锡原板同时具有硬度值低和耐腐蚀性强的优点,其生产方法采用罩式退火
各向同性冷轧软质镀锡板及其生产方法.pdf
本发明公开了一种各向同性冷轧软质镀锡板及其生产方法。该软质镀锡板包括原板和镀锡层,所述原板的化学组分按重量百分比为:C:0.055~0.080%、Si≤0.02%、Mn:0.55~0.65%、P≤0.015%、S≤0.012%、Als:0.005~0.025%、N≤0.004%,其余为Fe和不可避免杂质。该生产方法依次包括以下步骤:铁水脱硫、转炉冶炼、RH真空处理、连铸、热连轧、酸洗,冷轧,电解脱脂、650~660℃下全氢炉罩式退火、平整、电镀锡;所述冷轧采用HC轧机进行5~6道次轧制,压下率为85~93
一种易开盖用冷轧镀锡板及其生产方法.pdf
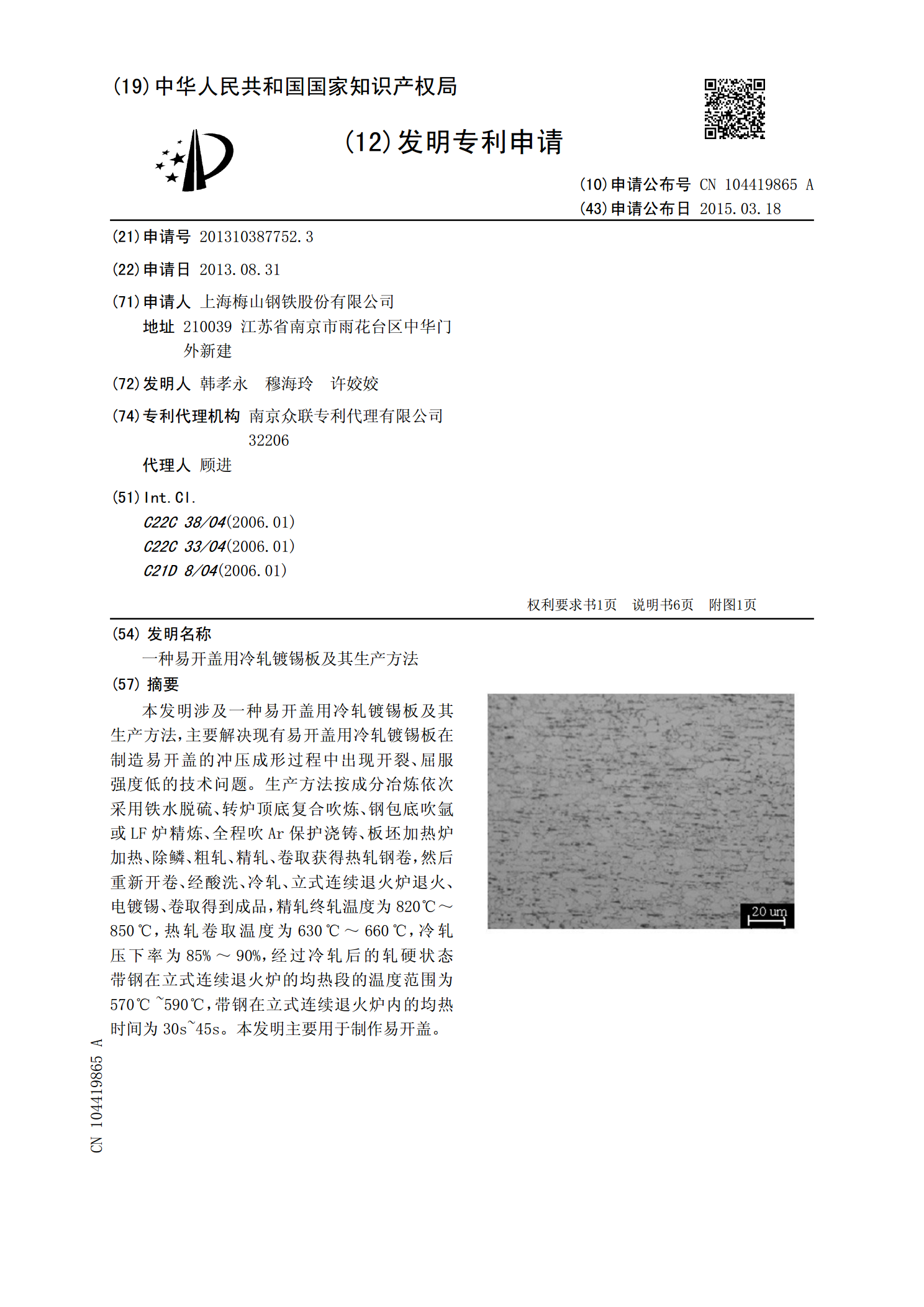
本发明涉及一种易开盖用冷轧镀锡板及其生产方法,主要解决现有易开盖用冷轧镀锡板在制造易开盖的冲压成形过程中出现开裂、屈服强度低的技术问题。生产方法按成分冶炼依次采用铁水脱硫、转炉顶底复合吹炼、钢包底吹氩或LF炉精炼、全程吹Ar保护浇铸、板坯加热炉加热、除鳞、粗轧、精轧、卷取获得热轧钢卷,然后重新开卷、经酸洗、冷轧、立式连续退火炉退火、电镀锡、卷取得到成品,精轧终轧温度为820℃~850℃,热轧卷取温度为630℃~660℃,冷轧压下率为85%~90%,经过冷轧后的轧硬状态带钢在立式连续退火炉的均热段的温度范围
一种镀锡板冷轧基板的生产方法.pdf
本发明涉及一种镀锡板冷轧基板的生产方法,镀锡板冷轧基板为低碳铝镇静冷硬钢带,生产方法包括以下步骤:1)KR脱硫;2)转炉冶炼;3)RH精炼;4)连铸;5)热轧;6)酸洗;7)冷轧。通过合理的化学成分设计、炼钢冶炼、热轧工艺、冷轧工艺控制,最终获得厚度为0.3mm~0.6mm的冷硬钢带产品,所得到的冷硬钢带厚度薄,减少了用户的生产压下量和轧制道次,降低了加工成本;断面凸度小,表面夹杂少,在用户进一步轧制和纵剪等深加工过程中不易出现质量问题,符合作为镀锡板基板的实际使用要求。
一种软质镀锡原板的制备方法.pdf
本发明公开了一种软质镀锡原板的制备方法,所述镀锡原板的化学成分以重量百分数计为:C:0.05-0.09、Si:0.15-0.25、Mn:0.20-0.40、P:≤0.008、S:≤0.01、Als:0.02-0.040、Ce:0.04-0.08、N:≤0.005,其余为Fe和不可避免的杂质;所述制备方法包括如下步骤:1)进行冶炼:采用KR脱硫→转炉冶炼→RH真空处理→连铸;2)热轧:将连铸坯进行热轧,热轧后酸洗;3)冷轧:压下率为82-84%,然后电解脱脂;4)连续退火,退火炉温度大于670℃,在退火炉内