
一种复杂钢构件加工制作工艺.pdf

努力****向丝

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种复杂钢构件加工制作工艺.pdf
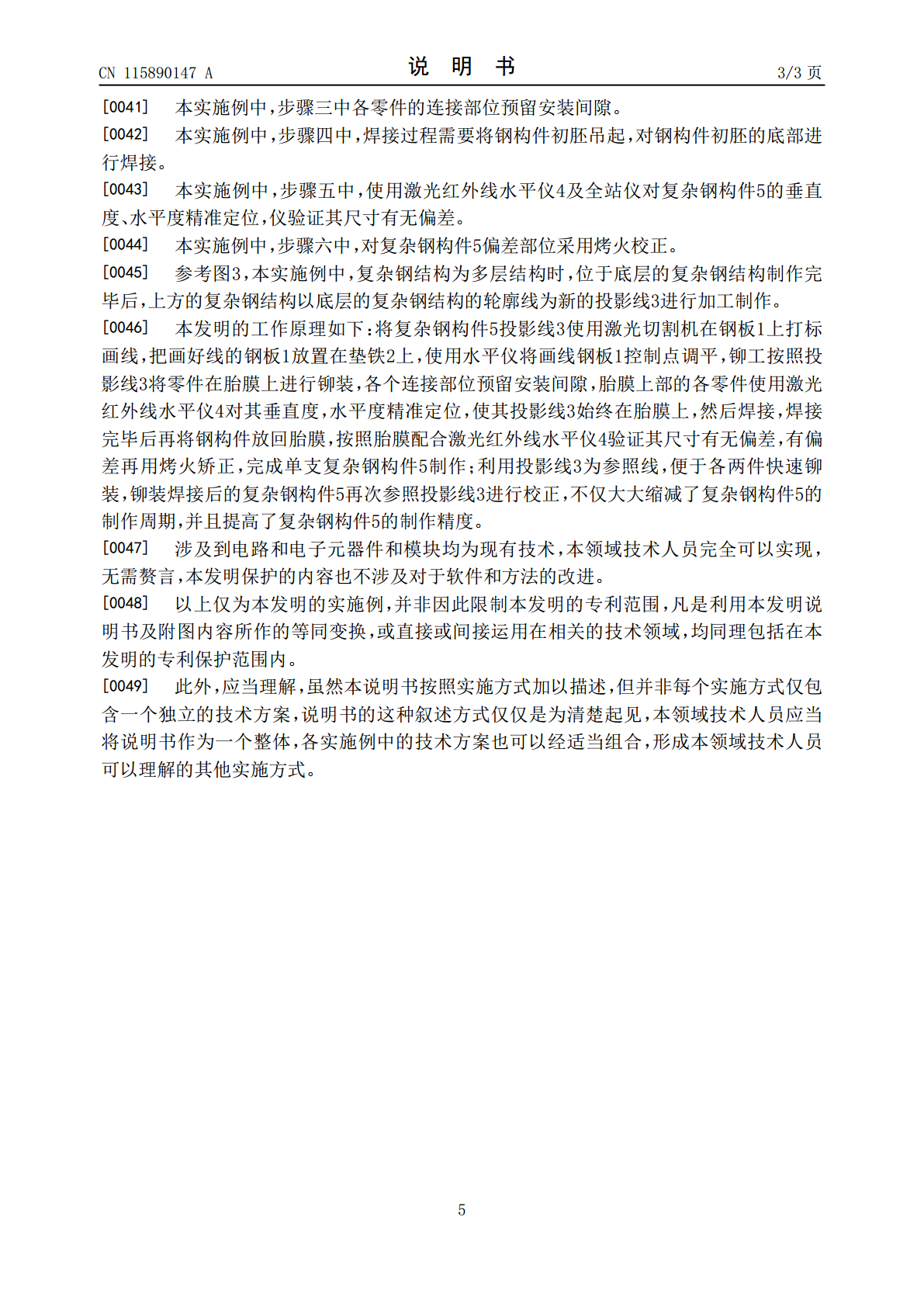
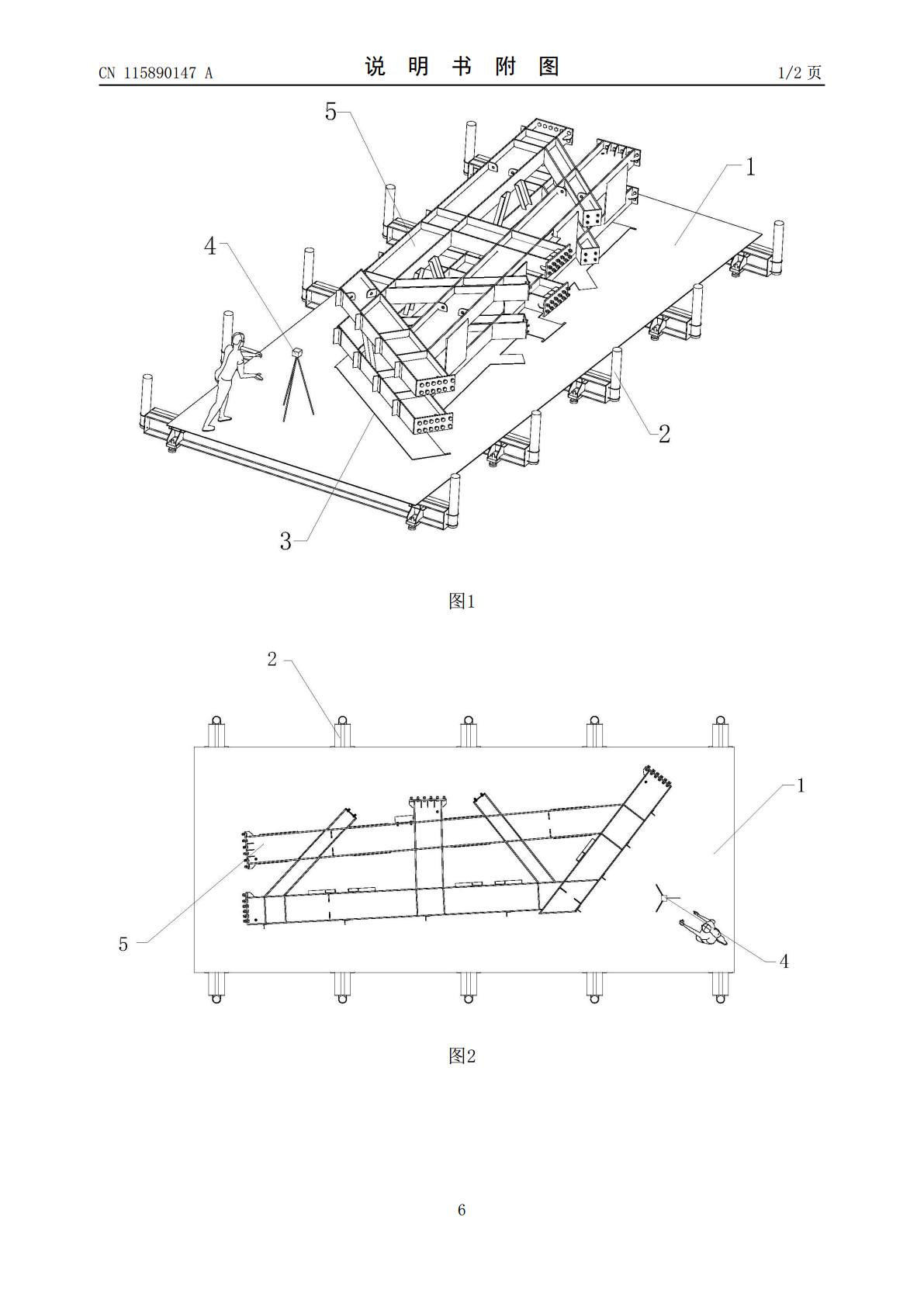
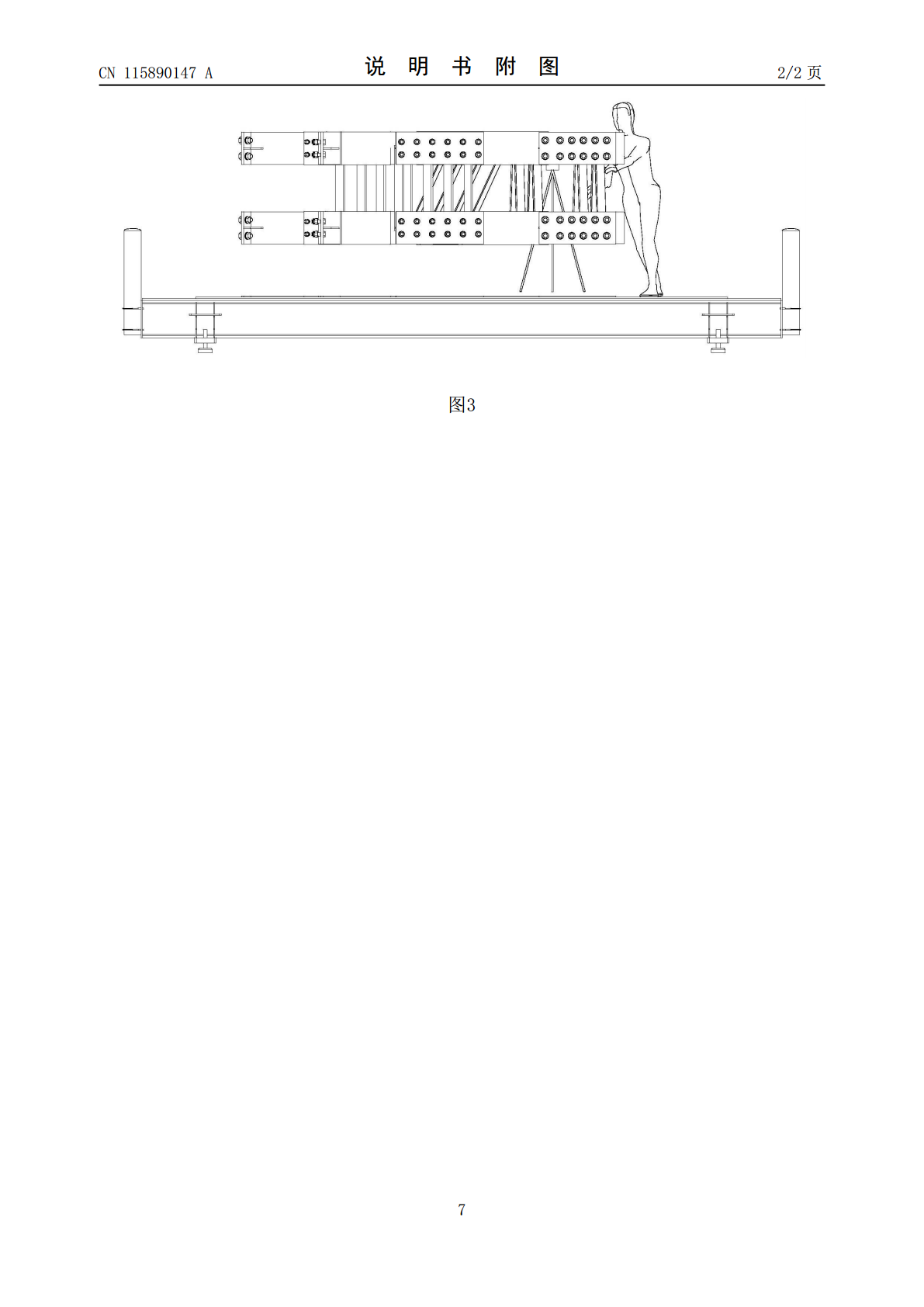
本发明提供的一种复杂钢构件加工制作工艺,将复杂钢构件投影线使用激光切割机在钢板上打标画线,把画好线的钢板放置在垫铁上,使用水平仪将画线钢板控制点调平,铆工按照投影线将零件在胎膜上进行铆装,各个连接部位预留安装间隙,胎膜上部的各零件使用激光红外线水平仪对其垂直度,水平度精准定位,使其投影线始终在胎膜上,然后焊接,焊接完毕后再将钢构件放回胎膜,按照胎膜配合激光红外线水平仪验证其尺寸有无偏差,有偏差再用烤火矫正,完成单支复杂钢构件制作;利用投影线为参照线,便于各两件快速铆装,铆装焊接后的复杂钢构件再次参照投影线
一种钛合金复杂构件加工工艺.pdf
本发明属于零件加工技术领域,具体涉及一种钛合金复杂构件的加工工艺,其主要技术内容是:将表面清理后的毛坯放到箱式加热炉中加热到80~120℃,保持毛坯周边环境的干净,保温20~40min;所述涂敷润滑剂是将箱式加热炉升温至150℃,将毛坯装箱保温,保温15分钟,涂敷玻璃润滑剂;所述干燥是用专用炉在80~120℃保温20min~2h来烘干毛坯;所述毛坯加热是将毛坯置于箱式加热炉中加热900~950℃,约20min,均热5min;所述等温锻迼采用工频感应加热模具约4.5小时,使模具温度达到900~950℃,再保

钢构件加工制作(号料).ppt
钢构件加工制作——号料目录号料概念工作内容号料方法﹙一﹚集中号料法﹙二﹚套管法﹙三﹚统计计算法统计计算法——图片﹙四﹚余料统一号料法号料要点——1.号料前,钢板或型钢应进行预处理,矫正需符合下列技术要求:钢板:板厚为5~8mm者,每米长度内允许不平度为2.5mm;板厚大于或等于9mm者,每米长度内允许不平度2mm.型钢:每米长度内不平直度不大于2mm,全长范围内的不平直度不大雨8mm.钢材如有较大弯曲等问题时应先矫正,根据配料表和样板进行套裁,尽可能节约材料。2.号料前,应验明来料规格(长,宽,厚度)与钢
钢构件加工制作流程大全.pdf
钢构件加工制作流程大全--钢构件加工制作流程大全1、生产准备:(1)、钢构件在制作前,应进行熟悉设计图纸的自审和会审工作,并应按工艺规程做好各道工序的工工艺准备工作。制造所需的材料、机具和工艺装备应符合工艺规程的规定。上岗操作人员应进行培训和考核,特殊工种应进行资格确认,并做好各道工序的技术交底工作。(2)、质检员依据国家有关标准对进场的材料进行质量外观和质量证明文件的检验,检验合格后填写材料进场检验记录。在材料上或包装箱上做出检验合格的认可标识。(3)、进场材料,根据工程的要求及材料质量的具体情况进行复

钢构件加工制作流程大全.pdf
钢构件加工制作流程大全--钢构件加工制作流程大全1、生产准备:(1)、钢构件在制作前应进行熟悉设计图纸的自审和会审工作并应按工艺规程做好各道工序的工工艺准备工作。制造所需的材料、机具和工艺装备应符合工艺规程的规定。上岗操作人员应进行培训和考核特殊工种应进行资格确认并做好各道工序的技术交底工作。(2)、质检员依据国家有关标准对进场的材料进行质量外观和质量证明文件的检验检验合