
一种冷轧薄板45号钢连续退火生产方法.pdf

代瑶****zy

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种冷轧薄板45号钢连续退火生产方法.pdf
本发明涉及一种冷轧薄板45号钢连续退火生产方法,该钢种的化学成分质量百分比为:C,0.47%;Mn,0.60%;Si,0.31%;P,≤0.035%;S,≤0.035%;Cr≤0.25;Ni≤0.25;Cu≤0.25,余量为Fe。热轧工艺控制加热温度:1250±30℃;终轧温度:900±20℃;卷取温度:730±20℃;冷轧工艺控制冷轧压下率:50%-70%,连续退火工艺中带钢由室温进入炉内介质由H2和N2组成的非氧化性气氛中连续经过37~52秒加热至240℃~260℃;经607~850秒进一步加热到75
冷轧薄板连续退火技术简介.pdf
万方数据冷轧薄板连续退火技术简介1连续退火技术概况2连续退火技术的发展郭巨1,张晓伟2日本钢铁界经过多年努力于20世纪70年代解决了连续退火技术生产中钢板深冲、重深冲、超深冲的难题,经过20多年的努力,连续退火的生产能力不断扩大,该技术也得到进一步发展。发展简史新日铁开发了连续退火生产冷轧深冲碳钢薄板的技术,简称NSC—CAPL。日本钢管开发的另一种连续退火生产冷轧深冲碳钢薄板的技术。简称NKK—CAL。川崎制铁开发建成了连续退火机组,简称KM—CAL。1.2各类连续退火技术的特点以上三种连续退火技术冶金
IF钢冷轧薄板罩式退火工艺的优化.pdf
万方数据IF钢冷轧薄板罩式退火工艺的优化潮攀6荐翻m|。薹嚣Ⅱ量vt样姆醴sd蝴糟粕纛{缸穗i幽帮骞蛹l丑g2嘲彭璇”王先进”茹铮”曹念禹∞1试验材料试验焉锈援为武镳生产的麓,猕复金添2试验方法1ht舢自。始andtheirl哪b象{粤热轧滠麦簸R为{2∞℃,默‘为90§℃,eT验指标为屈服强度(氓)、抗拉强度(慨)、延伸率遇火过程鼹Ⅲ钢冷牟L板生产中决定最终成品性能的关键工艺,退火工艺参数的不稳定和遥炎不充分莛袋晶援瞧麓不佳、不稳定静一个重要影响因素”1.为此本文主要谶行口钢冷轧薄板遐火工艺的优化碜}究
一种冷轧薄板连续立式退火炉炉辊安装方法.pdf
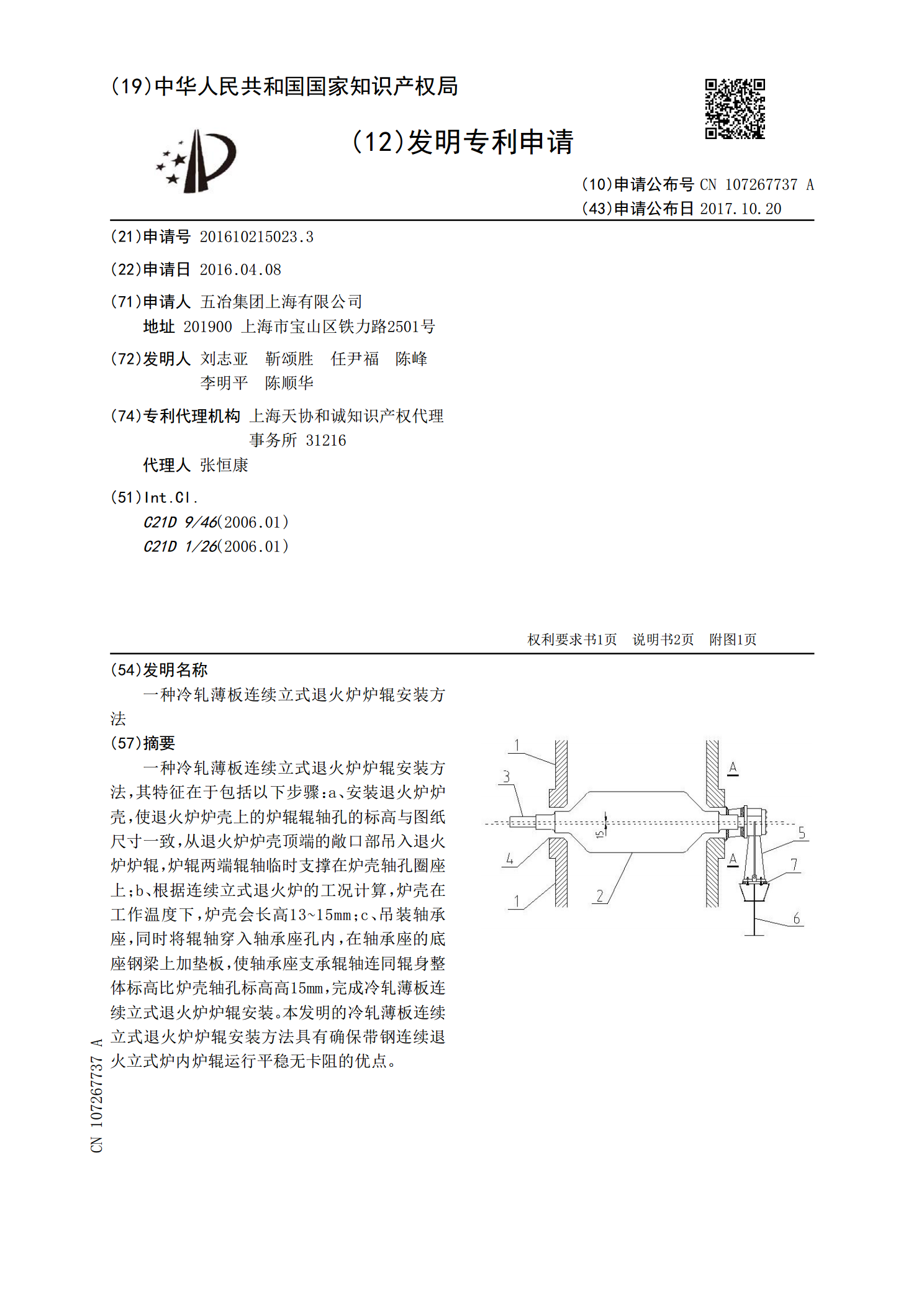
一种冷轧薄板连续立式退火炉炉辊安装方法,其特征在于包括以下步骤:a、安装退火炉炉壳,使退火炉炉壳上的炉辊辊轴孔的标高与图纸尺寸一致,从退火炉炉壳顶端的敞口部吊入退火炉炉辊,炉辊两端辊轴临时支撑在炉壳轴孔圈座上;b、根据连续立式退火炉的工况计算,炉壳在工作温度下,炉壳会长高13~15mm;c、吊装轴承座,同时将辊轴穿入轴承座孔内,在轴承座的底座钢梁上加垫板,使轴承座支承辊轴连同辊身整体标高比炉壳轴孔标高高15mm,完成冷轧薄板连续立式退火炉炉辊安装。本发明的冷轧薄板连续立式退火炉炉辊安装方法具有确保带钢连续
一种冷轧连续退火工序双相钢氧化色控制方法.pdf
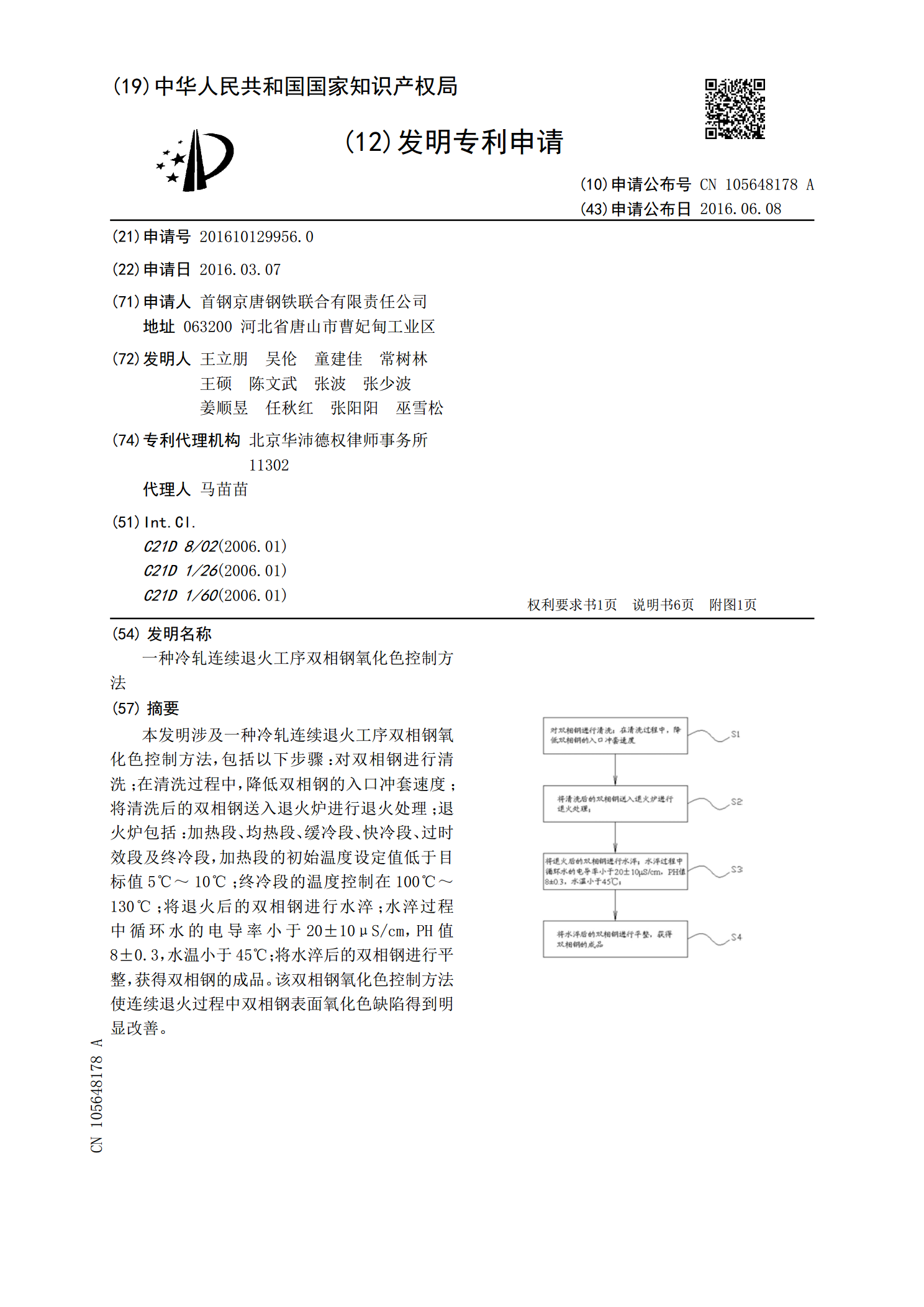
本发明涉及一种冷轧连续退火工序双相钢氧化色控制方法,包括以下步骤:对双相钢进行清洗;在清洗过程中,降低双相钢的入口冲套速度;将清洗后的双相钢送入退火炉进行退火处理;退火炉包括:加热段、均热段、缓冷段、快冷段、过时效段及终冷段,加热段的初始温度设定值低于目标值5℃~10℃;终冷段的温度控制在100℃~130℃;将退火后的双相钢进行水淬;水淬过程中循环水的电导率小于20±10μS/cm,PH值8±0.3,水温小于45℃;将水淬后的双相钢进行平整,获得双相钢的成品。该双相钢氧化色控制方法使连续退火过程中双相钢表