
钛合金手机内置结构件的加工工艺.pdf

小宏****aa

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共23页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

钛合金手机内置结构件的加工工艺.pdf
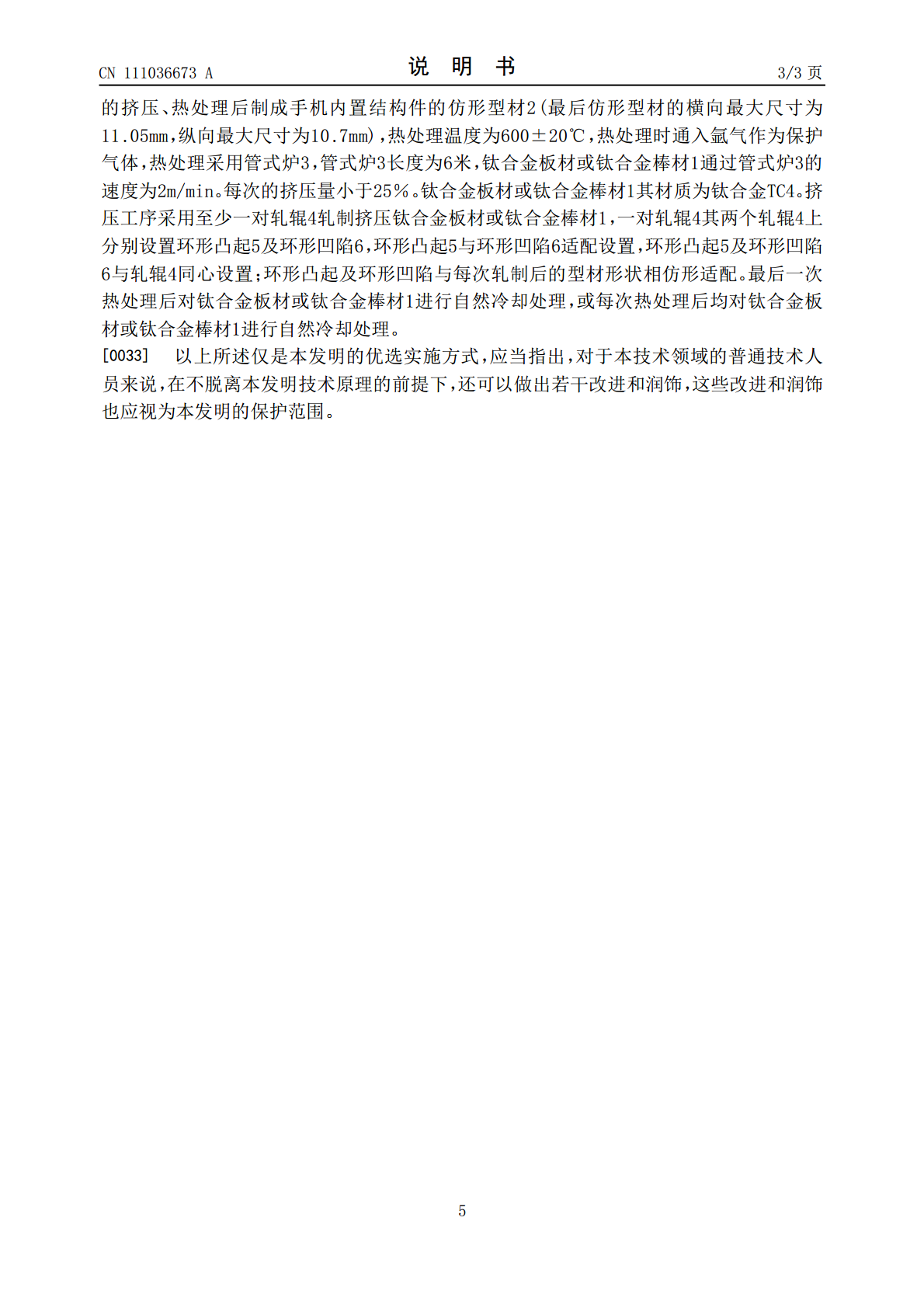
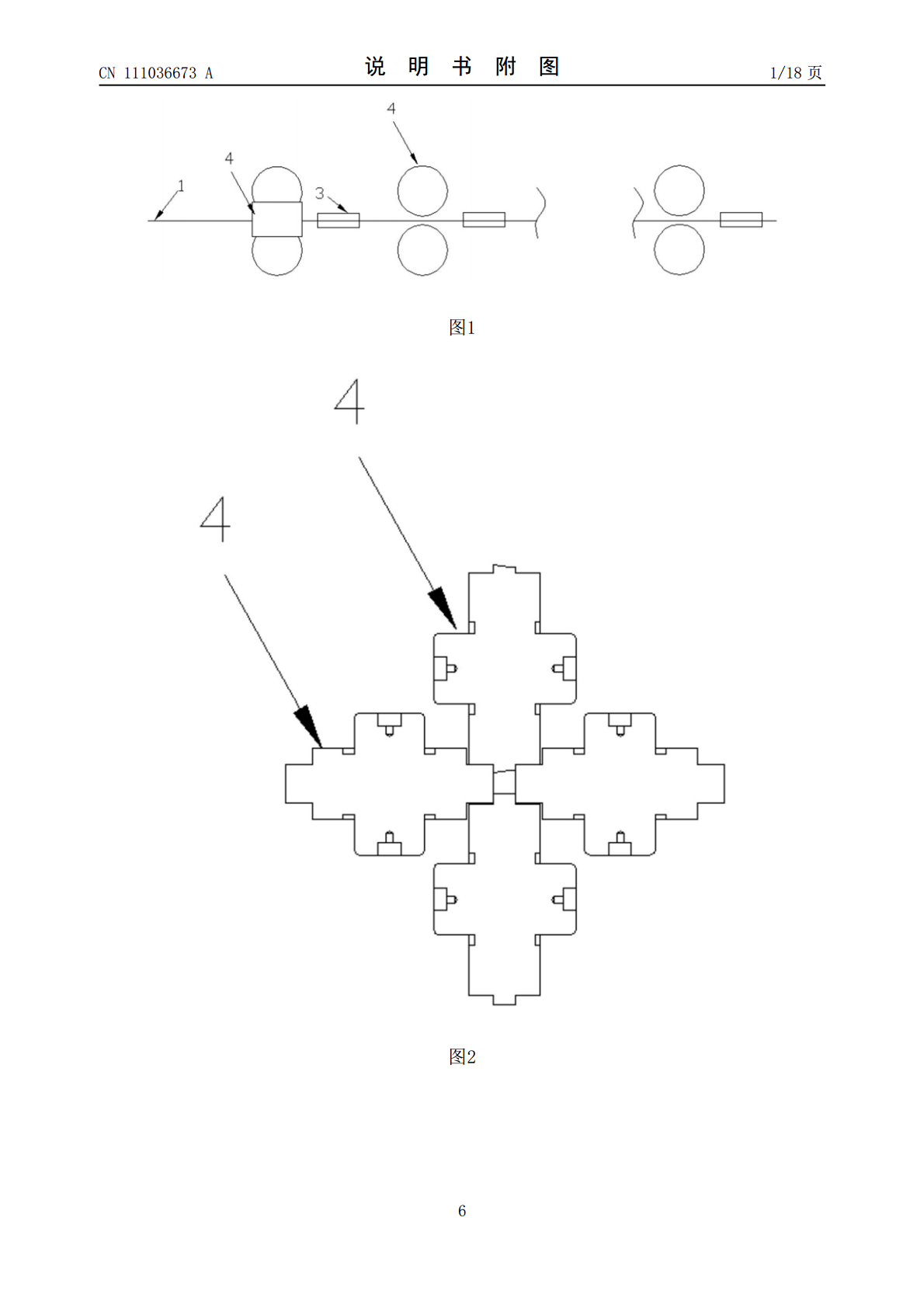
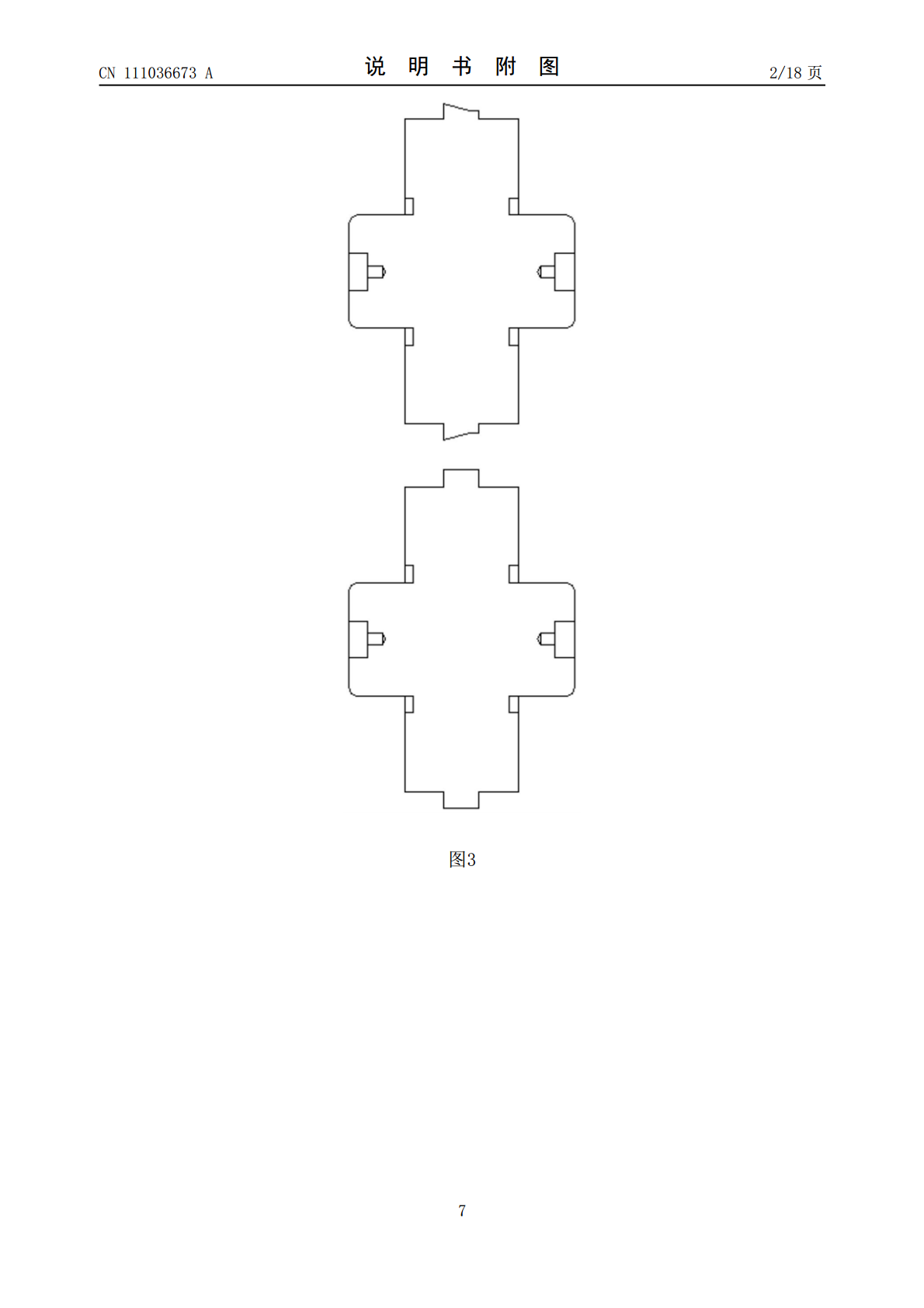
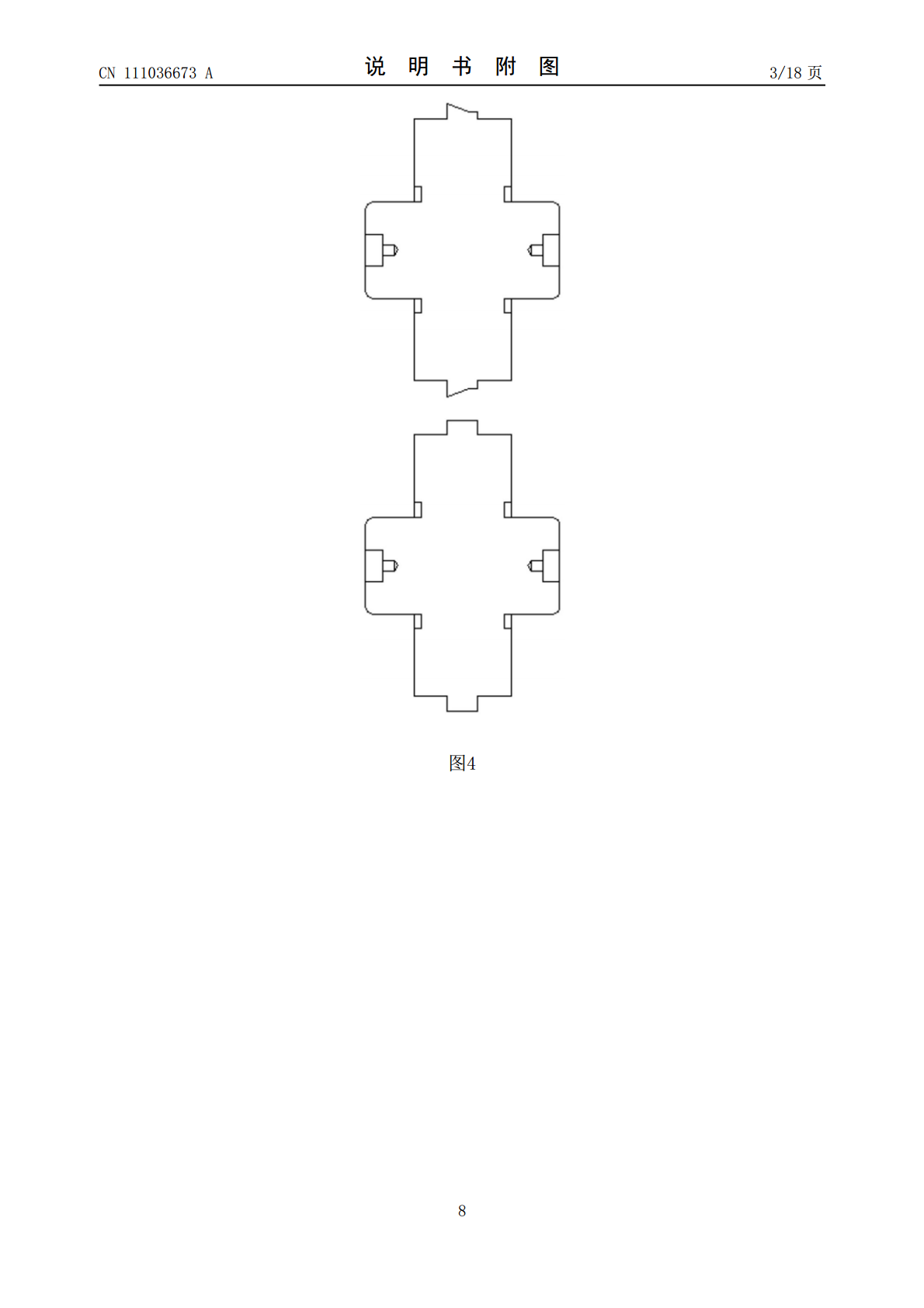
本发明公开了一种钛合金手机内置结构件的加工工艺,包括对钛合金板材或钛合金棒材进行循环十二次的挤压、热处理后制成手机内置结构件的仿形型材,热处理温度为600±20℃,热处理时通入氩气作为保护气体,管式炉长度为6米,钛合金板材或钛合金棒材通过管式炉的速度为2m/min。本发明将形状复杂的手机内置结构件采用钛的棒材、板材直接做成形状非常接近手机内置结构件的型材,减少制成手机内置结构件的加工量,减少材料浪费高达50%以上,由于用于加工成手机内置结构件的型材形状与成品很接近,因此后续的雕刻加工量小,加工效率提高了3
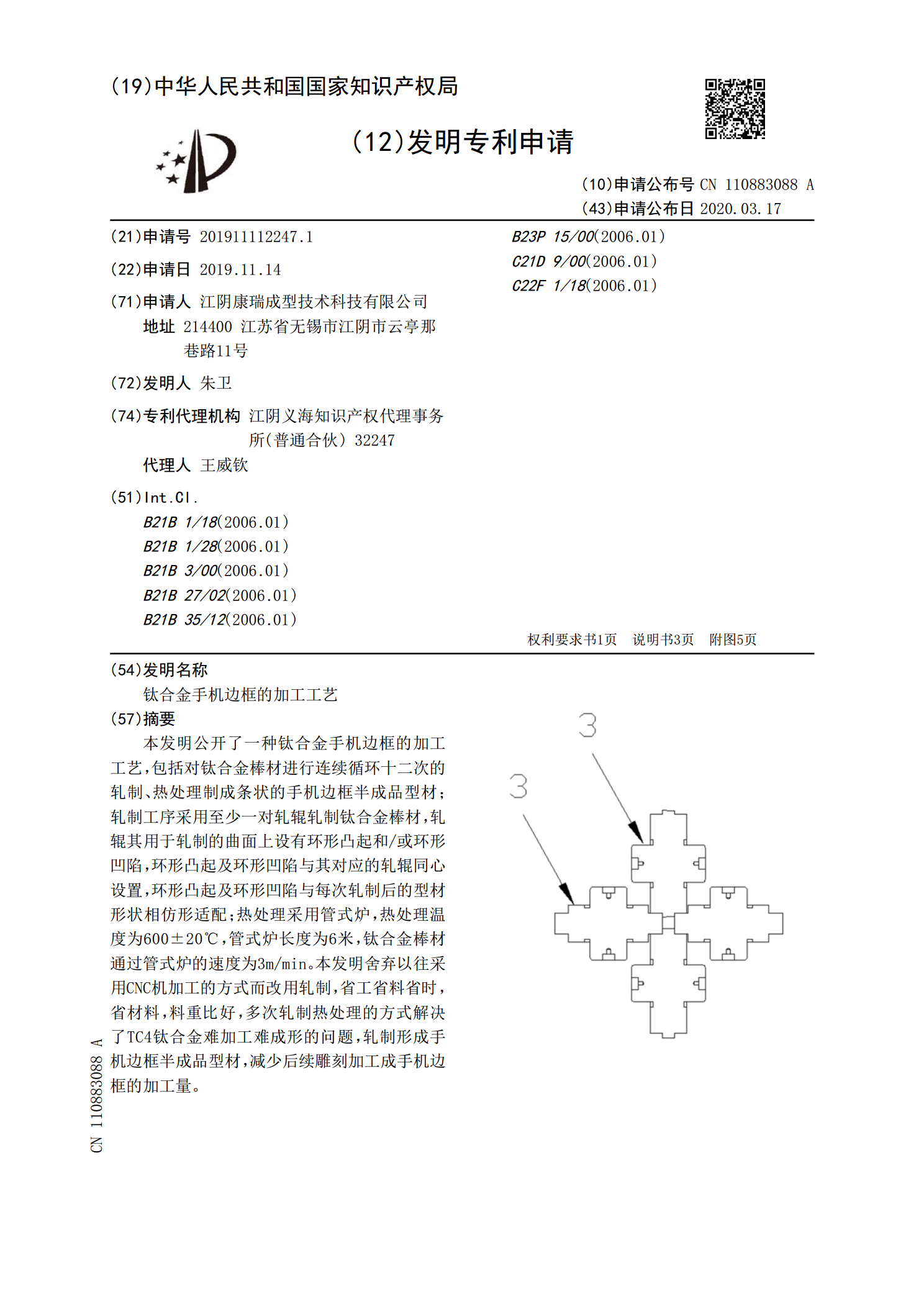
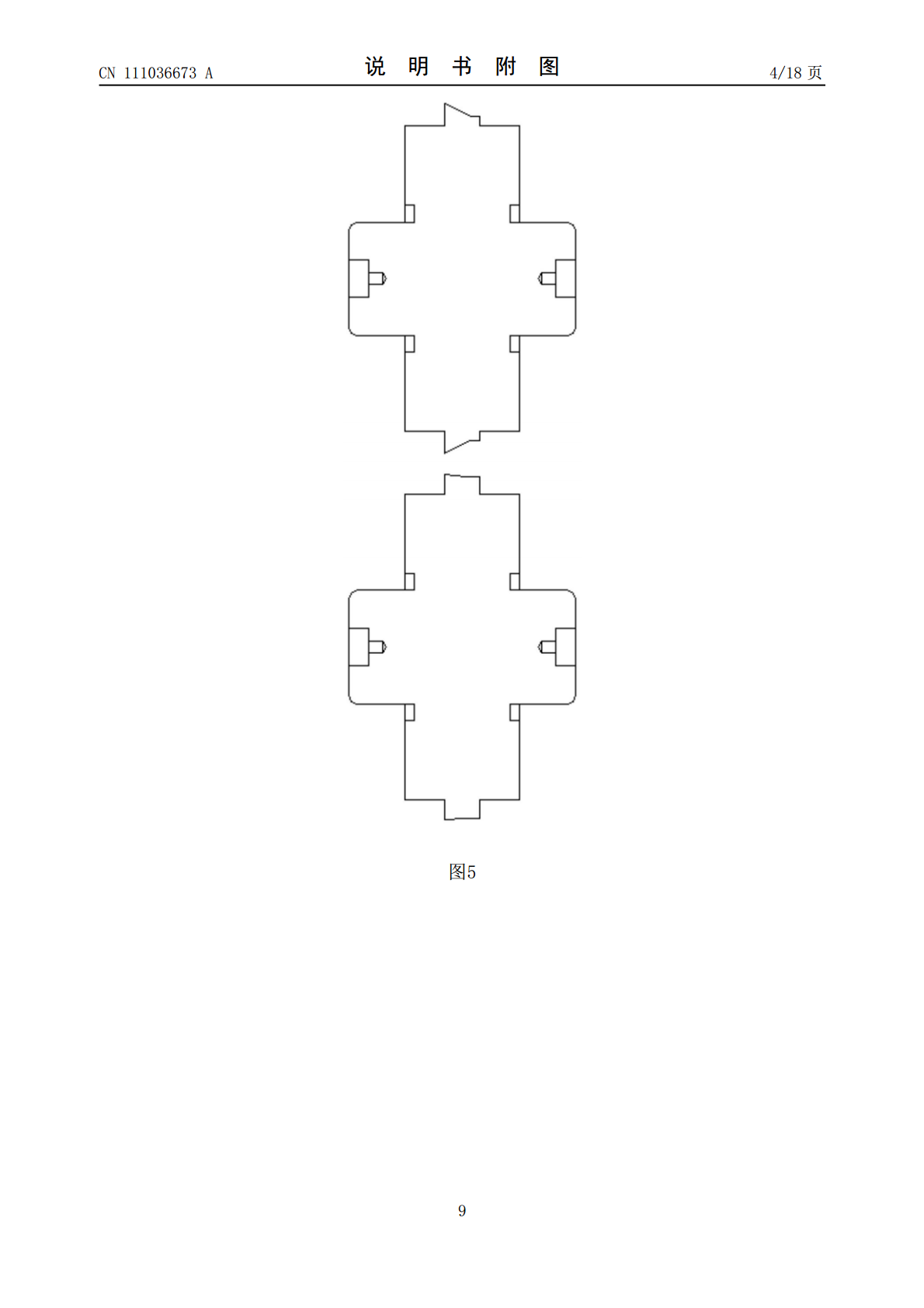
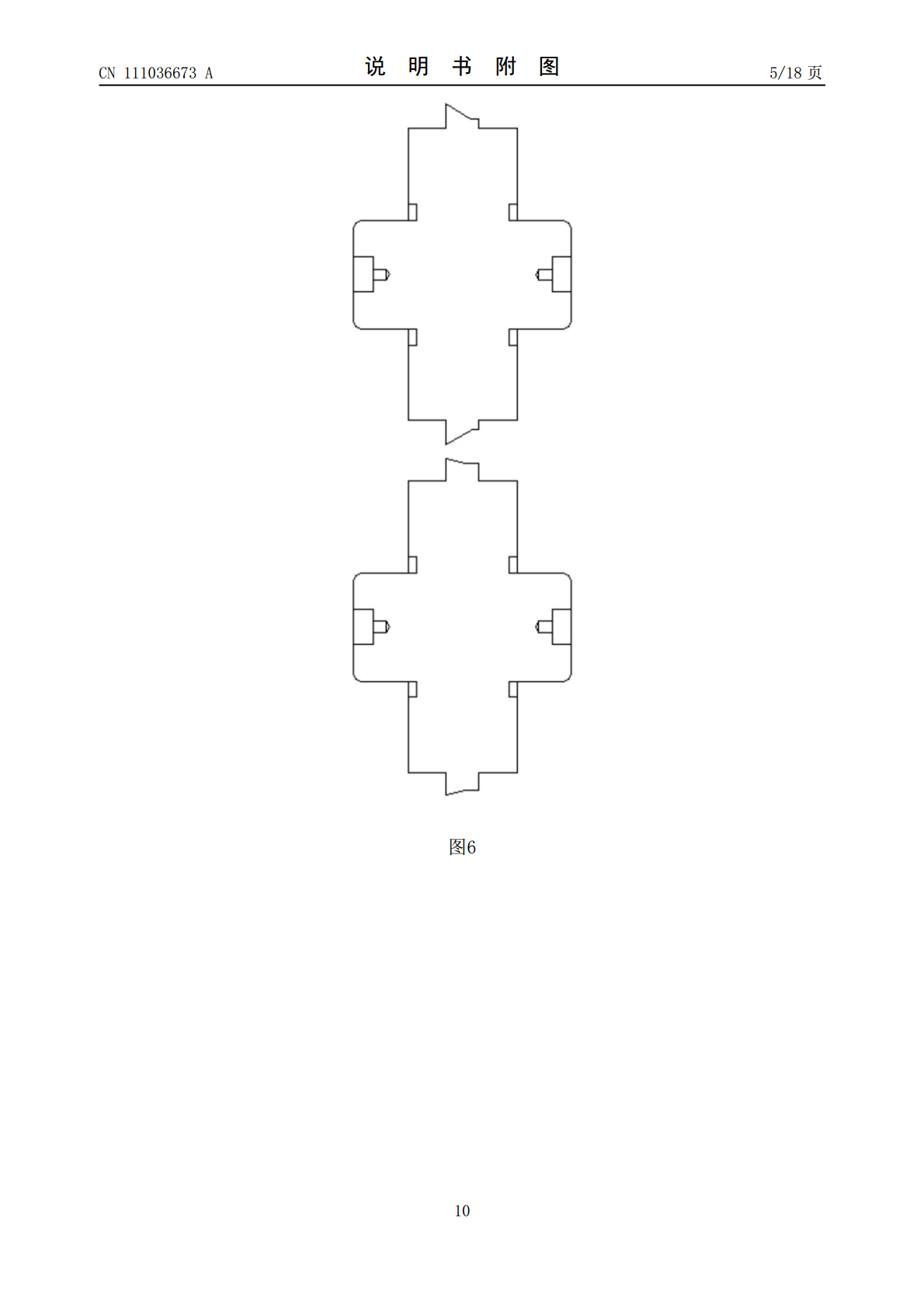
钛合金手机边框的加工工艺.pdf
本发明公开了一种钛合金手机边框的加工工艺,包括对钛合金棒材进行连续循环十二次的轧制、热处理制成条状的手机边框半成品型材;轧制工序采用至少一对轧辊轧制钛合金棒材,轧辊其用于轧制的曲面上设有环形凸起和/或环形凹陷,环形凸起及环形凹陷与其对应的轧辊同心设置,环形凸起及环形凹陷与每次轧制后的型材形状相仿形适配;热处理采用管式炉,热处理温度为600±20℃,管式炉长度为6米,钛合金棒材通过管式炉的速度为3m/min。本发明舍弃以往采用CNC机加工的方式而改用轧制,省工省料省时,省材料,料重比好,多次轧制热处理的方式

钛合金结构件复杂翼面铣削加工工艺研究.pptx
汇报人:CONTENTS钛合金结构件复杂翼面铣削加工概述钛合金的特点和应用复杂翼面的结构和设计要求铣削加工的基本原理和工艺流程钛合金结构件复杂翼面铣削加工工艺流程翼面铣削前的准备翼面铣削的刀具选择和参数优化翼面铣削的加工精度控制翼面铣削后的表面处理和检测钛合金结构件复杂翼面铣削加工中的问题和解决方案铣削过程中的振动和稳定性问题刀具磨损和寿命管理问题加工精度和表面粗糙度问题加工效率和生产成本问题钛合金结构件复杂翼面铣削加工工艺的未来发展新材料和新技术的应用智能化和自动化技术的应用高效铣削和超精密铣削技术的发

手机结构件工艺介绍.pptx
手机结构件工艺介绍目录:一、注塑壳体注塑壳体——注塑材料:注塑壳体——注塑材料注塑壳体——注塑材料注塑壳体——塑胶壳体表面工艺注塑壳体——塑胶壳体表面工艺注塑壳体——塑胶壳体表面工艺注塑壳体——塑胶壳体表面工艺·IML:(即In-Mold-Label的缩写,在模具内贴膜注塑)该工艺是把将油墨及图案、字体等先电镀或丝印在PET或PC膜片上,经过成型机加热成型,再经过剪切成合适的型状后放置到模具内注塑即为成品,注塑材料多为PC、亚克力等。IML工艺通常要求胶厚在1.2毫米以上,这样膜片和注塑塑胶之间才能达到较
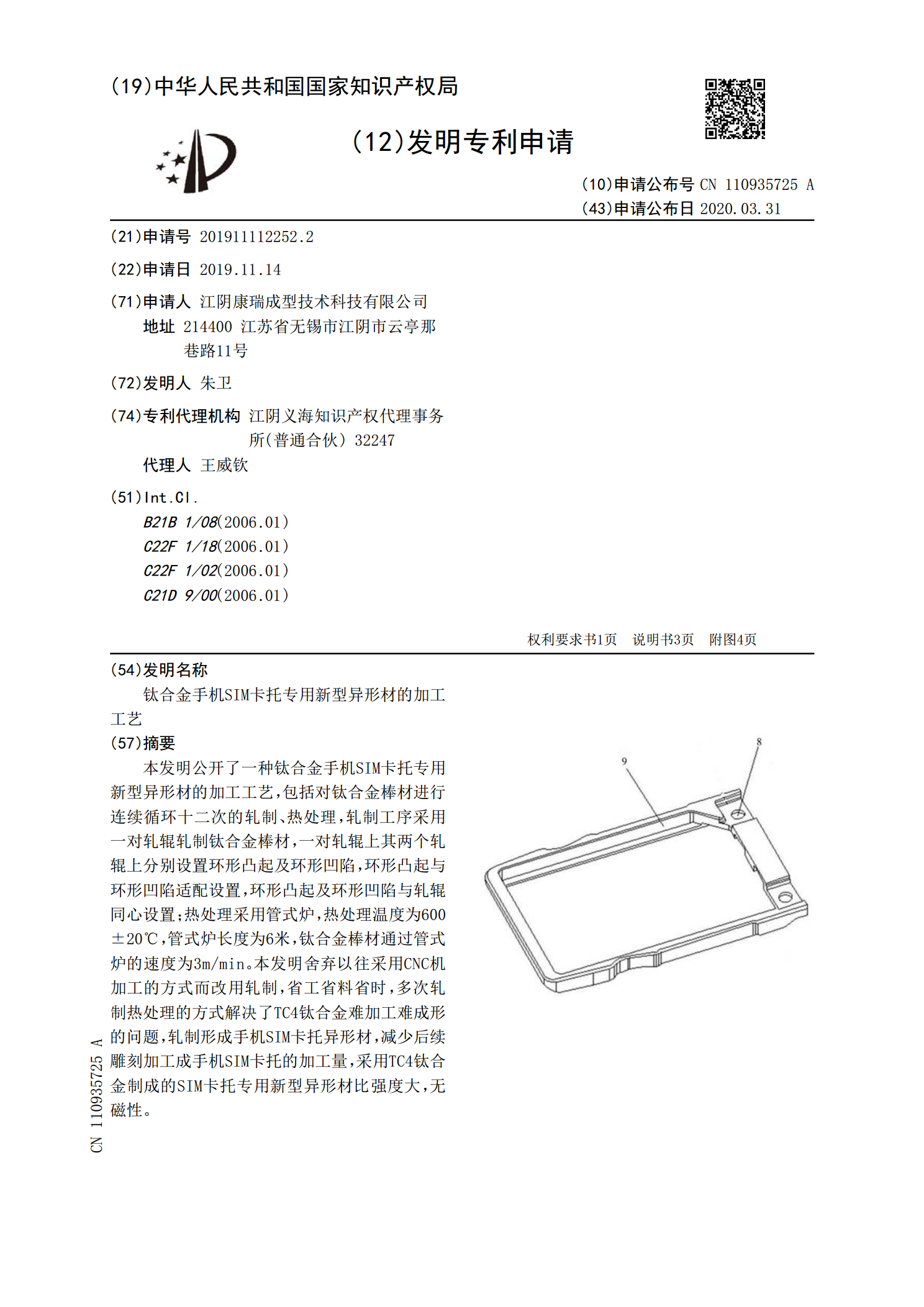
钛合金手机SIM卡托专用新型异形材的加工工艺.pdf
本发明公开了一种钛合金手机SIM卡托专用新型异形材的加工工艺,包括对钛合金棒材进行连续循环十二次的轧制、热处理,轧制工序采用一对轧辊轧制钛合金棒材,一对轧辊上其两个轧辊上分别设置环形凸起及环形凹陷,环形凸起与环形凹陷适配设置,环形凸起及环形凹陷与轧辊同心设置;热处理采用管式炉,热处理温度为600±20℃,管式炉长度为6米,钛合金棒材通过管式炉的速度为3m/min。本发明舍弃以往采用CNC机加工的方式而改用轧制,省工省料省时,多次轧制热处理的方式解决了TC4钛合金难加工难成形的问题,轧制形成手机SIM卡托异