
高温合金复杂薄壁铸件精密铸造方法.pdf

努力****爱敏


1/9
2/9

3/9

4/9

5/9
6/9
7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高温合金复杂薄壁铸件精密铸造方法.pdf
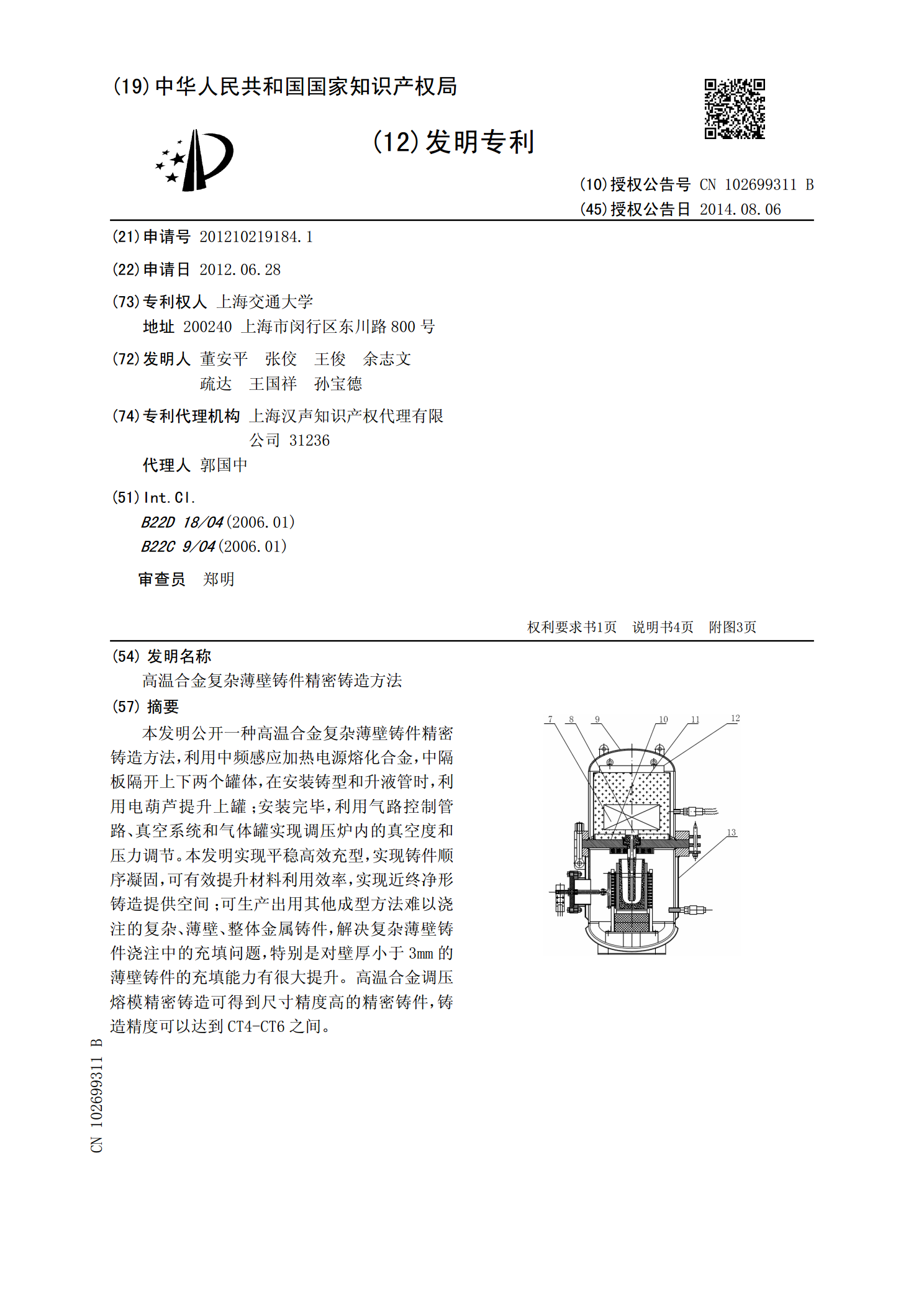
本发明公开一种高温合金复杂薄壁铸件精密铸造方法,利用中频感应加热电源熔化合金,中隔板隔开上下两个罐体,在安装铸型和升液管时,利用电葫芦提升上罐;安装完毕,利用气路控制管路、真空系统和气体罐实现调压炉内的真空度和压力调节。本发明实现平稳高效充型,实现铸件顺序凝固,可有效提升材料利用效率,实现近终净形铸造提供空间;可生产出用其他成型方法难以浇注的复杂、薄壁、整体金属铸件,解决复杂薄壁铸件浇注中的充填问题,特别是对壁厚小于3mm的薄壁铸件的充填能力有很大提升。高温合金调压熔模精密铸造可得到尺寸精度高的精密铸件,
高温合金复杂薄壁铸件调压精密铸造装置.pdf
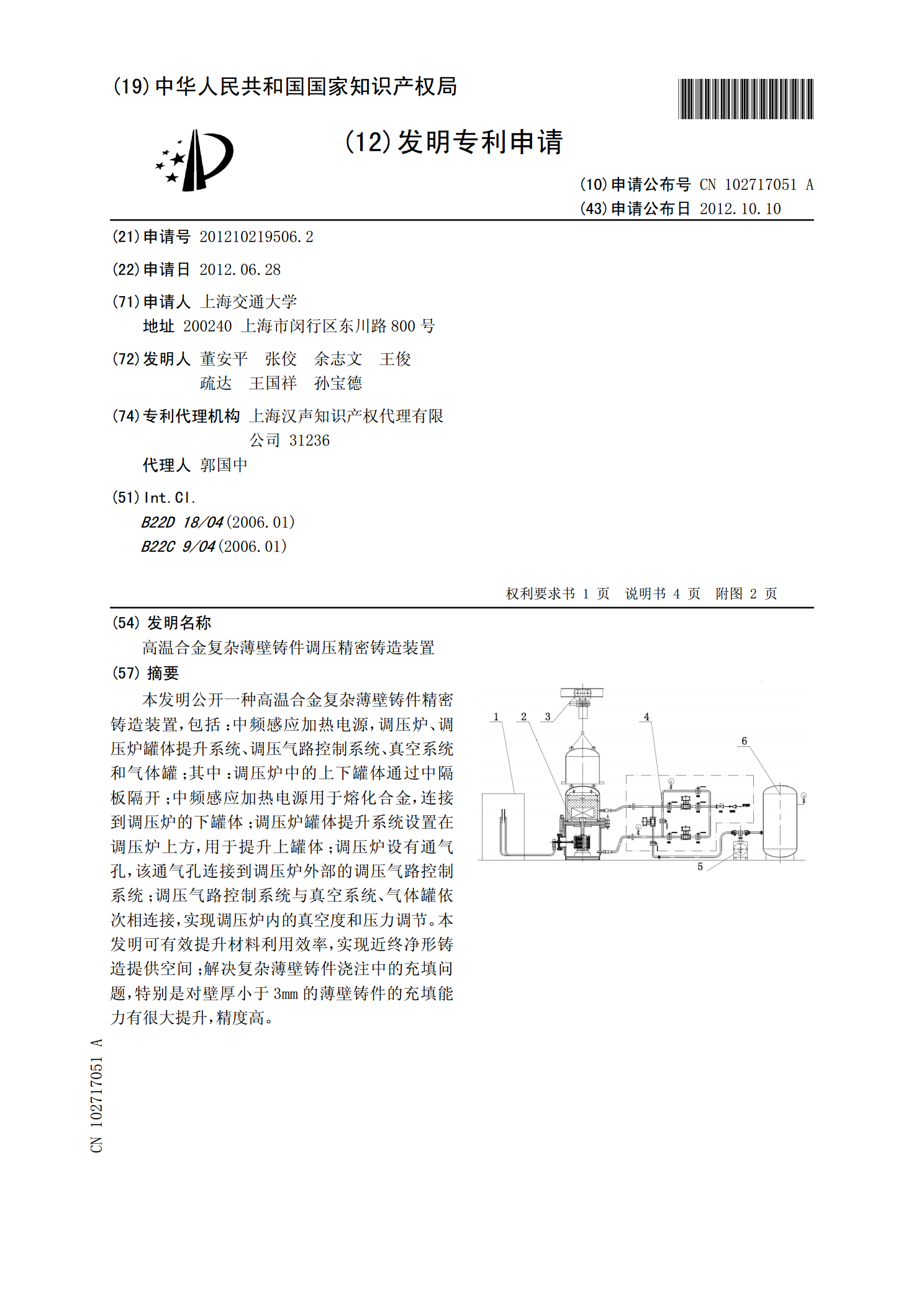
本发明公开一种高温合金复杂薄壁铸件精密铸造装置,包括:中频感应加热电源,调压炉、调压炉罐体提升系统、调压气路控制系统、真空系统和气体罐;其中:调压炉中的上下罐体通过中隔板隔开;中频感应加热电源用于熔化合金,连接到调压炉的下罐体;调压炉罐体提升系统设置在调压炉上方,用于提升上罐体;调压炉设有通气孔,该通气孔连接到调压炉外部的调压气路控制系统;调压气路控制系统与真空系统、气体罐依次相连接,实现调压炉内的真空度和压力调节。本发明可有效提升材料利用效率,实现近终净形铸造提供空间;解决复杂薄壁铸件浇注中的充填问题,
一种高温合金复杂薄壁铸件精密铸造方法.pdf
本发明公开了一种高温合金复杂薄壁铸件精密铸造方法,属于合金薄壁铸件技术领域,通过在模料表面上涂料和撒砂,模料表面各处都要均匀涂上耐火涂料,并且根据熔模的结构特点在耐火涂料筒中转动或上下移动,防止熔模上的凹角、沟槽和小孔集存气泡,同时撒砂是为了增强型壳和耐火涂料,防止涂层干燥时由于凝胶收缩而产生穿透型裂纹,采用压力结晶的方法,使得熔融金属在压力下凝固,保证液态金属能更好的充填型腔,复制型腔的形状,提高铸件的精密度,防止气孔、浇铸不足的缺陷,同时还能够增加铸件的致密度,使得型壳整体的稳定性变得更好,在蜡料制成

复杂薄壁铝镁合金铸件及其铸造方法.pdf
本发明公开了一种复杂薄壁铝镁合金铸件及其铸造方法,铸造方法包括以下步骤:S1、设计预打印树脂砂铸型的三维模型,采用喷树脂3D打印装置以树脂砂为原料进行3D打印获得具有铸件型腔、浇冒系统型腔的树脂砂铸型;S2、将与树脂砂铸型外形相匹配的金属砂箱套设在树脂砂铸型上,树脂砂铸型与金属砂箱套之间预留50mm~300mm的间隙;S3、将填料填充在树脂砂铸型与金属砂箱套之间的间隙中,硬化,获得预浇注铸型;S4、将预浇注铸型放置真空差压铸造装置完成铸造,获得复杂薄壁铝镁合金铸件。本发明的复杂薄壁铝镁合金铸件的铸造方法,
超薄壁复杂密闭铝合金箱体壳体铸件精密铸造成型方法.pdf
一种超薄壁复杂密闭铝合金箱体壳体铸件精密铸造成型方法,铸件结构为:包括底部支腿,底部支腿上设置有腔体,腔体内由1块中间隔板分成两个独立部分,铸件80%以上的部位壁厚小于等于1.5mm;根据铸件结构,设计浇注系统并开设铸造工艺孔;采用3D打印技术制作PS粉铸件模型,采用中温蜡制作浇注系统,并将浇注系统与3D打印的PS粉铸型模进行组合,采用真空灌浆方式制作石膏铸型,浇注后热处理。将石膏型精密铸造与反重力调压浇注进行结合,避免铸件出现冷隔、浇不足、气孔等缺陷;充型后加压凝固,避免铸件出现针孔、疏松缺陷,铸件力学