
普通热连轧机生产钛卷的方法.pdf

长春****主a

1/5

2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

普通热连轧机生产钛卷的方法.pdf
本发明公开了一普通热连轧机生产钛卷的方法,通过该方法获得的钛带卷的表面质量好。该方法包括:加热步骤,选取厚度为100~200mm的钛坯进行加热,总加热时间控制在80~200min,其中均热段时间控制在30~60min,出炉温度控制在800~880℃;粗轧步骤,轧制2~6道次,粗轧过程关闭高压除鳞水,立辊侧压力P为0<P≤10吨;精轧步骤,采用4~7架精轧机,精轧过程关闭高压除鳞水,各机架间单位张力为2.5~12.0MPa,各机架入口侧导板开口度L为30mm≤(L-成品宽度)≤90mm,终轧温度控制在680
一种热连轧机的生产节奏控制方法.pdf
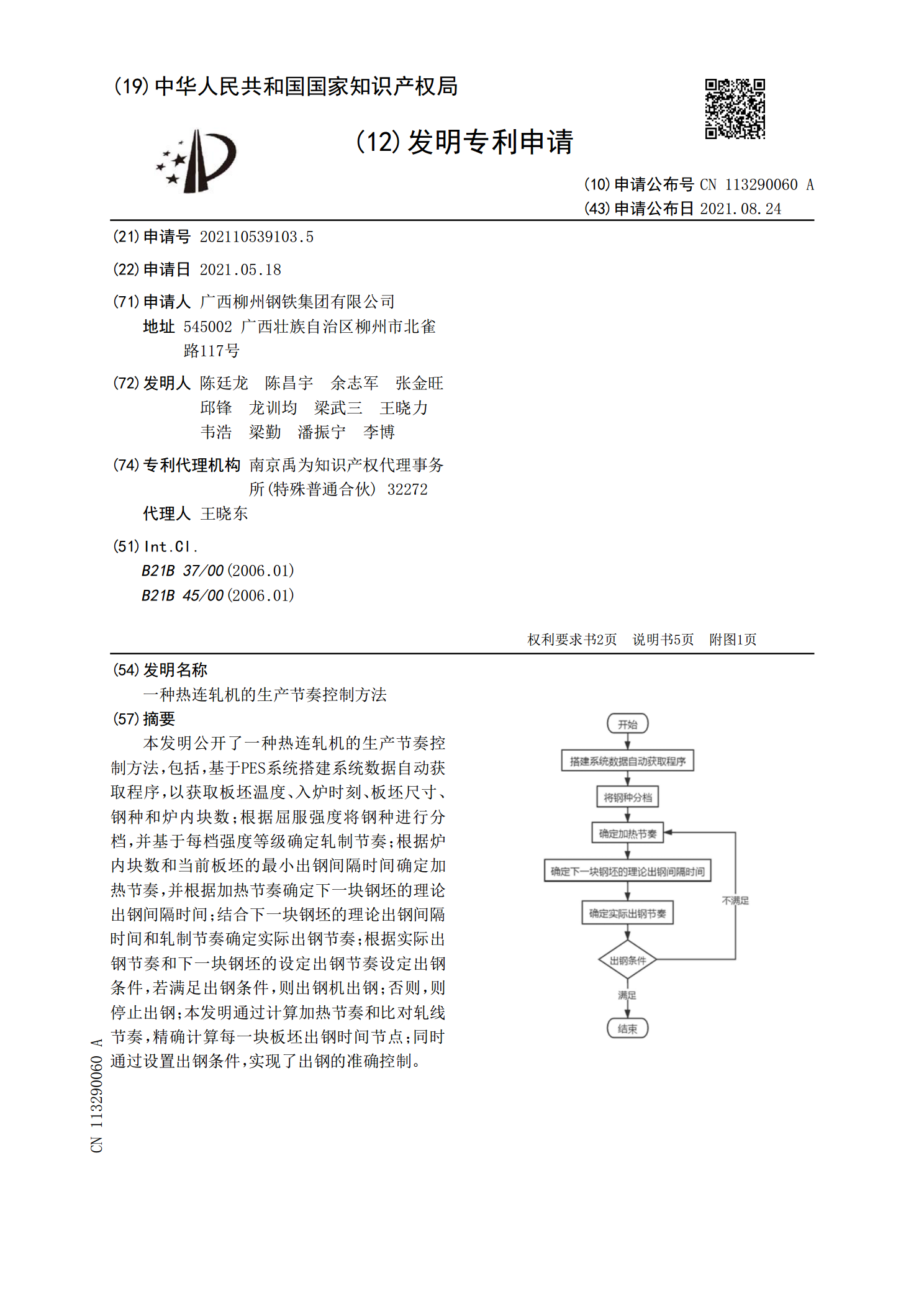
本发明公开了一种热连轧机的生产节奏控制方法,包括,基于PES系统搭建系统数据自动获取程序,以获取板坯温度、入炉时刻、板坯尺寸、钢种和炉内块数;根据屈服强度将钢种进行分档,并基于每档强度等级确定轧制节奏;根据炉内块数和当前板坯的最小出钢间隔时间确定加热节奏,并根据加热节奏确定下一块钢坯的理论出钢间隔时间;结合下一块钢坯的理论出钢间隔时间和轧制节奏确定实际出钢节奏;根据实际出钢节奏和下一块钢坯的设定出钢节奏设定出钢条件,若满足出钢条件,则出钢机出钢;否则,则停止出钢;本发明通过计算加热节奏和比对轧线节奏,精确

采用轧机轧制生产钛与不锈钢复合卷的方法.pdf
本发明涉及一种采用轧机轧制生产钛与不锈钢复合卷的方法。本发明采用的坯体结构为:包括由下往上依次叠设的下层不锈钢板、下层钛板、隔离层、上层钛板、上层不锈钢板,上层不锈钢板与下层不锈钢板之间通过设于两者四周的封条板连接,且上层不锈钢板、下层不锈钢板、封条板三者配合形成密闭腔体,并使得上层钛板、隔离层、下层钛板设于密闭腔体内,密闭腔体内预留有上层钛板、下层钛板的延伸空间。本发明通过采用叠坯组坯的方式,有效避免了产生翘头和扣头现象。另外,本发明通过采用炉卷轧机轧制,可实现钛与不锈钢复合卷薄规格≤10mm的热轧,同
热连轧机防剥落水水量分布方法.pdf
本发明涉及热连轧机防剥落水水量分布方法,所述方法包括以下步骤:1)根据现有产品大纲最小、平均和最大轧制宽度a1、a2、a3,单位为mm;2)确定加强防剥落段冷却宽度:b1=a1‑f;f为带钢边部冷却区域宽度;3)确定平均防剥落段冷却区域宽度为b2=a2‑f,含中部b1;4)确定减弱防剥落段冷却区域宽度为b3=a3‑f,含中部b2;5)确定平均防剥落段单位宽度冷却水量:
带钢热连轧精轧机组的变厚轧制方法.pdf
本发明涉及一种带钢热连轧精轧机组的变厚轧制方法,属于金属的轧制技术领域。该方法的步骤如下:1)设定测厚仪的检测范围;2)将各机架设定数据下发到自动化控制系统;3)设定精轧机组各机架;4)检测开始变厚轧制;5)检测厚度偏差;6)计算相对厚度偏差;7)计算精轧机组的监控动作速率;8)计算传递时间;9)计算各机架监控平衡修正动作速率;10)计算各机架的监控动作速率;11)逐周期扫描厚度偏差,计算精轧组各机架的监控动作速率,并且以同时调节各机架辊缝,使得逐渐减小趋近于零;12)精轧机组抛钢,变厚轧制结束。本发明通