
铅酸蓄电池板栅连铸机模具.pdf

书生****萌哒

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铅酸蓄电池板栅连铸机模具.pdf
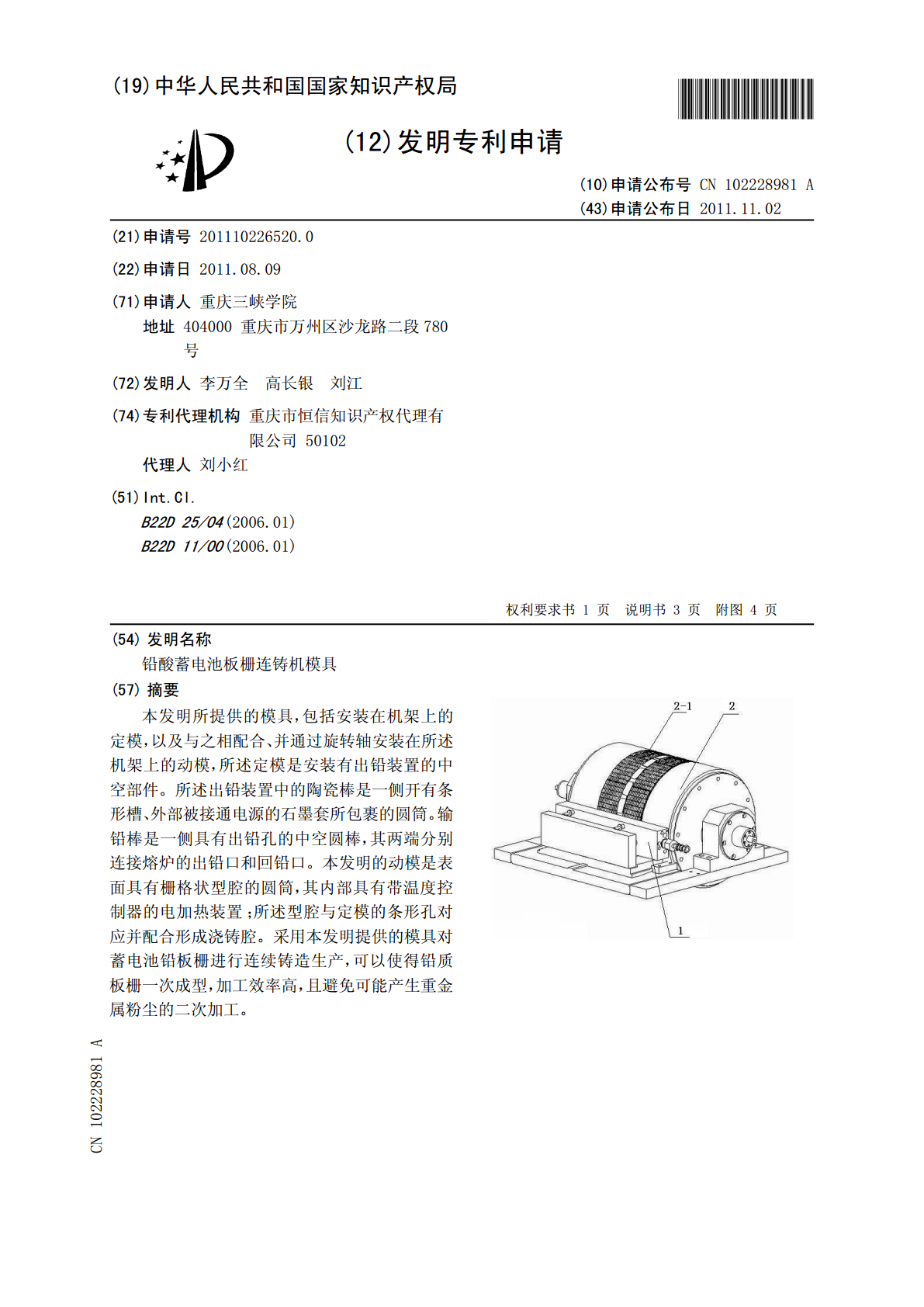
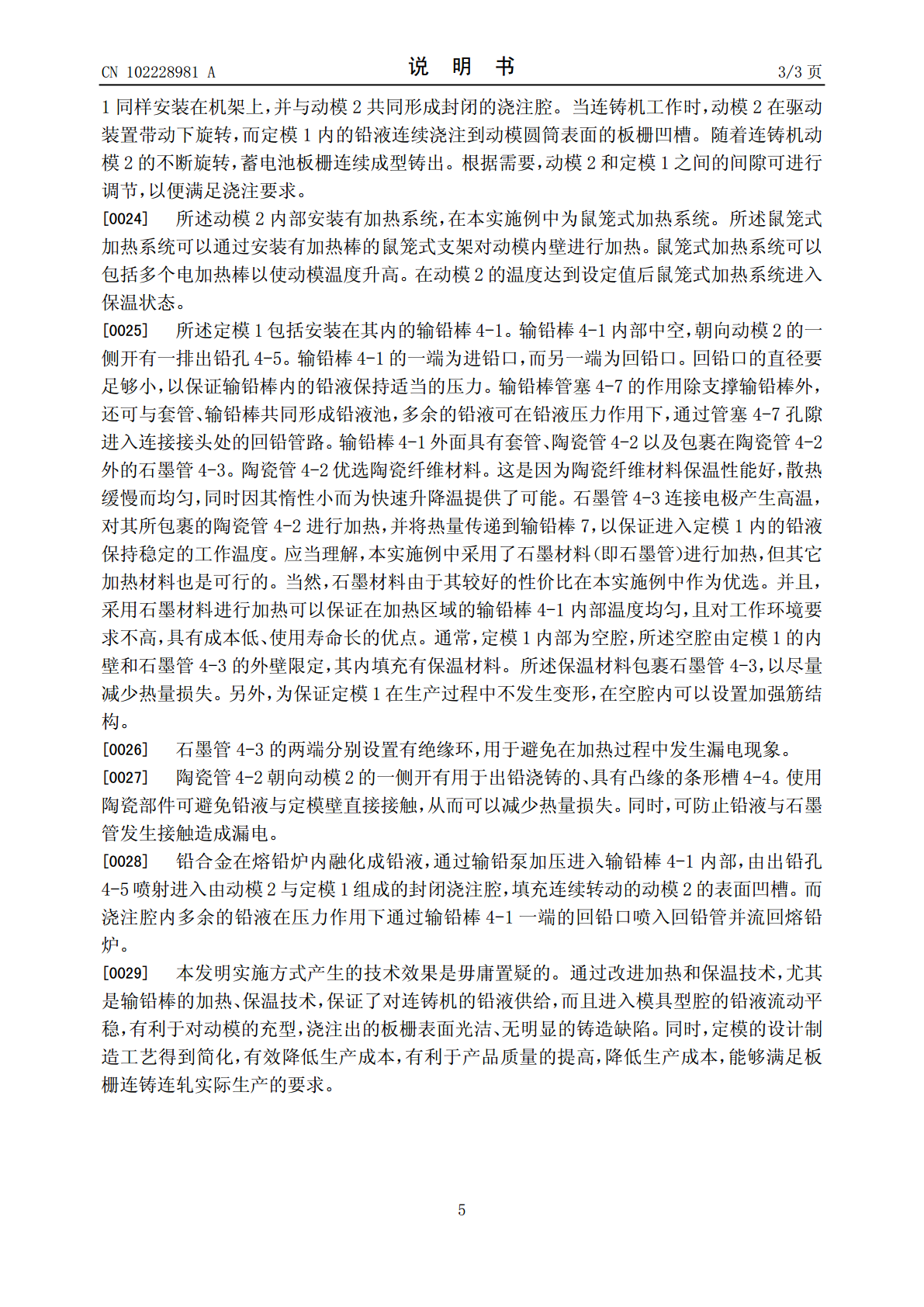
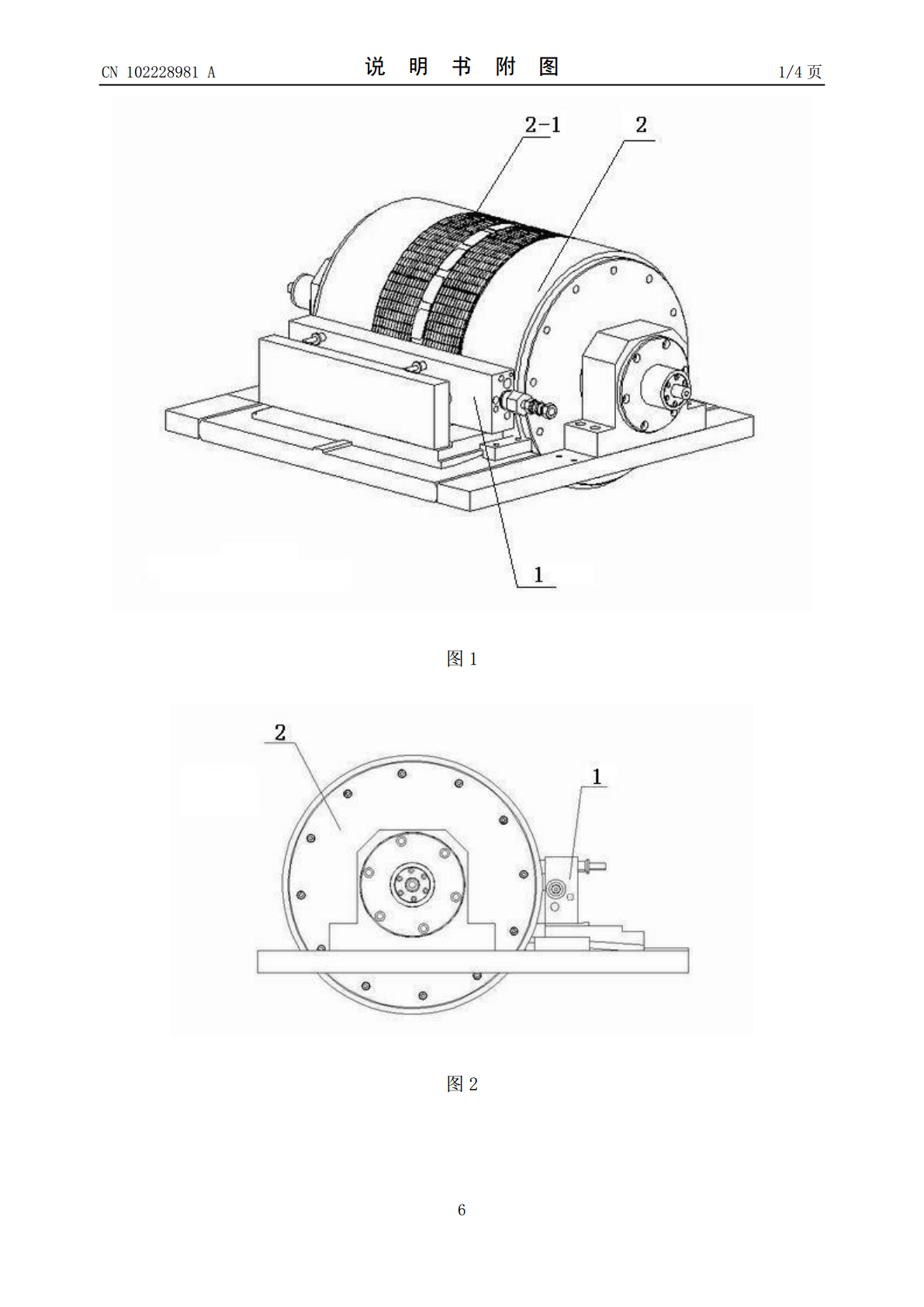
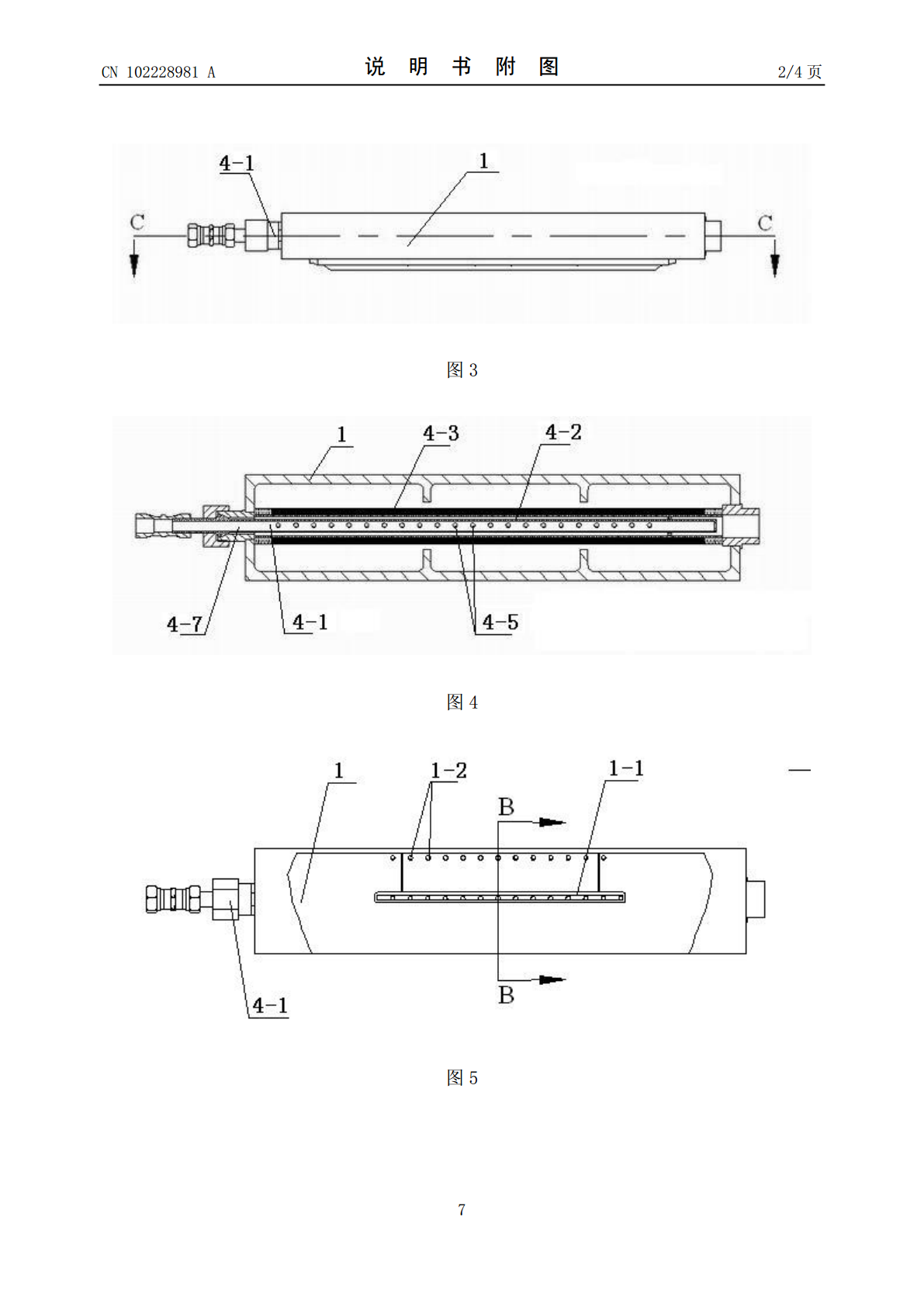
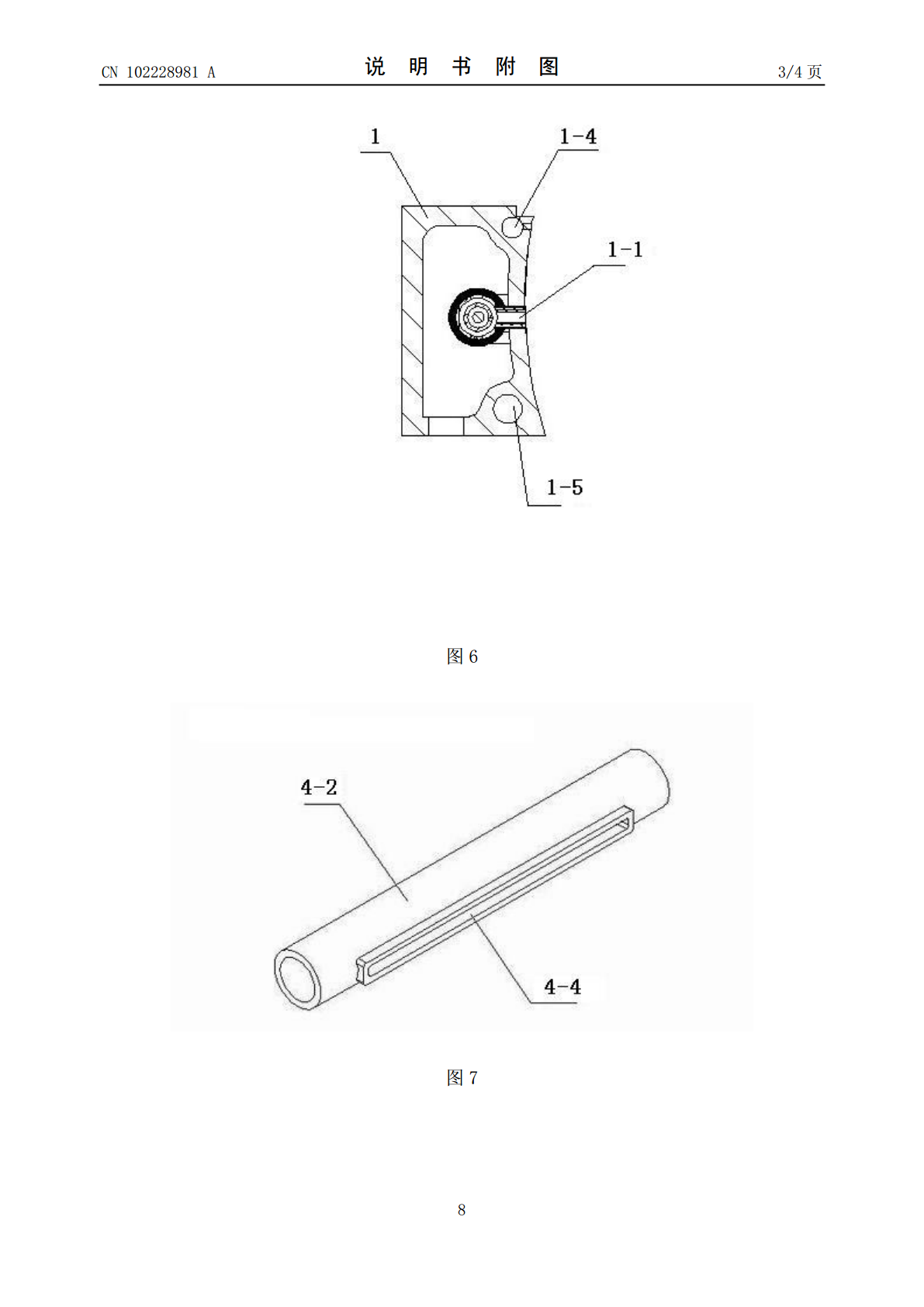
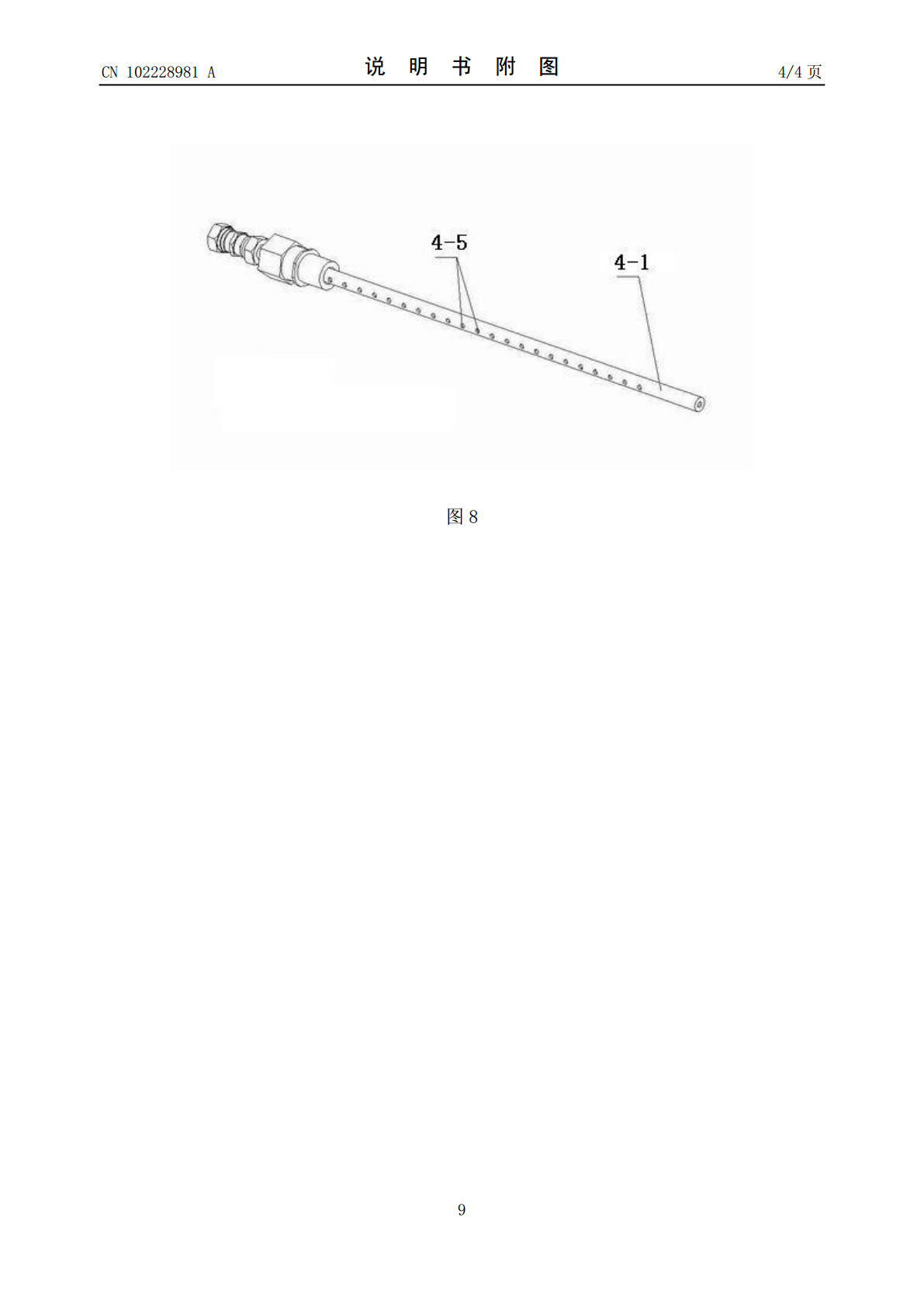
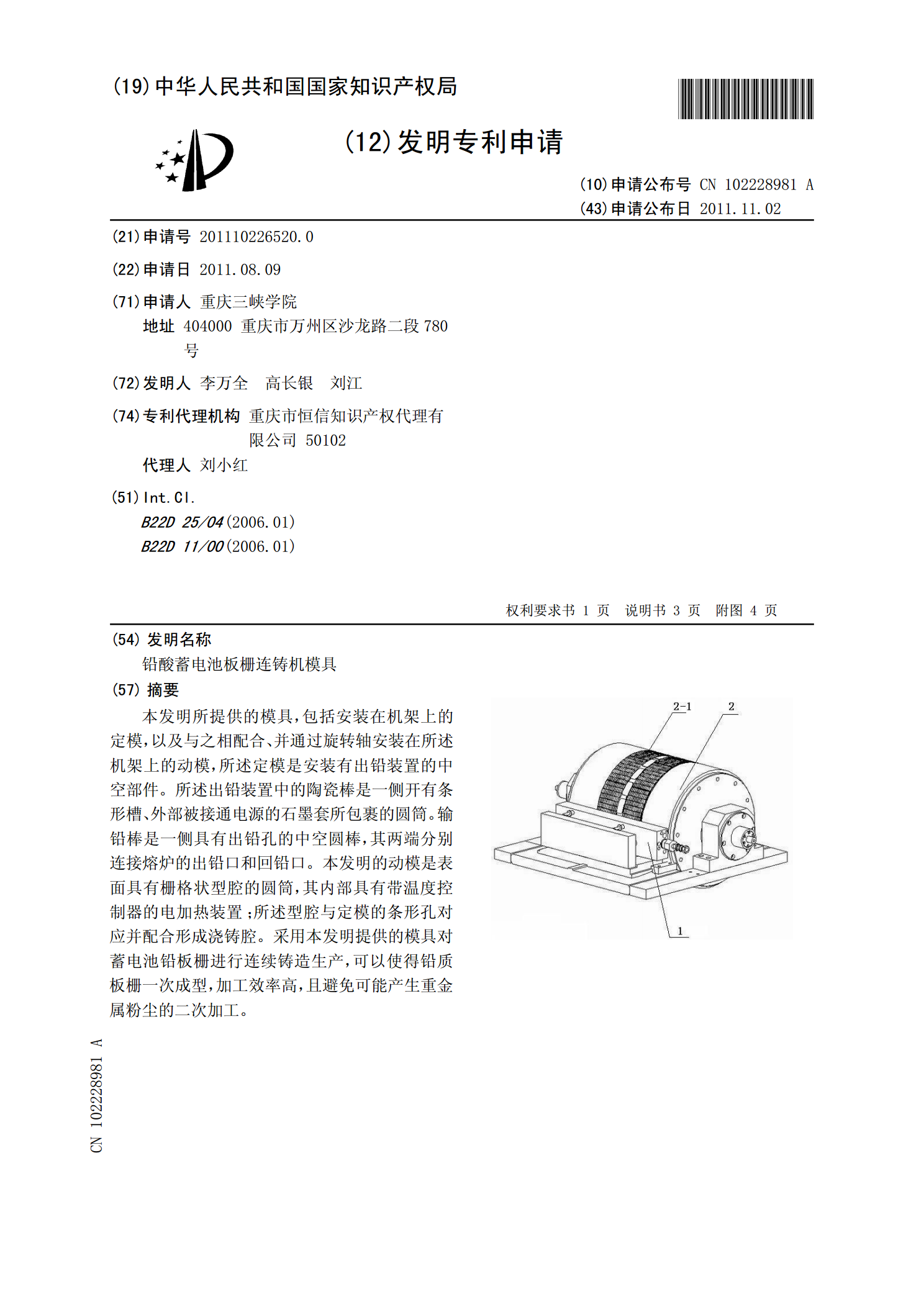
本发明所提供的模具,包括安装在机架上的定模,以及与之相配合、并通过旋转轴安装在所述机架上的动模,所述定模是安装有出铅装置的中空部件。所述出铅装置中的陶瓷棒是一侧开有条形槽、外部被接通电源的石墨套所包裹的圆筒。输铅棒是一侧具有出铅孔的中空圆棒,其两端分别连接熔炉的出铅口和回铅口。本发明的动模是表面具有栅格状型腔的圆筒,其内部具有带温度控制器的电加热装置;所述型腔与定模的条形孔对应并配合形成浇铸腔。采用本发明提供的模具对蓄电池铅板栅进行连续铸造生产,可以使得铅质板栅一次成型,加工效率高,且避免可能产生重金属粉

铅酸蓄电池板栅材料综述.doc
铅酸蓄电池板栅材料综述作者:陈国加入时间:2005-1-715:43:57点击次数:1012铅酸蓄电池在功率密度与比能量方面,由于铅的密度大而存在先天不足;同时作为非活性部件的板栅,使用铅作为材料时,其比能量进一步降低。为尽可能弥补这一缺陷,人们对板栅进行了大量研究。最初的铅酸蓄电池,是用两块铅板在硫酸溶液中通过反复多次的充放电循环变为电池的正负极,无所谓板栅可言。1880年,Faure[1]提出了涂膏式极板,即将铅膏涂在薄铅板上,铅板作为集流体。1881年,Swan首先提出板栅的概念,取代以前所用的铅板
铅酸蓄电池板栅制造工艺.pdf
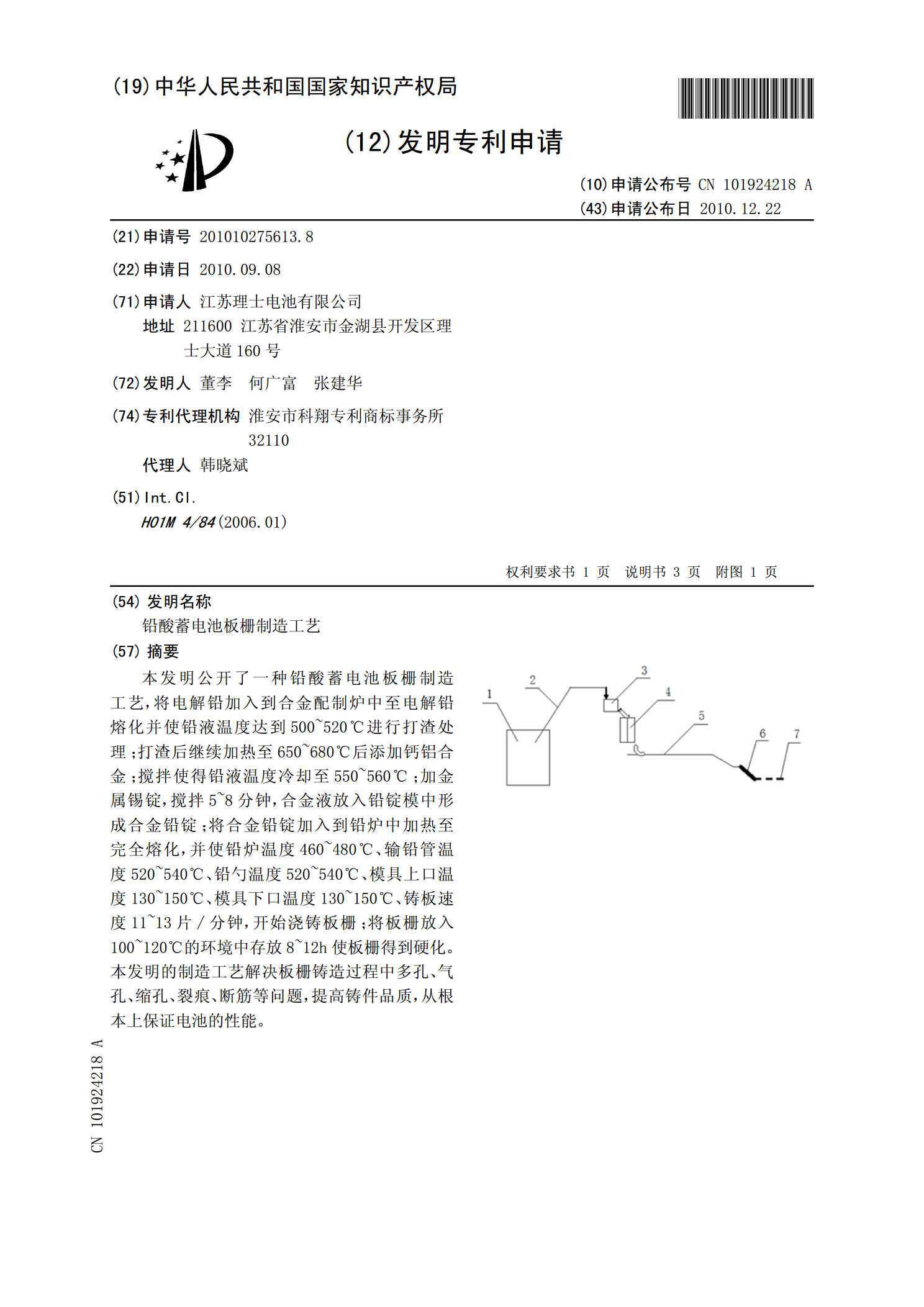
本发明公开了一种铅酸蓄电池板栅制造工艺,将电解铅加入到合金配制炉中至电解铅熔化并使铅液温度达到500~520℃进行打渣处理;打渣后继续加热至650~680℃后添加钙铝合金;搅拌使得铅液温度冷却至550~560℃;加金属锡锭,搅拌5~8分钟,合金液放入铅锭模中形成合金铅锭;将合金铅锭加入到铅炉中加热至完全熔化,并使铅炉温度460~480℃、输铅管温度520~540℃、铅勺温度520~540℃、模具上口温度130~150℃、模具下口温度130~150℃、铸板速度11~13片/分钟,开始浇铸板栅;将板栅放入10
铅酸蓄电池板栅快速时效硬化方法.pdf
本发明公开了一种铅酸蓄电池板栅快速时效硬化方法,其将刚脱模的还带有余温的板栅放入反应炉中,在80-100℃的温度下对板栅热处理25-35min,然后再进行自然时效2-4天。采用上述方案后,由于板栅铸造完成后刚脱模时还带有约60℃的余温,本发明将刚脱模的还带有余温的板栅直接放入反应炉中,可大大节省热能,降低能耗;而且,本发明采用人工时效与自然时效相结合的方式,板栅的热处理时间仅有25-35min,进一步节省热能,且与传统的纯自然时效相比,可大大缩短时效天数,节省板栅存放时间,缓解厂家资金压力。
铅酸蓄电池板栅用翻转卸料装置.pdf
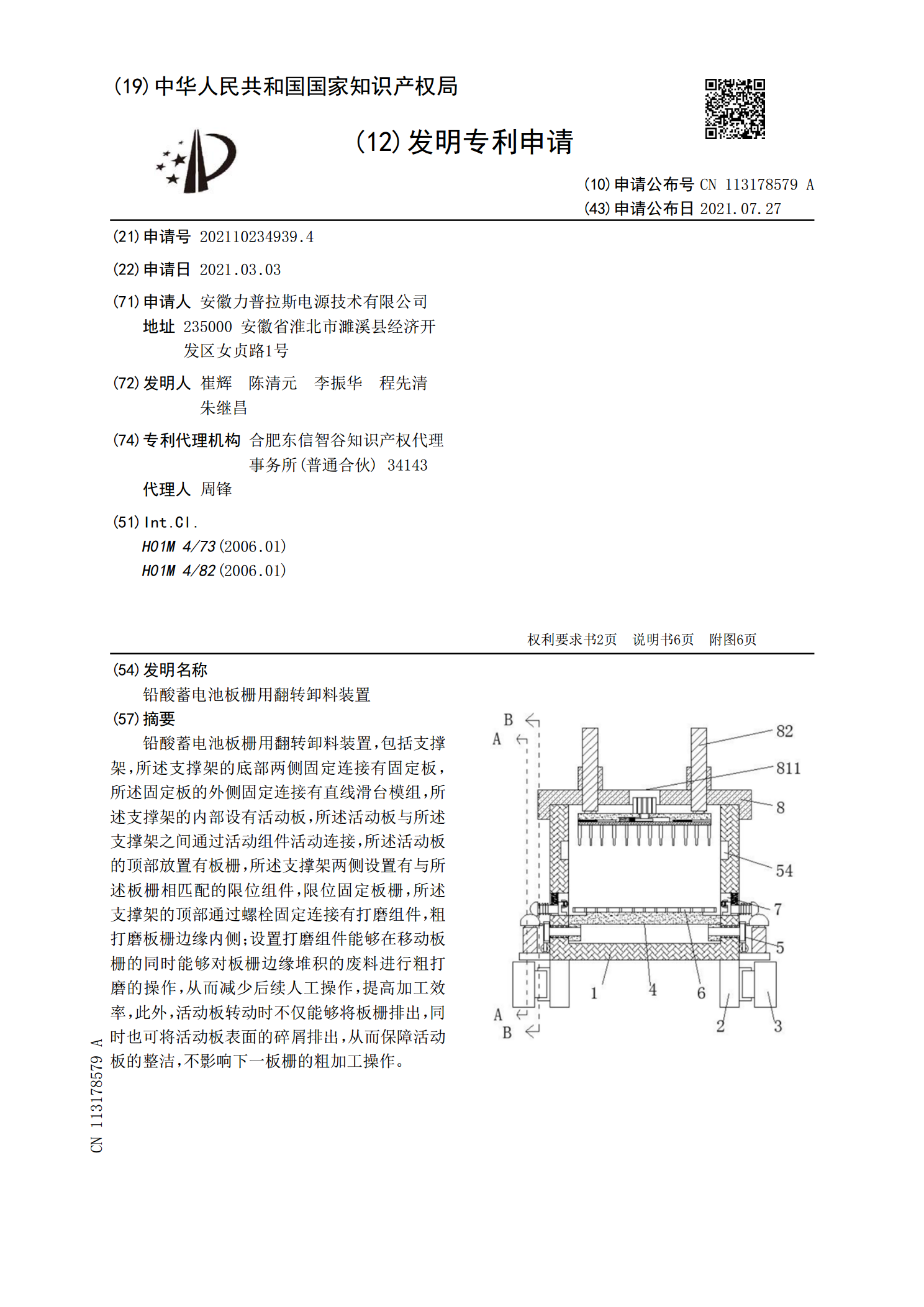
铅酸蓄电池板栅用翻转卸料装置,包括支撑架,所述支撑架的底部两侧固定连接有固定板,所述固定板的外侧固定连接有直线滑台模组,所述支撑架的内部设有活动板,所述活动板与所述支撑架之间通过活动组件活动连接,所述活动板的顶部放置有板栅,所述支撑架两侧设置有与所述板栅相匹配的限位组件,限位固定板栅,所述支撑架的顶部通过螺栓固定连接有打磨组件,粗打磨板栅边缘内侧;设置打磨组件能够在移动板栅的同时能够对板栅边缘堆积的废料进行粗打磨的操作,从而减少后续人工操作,提高加工效率,此外,活动板转动时不仅能够将板栅排出,同时也可将活