
一种热连轧机的生产节奏控制方法.pdf

飞飙****ng

1/9
2/9

3/9

4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种热连轧机的生产节奏控制方法.pdf
本发明公开了一种热连轧机的生产节奏控制方法,包括,基于PES系统搭建系统数据自动获取程序,以获取板坯温度、入炉时刻、板坯尺寸、钢种和炉内块数;根据屈服强度将钢种进行分档,并基于每档强度等级确定轧制节奏;根据炉内块数和当前板坯的最小出钢间隔时间确定加热节奏,并根据加热节奏确定下一块钢坯的理论出钢间隔时间;结合下一块钢坯的理论出钢间隔时间和轧制节奏确定实际出钢节奏;根据实际出钢节奏和下一块钢坯的设定出钢节奏设定出钢条件,若满足出钢条件,则出钢机出钢;否则,则停止出钢;本发明通过计算加热节奏和比对轧线节奏,精确
一种控制轧机生产节奏的方法.pdf
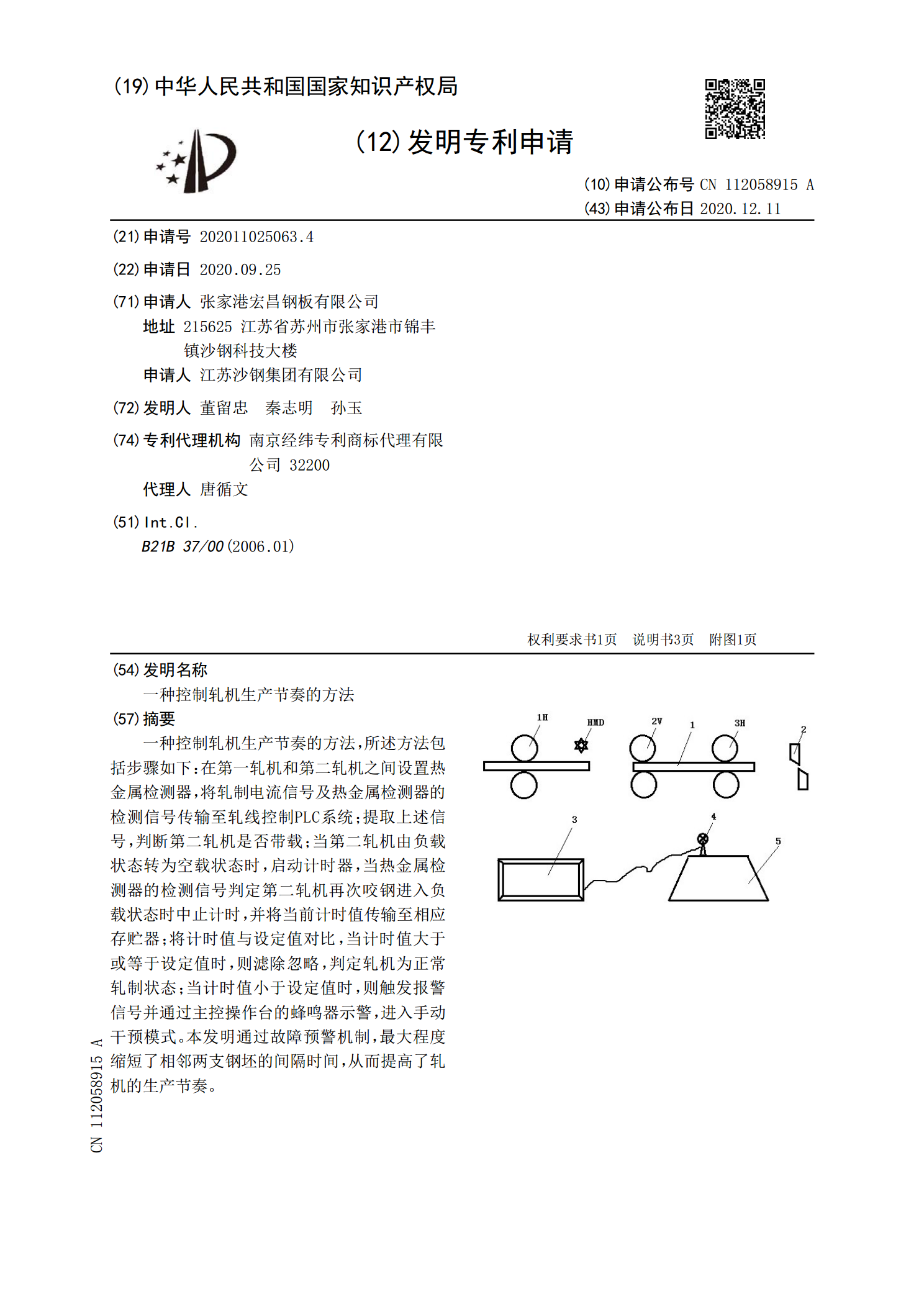
一种控制轧机生产节奏的方法,所述方法包括步骤如下:在第一轧机和第二轧机之间设置热金属检测器,将轧制电流信号及热金属检测器的检测信号传输至轧线控制PLC系统;提取上述信号,判断第二轧机是否带载;当第二轧机由负载状态转为空载状态时,启动计时器,当热金属检测器的检测信号判定第二轧机再次咬钢进入负载状态时中止计时,并将当前计时值传输至相应存贮器;将计时值与设定值对比,当计时值大于或等于设定值时,则滤除忽略,判定轧机为正常轧制状态;当计时值小于设定值时,则触发报警信号并通过主控操作台的蜂鸣器示警,进入手动干预模式。

普通热连轧机生产钛卷的方法.pdf
本发明公开了一普通热连轧机生产钛卷的方法,通过该方法获得的钛带卷的表面质量好。该方法包括:加热步骤,选取厚度为100~200mm的钛坯进行加热,总加热时间控制在80~200min,其中均热段时间控制在30~60min,出炉温度控制在800~880℃;粗轧步骤,轧制2~6道次,粗轧过程关闭高压除鳞水,立辊侧压力P为0<P≤10吨;精轧步骤,采用4~7架精轧机,精轧过程关闭高压除鳞水,各机架间单位张力为2.5~12.0MPa,各机架入口侧导板开口度L为30mm≤(L-成品宽度)≤90mm,终轧温度控制在680

一种热连轧机架控制方法、装置、设备和介质.pdf
本发明公开了一种热连轧机架控制方法、装置、设备和介质,包括:在带钢处于热连轧的过程中,识别带钢的尾部的实际位置;当带钢的尾部从热连轧机组中的第N?M个机架脱离时,控制热连轧机组中的第N?M+1个机架抬起并保持抬起后的状态;当带钢的目标位置到达热连轧机组中的第N?M+2个机架至第N个机架中的任一机架时,控制相应的机架抬起并保持抬起后的状态,目标位置是指带钢在第N?M+1个机架抬起时产生的分界区域;当带钢的尾部从热连轧机组中的第N?1个机架脱离时,控制热连轧机组中的第N个机架抬起并保持抬起后的状态。本发明可以

一种热连轧精轧机组AGC自适应控制方法.pdf
本发明涉及一种热连轧精轧机组自动厚度控制(AGC)自适应控制方法,解决AGC设定模型不能解决的轧制过程中换规格前几块带钢头部厚度控制精度不高的问题。本发明的技术方案是:一种热连轧精轧机组AGC自适应控制方法,包括以下步骤:根据精轧机组前端一个机架咬钢过程的实际辊缝、实际轧制力与AGC设定模型预设定的辊缝、轧制力的差值情况,来对精轧机组选定的前端机架及其后端所有机架的预设定辊缝、轧制力进行在线调整的AGC自适应控制功能,以提高精轧机组出口带钢头部厚度控制精度。