
热镀铝锌钢板生产线的锌锅直接起熔方法.pdf

书生****写意

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
热镀铝锌钢板生产线的锌锅直接起熔方法.pdf
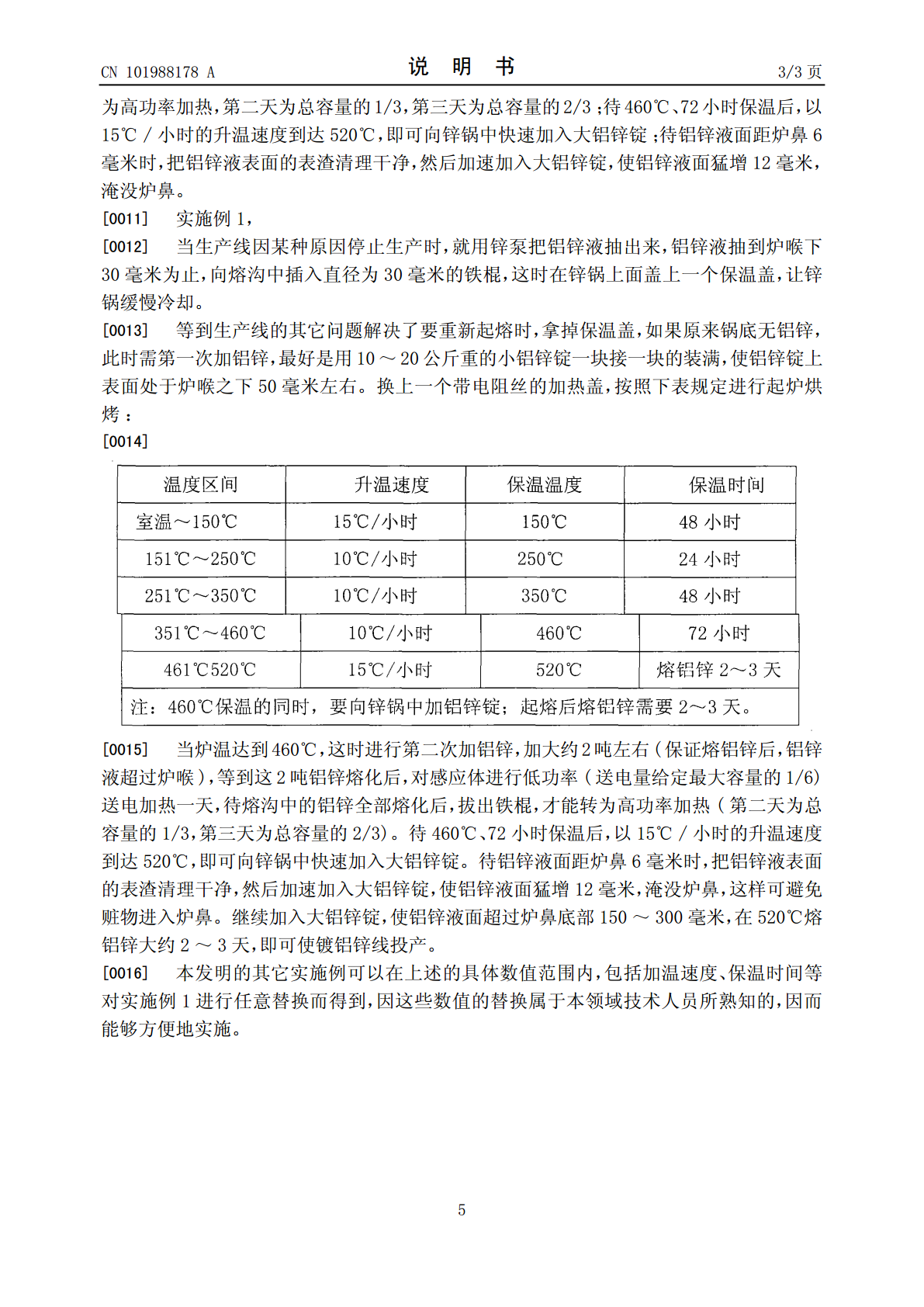
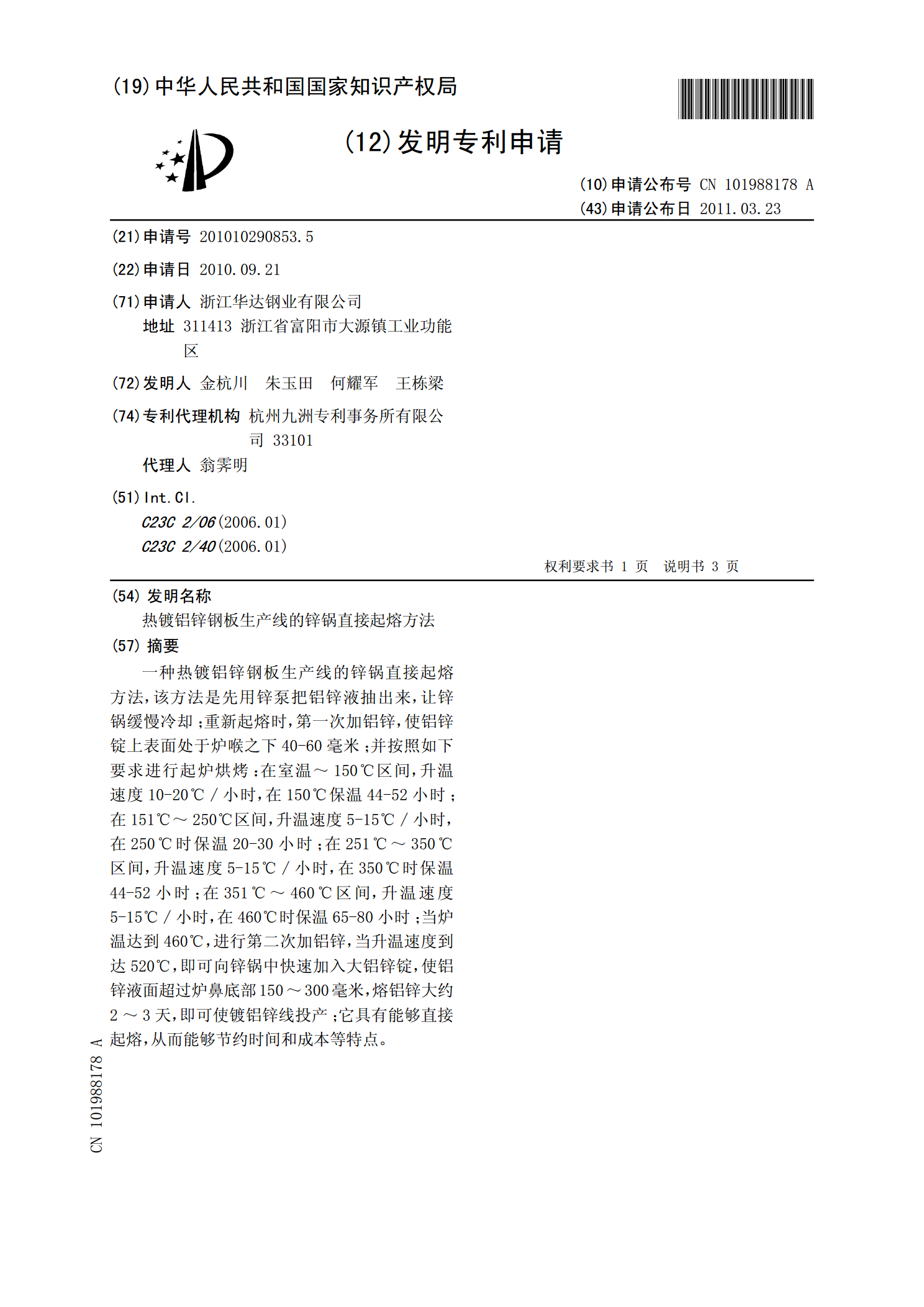
一种热镀铝锌钢板生产线的锌锅直接起熔方法,该方法是先用锌泵把铝锌液抽出来,让锌锅缓慢冷却;重新起熔时,第一次加铝锌,使铝锌锭上表面处于炉喉之下40-60毫米;并按照如下要求进行起炉烘烤:在室温~150℃区间,升温速度10-20℃/小时,在150℃保温44-52小时;在151℃~250℃区间,升温速度5-15℃/小时,在250℃时保温20-30小时;在251℃~350℃区间,升温速度5-15℃/小时,在350℃时保温44-52小时;在351℃~460℃区间,升温速度5-15℃/小时,在460℃时保温65-8
热镀铝锌钢板生产线上的锌锅感应体烘烤工艺.pdf
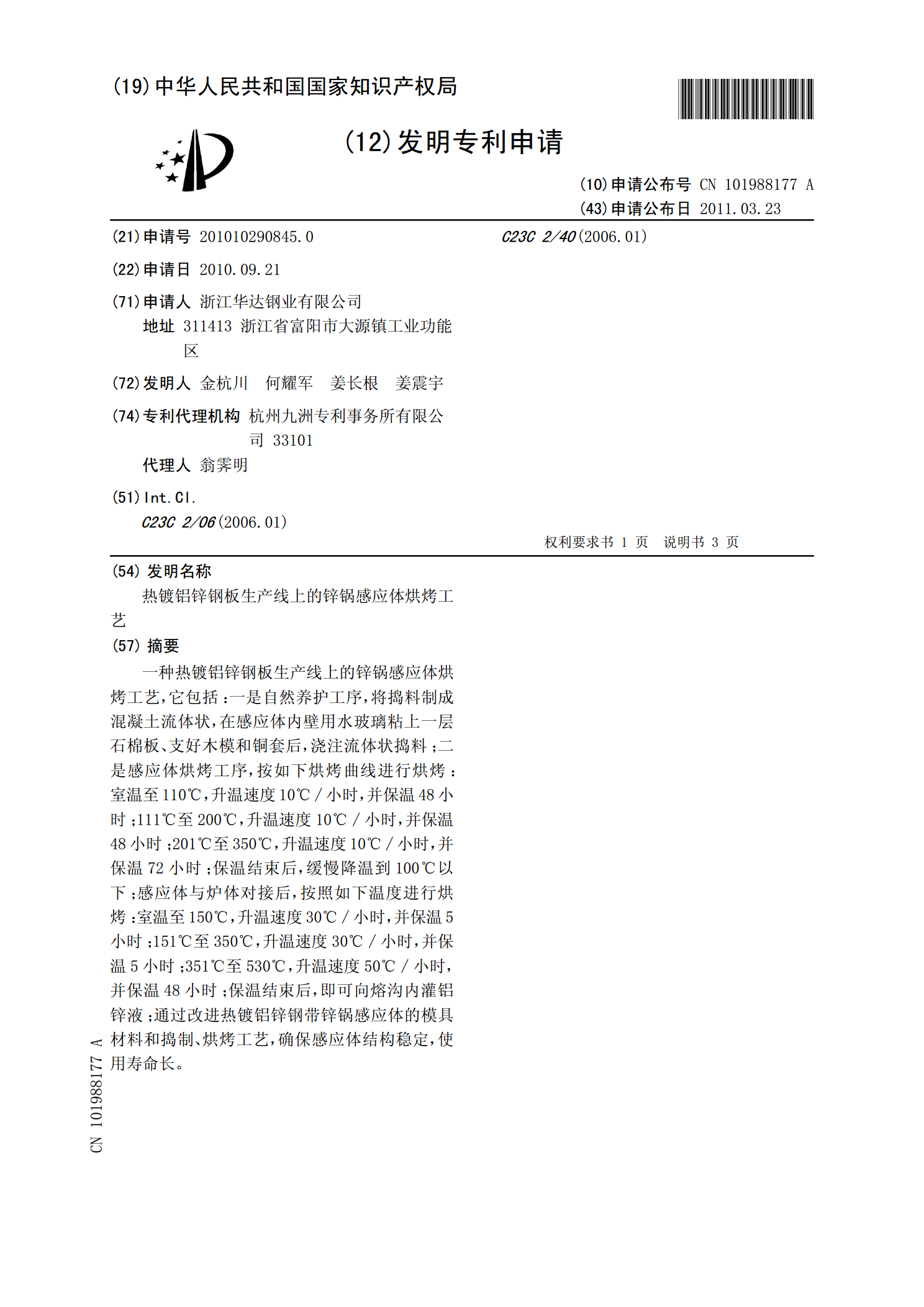
一种热镀铝锌钢板生产线上的锌锅感应体烘烤工艺,它包括:一是自然养护工序,将捣料制成混凝土流体状,在感应体内壁用水玻璃粘上一层石棉板、支好木模和铜套后,浇注流体状捣料;二是感应体烘烤工序,按如下烘烤曲线进行烘烤:室温至110℃,升温速度10℃/小时,并保温48小时;111℃至200℃,升温速度10℃/小时,并保温48小时;201℃至350℃,升温速度10℃/小时,并保温72小时;保温结束后,缓慢降温到100℃以下;感应体与炉体对接后,按照如下温度进行烘烤:室温至150℃,升温速度30℃/小时,并保温5小时;
一种热镀铝锌钢板的生产方法.pdf
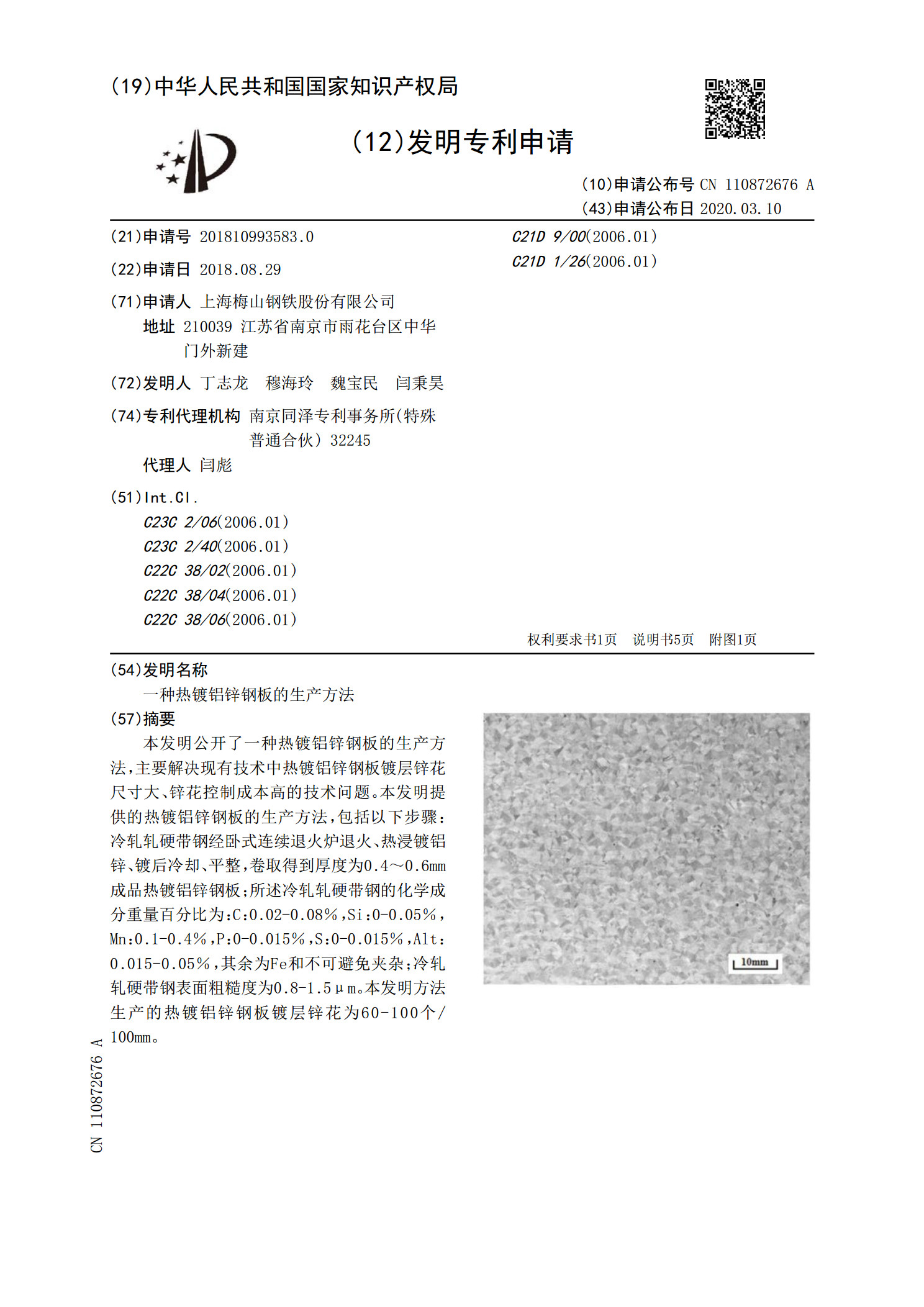
本发明公开了一种热镀铝锌钢板的生产方法,主要解决现有技术中热镀铝锌钢板镀层锌花尺寸大、锌花控制成本高的技术问题。本发明提供的热镀铝锌钢板的生产方法,包括以下步骤:冷轧轧硬带钢经卧式连续退火炉退火、热浸镀铝锌、镀后冷却、平整,卷取得到厚度为0.4~0.6mm成品热镀铝锌钢板;所述冷轧轧硬带钢的化学成分重量百分比为:C:0.02‑0.08%,Si:0‑0.05%,Mn:0.1‑0.4%,P:0‑0.015%,S:0‑0.015%,Alt:0.015‑0.05%,其余为Fe和不可避免夹杂;冷轧轧硬带钢表面粗糙度
一种热镀铝锌钢板的制造方法.pdf
本发明公开了一种热镀铝锌钢板的制造方法,主要解决现有技术中厚度为2.0~2.5mm的热镀铝锌钢板生产时易产生表面折痕缺陷、镀层锌花较大的技术问题。本发明提供的一种热镀铝锌钢板的制造方法,包括以下步骤,钢水进行连铸得到连铸板坯;连铸板坯经加热炉加热至1180~1240℃后进行热轧,所述的热轧为两段式轧制工艺,400~600℃时卷取得热轧钢卷;热轧钢卷重新开卷后经酸洗、冷轧、卧式连续退火炉退火、热浸镀铝锌、镀后冷却、平整,卷取得到厚度为2.0~2.5mm成品热镀铝锌钢板。本发明2.0~2.5mm热镀铝锌钢板的
一种热镀铝锌硅钢板的生产方法.pdf
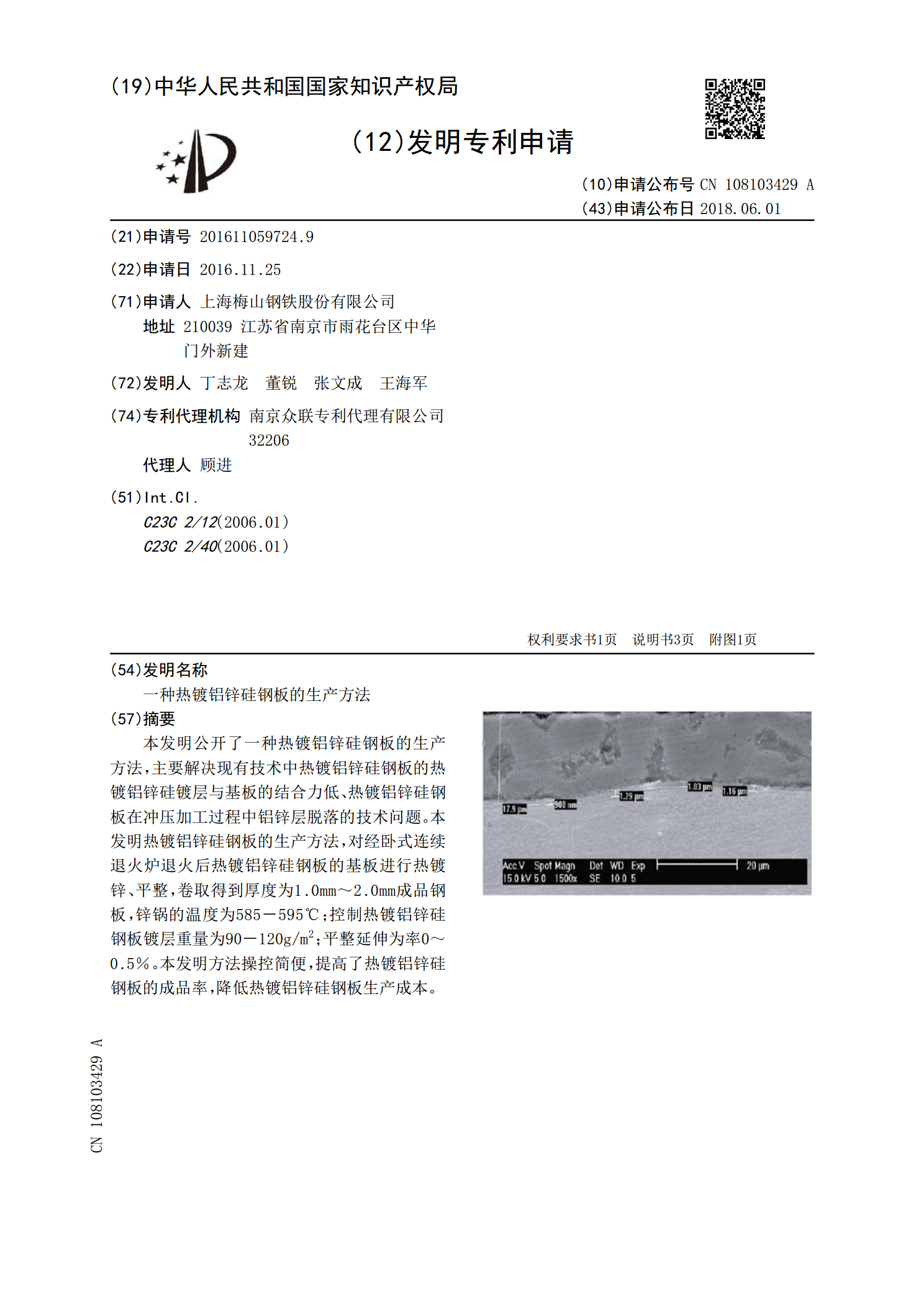
本发明公开了一种热镀铝锌硅钢板的生产方法,主要解决现有技术中热镀铝锌硅钢板的热镀铝锌硅镀层与基板的结合力低、热镀铝锌硅钢板在冲压加工过程中铝锌层脱落的技术问题。本发明热镀铝锌硅钢板的生产方法,对经卧式连续退火炉退火后热镀铝锌硅钢板的基板进行热镀锌、平整,卷取得到厚度为1.0mm~2.0mm成品钢板,锌锅的温度为585-595℃;控制热镀铝锌硅钢板镀层重量为90-120g/m