
一种钛合金复杂构件加工工艺.pdf

雨巷****碧易

1/4
2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钛合金复杂构件加工工艺.pdf
本发明属于零件加工技术领域,具体涉及一种钛合金复杂构件的加工工艺,其主要技术内容是:将表面清理后的毛坯放到箱式加热炉中加热到80~120℃,保持毛坯周边环境的干净,保温20~40min;所述涂敷润滑剂是将箱式加热炉升温至150℃,将毛坯装箱保温,保温15分钟,涂敷玻璃润滑剂;所述干燥是用专用炉在80~120℃保温20min~2h来烘干毛坯;所述毛坯加热是将毛坯置于箱式加热炉中加热900~950℃,约20min,均热5min;所述等温锻迼采用工频感应加热模具约4.5小时,使模具温度达到900~950℃,再保
一种复杂钢构件加工制作工艺.pdf
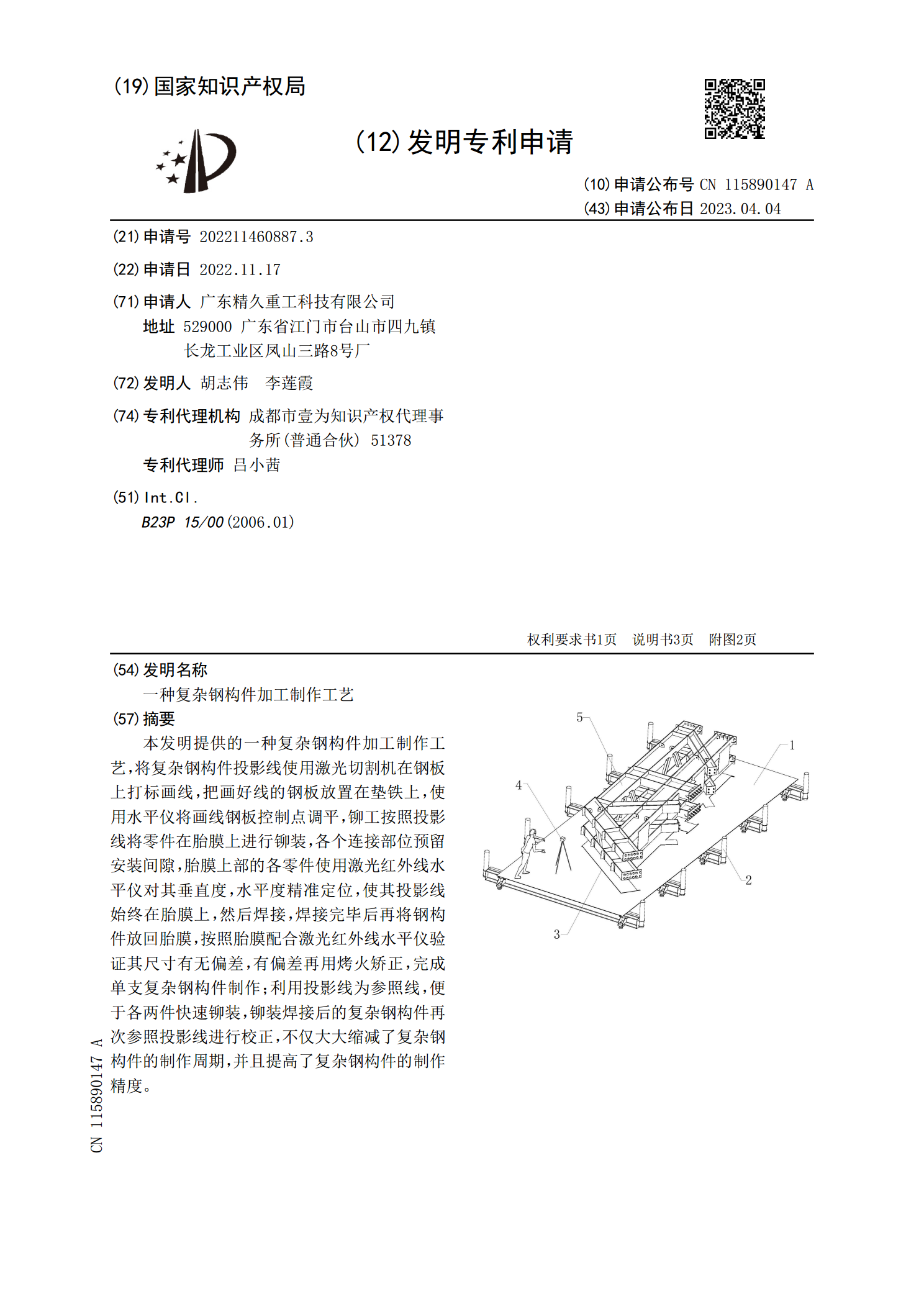
本发明提供的一种复杂钢构件加工制作工艺,将复杂钢构件投影线使用激光切割机在钢板上打标画线,把画好线的钢板放置在垫铁上,使用水平仪将画线钢板控制点调平,铆工按照投影线将零件在胎膜上进行铆装,各个连接部位预留安装间隙,胎膜上部的各零件使用激光红外线水平仪对其垂直度,水平度精准定位,使其投影线始终在胎膜上,然后焊接,焊接完毕后再将钢构件放回胎膜,按照胎膜配合激光红外线水平仪验证其尺寸有无偏差,有偏差再用烤火矫正,完成单支复杂钢构件制作;利用投影线为参照线,便于各两件快速铆装,铆装焊接后的复杂钢构件再次参照投影线

钛合金手机内置结构件的加工工艺.pdf
本发明公开了一种钛合金手机内置结构件的加工工艺,包括对钛合金板材或钛合金棒材进行循环十二次的挤压、热处理后制成手机内置结构件的仿形型材,热处理温度为600±20℃,热处理时通入氩气作为保护气体,管式炉长度为6米,钛合金板材或钛合金棒材通过管式炉的速度为2m/min。本发明将形状复杂的手机内置结构件采用钛的棒材、板材直接做成形状非常接近手机内置结构件的型材,减少制成手机内置结构件的加工量,减少材料浪费高达50%以上,由于用于加工成手机内置结构件的型材形状与成品很接近,因此后续的雕刻加工量小,加工效率提高了3
钛合金精密复杂结构件的连接方法.pdf
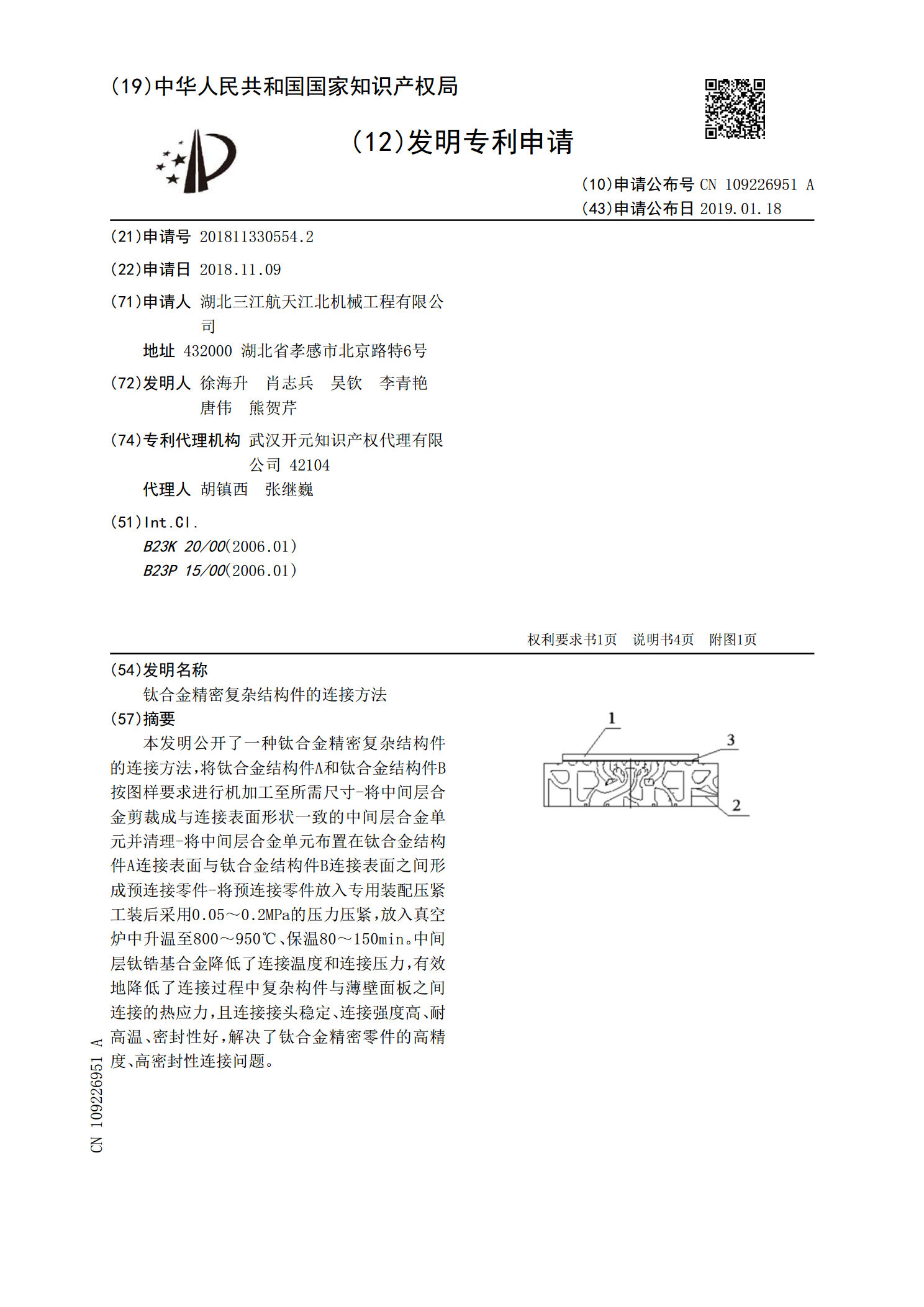
本发明公开了一种钛合金精密复杂结构件的连接方法,将钛合金结构件A和钛合金结构件B按图样要求进行机加工至所需尺寸‑将中间层合金剪裁成与连接表面形状一致的中间层合金单元并清理‑将中间层合金单元布置在钛合金结构件A连接表面与钛合金结构件B连接表面之间形成预连接零件‑将预连接零件放入专用装配压紧工装后采用0.05~0.2MPa的压力压紧,放入真空炉中升温至800~950℃、保温80~150min。中间层钛锆基合金降低了连接温度和连接压力,有效地降低了连接过程中复杂构件与薄壁面板之间连接的热应力,且连接接头稳定、连
一种钢铁构件防腐加工工艺.pdf
本发明涉及钢铁构件防腐的技术领域,特别涉及一种钢铁构件防腐加工工艺,该种钢铁构件防腐加工工艺采用了一种喷涂装置,该喷涂装置包括底座、电动滑块、匚型架、升降机构以及喷涂机构,本发明设计的喷涂机构中,当喷涂筒移动至支撑杆外部时,现有驱动电机通过带传动与连接轴相互配合带动喷涂筒转动,喷涂筒转动过程中油漆泵启动通过连接管与喷头相互配合向支撑杆表面进行喷漆处理,转动过程中喷涂筒与喷头相互配合可以对支撑杆进行周向均匀喷涂处理,减少传统刷漆过程中毛刷刷漆不均匀的可能,单个支撑杆对应单个喷涂筒可以减少喷涂过程中的作业面积