
冷轧薄板连续退火技术简介.pdf

qw****27

1/4

2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
冷轧薄板连续退火技术简介.pdf
万方数据冷轧薄板连续退火技术简介1连续退火技术概况2连续退火技术的发展郭巨1,张晓伟2日本钢铁界经过多年努力于20世纪70年代解决了连续退火技术生产中钢板深冲、重深冲、超深冲的难题,经过20多年的努力,连续退火的生产能力不断扩大,该技术也得到进一步发展。发展简史新日铁开发了连续退火生产冷轧深冲碳钢薄板的技术,简称NSC—CAPL。日本钢管开发的另一种连续退火生产冷轧深冲碳钢薄板的技术。简称NKK—CAL。川崎制铁开发建成了连续退火机组,简称KM—CAL。1.2各类连续退火技术的特点以上三种连续退火技术冶金

冷轧薄板热镀锌线连续退火炉的发展2003.pdf
20ANHUIMETALLURGY2003年第3期冷轧薄板热镀锌线连续退火炉的发展严云福(马鞍山钢铁设计研究总院)摘要冷轧薄板热镀锌连续退火炉是热镀锌机组线上的关键设备,它完成带钢热镀锌前的退火工艺,其退火质量的好坏对带钢镀锌后的性能起着至关重要的作用。本文着重介绍了热镀锌连续退火炉的炉型选择及其主要技术特色。关键词热镀锌退火炉无氧化带钢保护气体DevelopmentofContinuousAnnealingFurnaceonHotGalvanizingLineforCold—rolledSheetYan
一种冷轧薄板45号钢连续退火生产方法.pdf
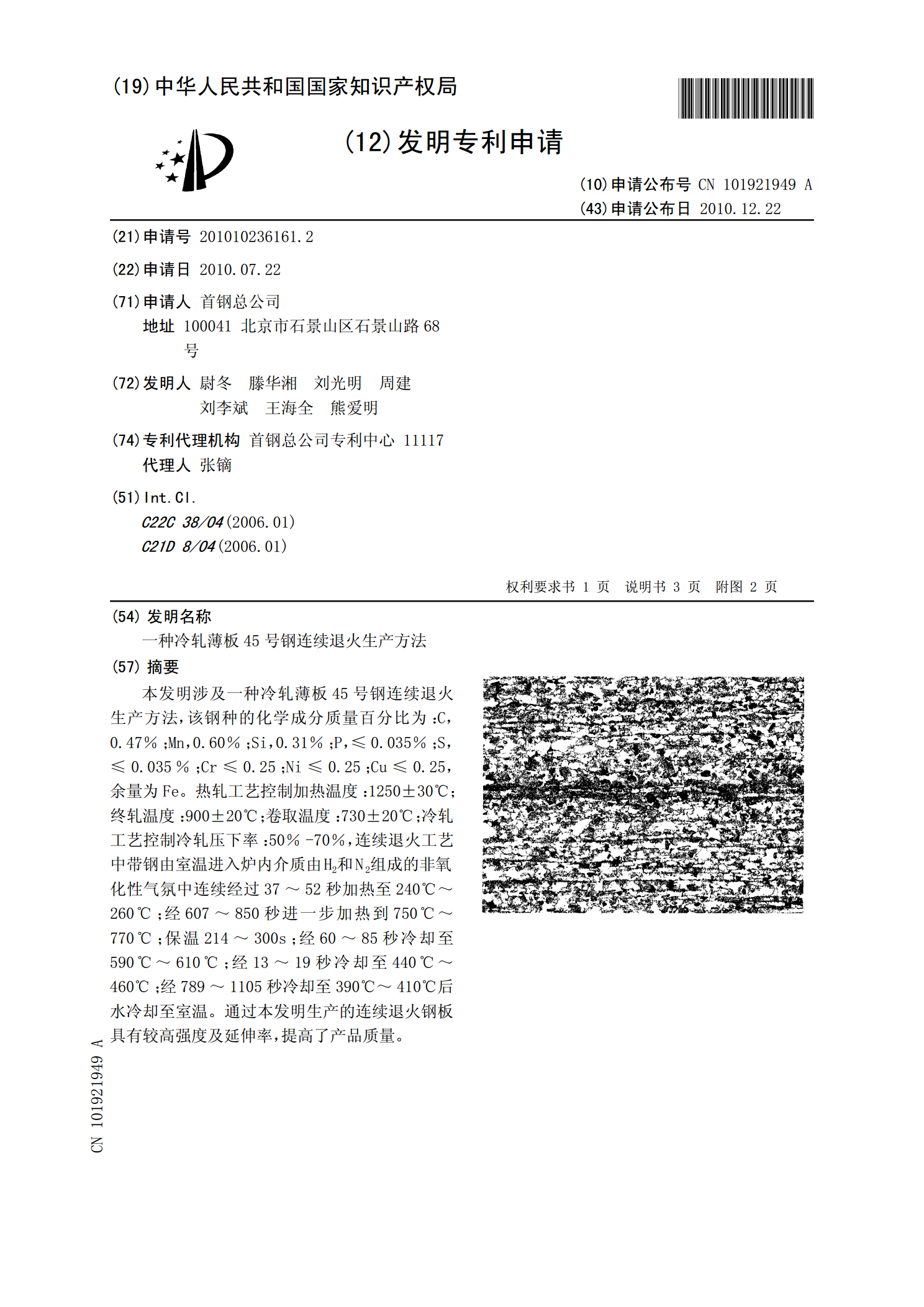
本发明涉及一种冷轧薄板45号钢连续退火生产方法,该钢种的化学成分质量百分比为:C,0.47%;Mn,0.60%;Si,0.31%;P,≤0.035%;S,≤0.035%;Cr≤0.25;Ni≤0.25;Cu≤0.25,余量为Fe。热轧工艺控制加热温度:1250±30℃;终轧温度:900±20℃;卷取温度:730±20℃;冷轧工艺控制冷轧压下率:50%-70%,连续退火工艺中带钢由室温进入炉内介质由H2和N2组成的非氧化性气氛中连续经过37~52秒加热至240℃~260℃;经607~850秒进一步加热到75
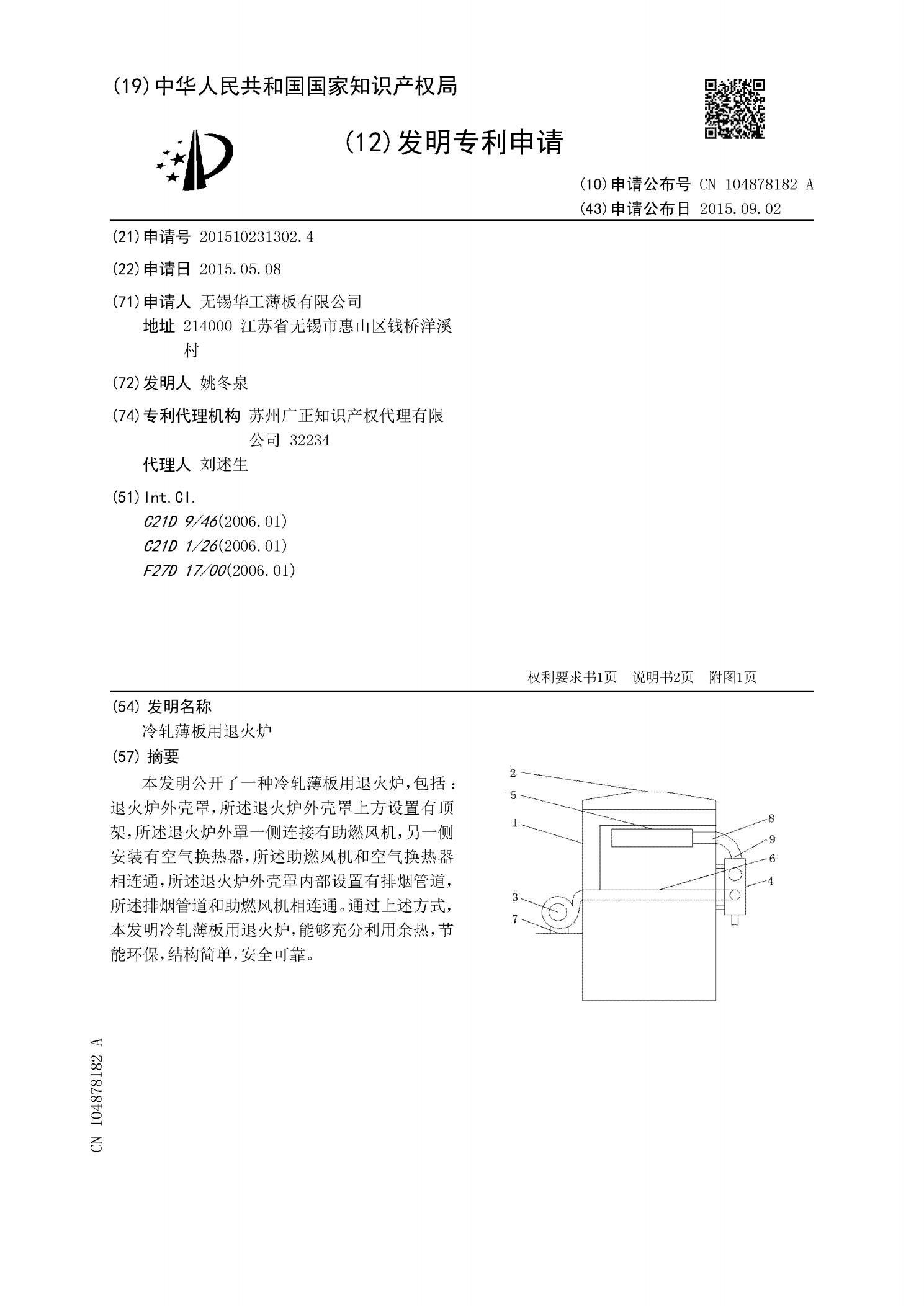
冷轧薄板用退火炉.pdf
本发明公开了一种冷轧薄板用退火炉,包括:退火炉外壳罩,所述退火炉外壳罩上方设置有顶架,所述退火炉外罩一侧连接有助燃风机,另一侧安装有空气换热器,所述助燃风机和空气换热器相连通,所述退火炉外壳罩内部设置有排烟管道,所述排烟管道和助燃风机相连通。通过上述方式,本发明冷轧薄板用退火炉,能够充分利用余热,节能环保,结构简单,安全可靠。
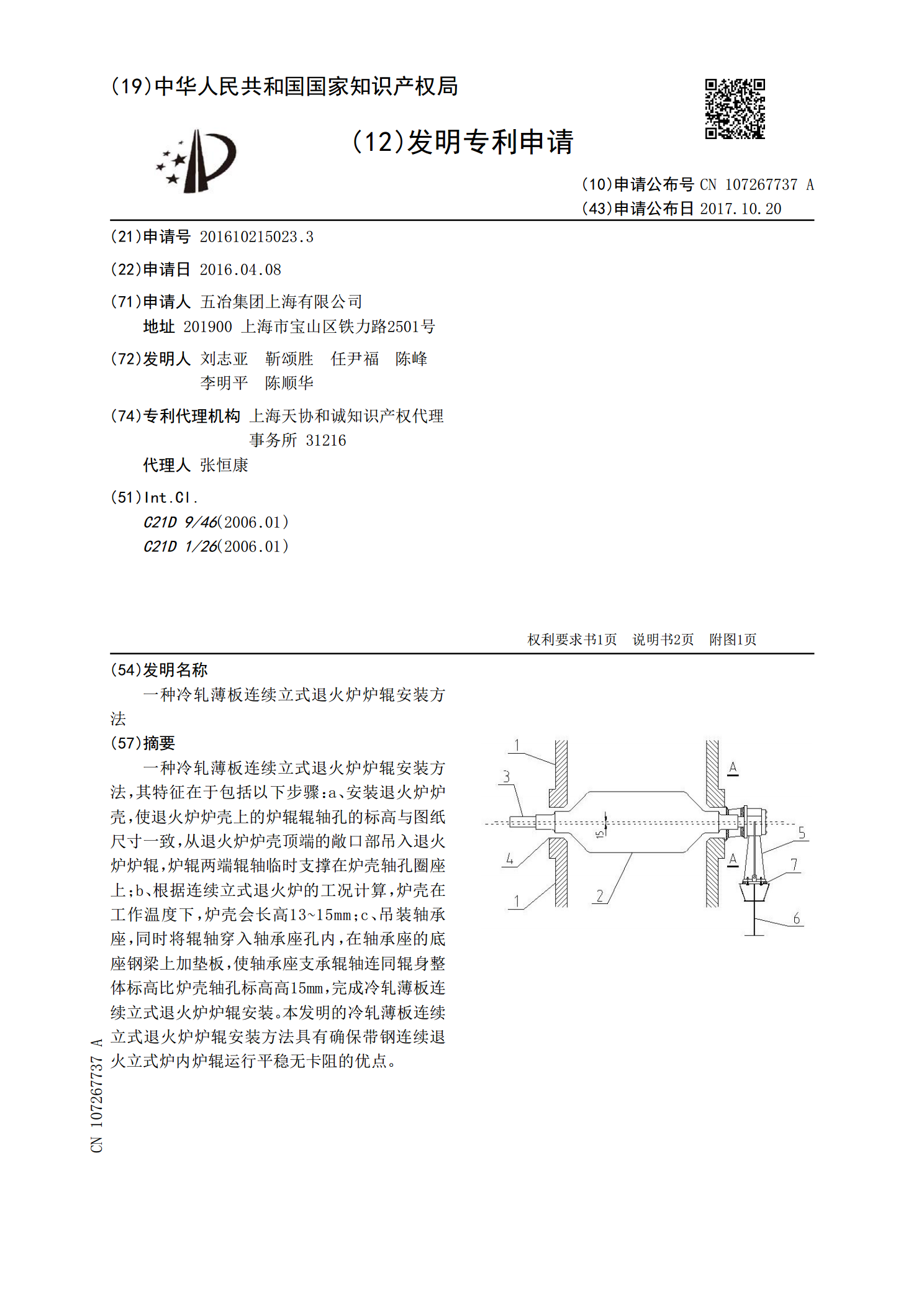
一种冷轧薄板连续立式退火炉炉辊安装方法.pdf
一种冷轧薄板连续立式退火炉炉辊安装方法,其特征在于包括以下步骤:a、安装退火炉炉壳,使退火炉炉壳上的炉辊辊轴孔的标高与图纸尺寸一致,从退火炉炉壳顶端的敞口部吊入退火炉炉辊,炉辊两端辊轴临时支撑在炉壳轴孔圈座上;b、根据连续立式退火炉的工况计算,炉壳在工作温度下,炉壳会长高13~15mm;c、吊装轴承座,同时将辊轴穿入轴承座孔内,在轴承座的底座钢梁上加垫板,使轴承座支承辊轴连同辊身整体标高比炉壳轴孔标高高15mm,完成冷轧薄板连续立式退火炉炉辊安装。本发明的冷轧薄板连续立式退火炉炉辊安装方法具有确保带钢连续