
铜铝管板式散热器的真空钎焊工艺.pdf

Th****s3

1/5

2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铜铝管板式散热器的真空钎焊工艺.pdf
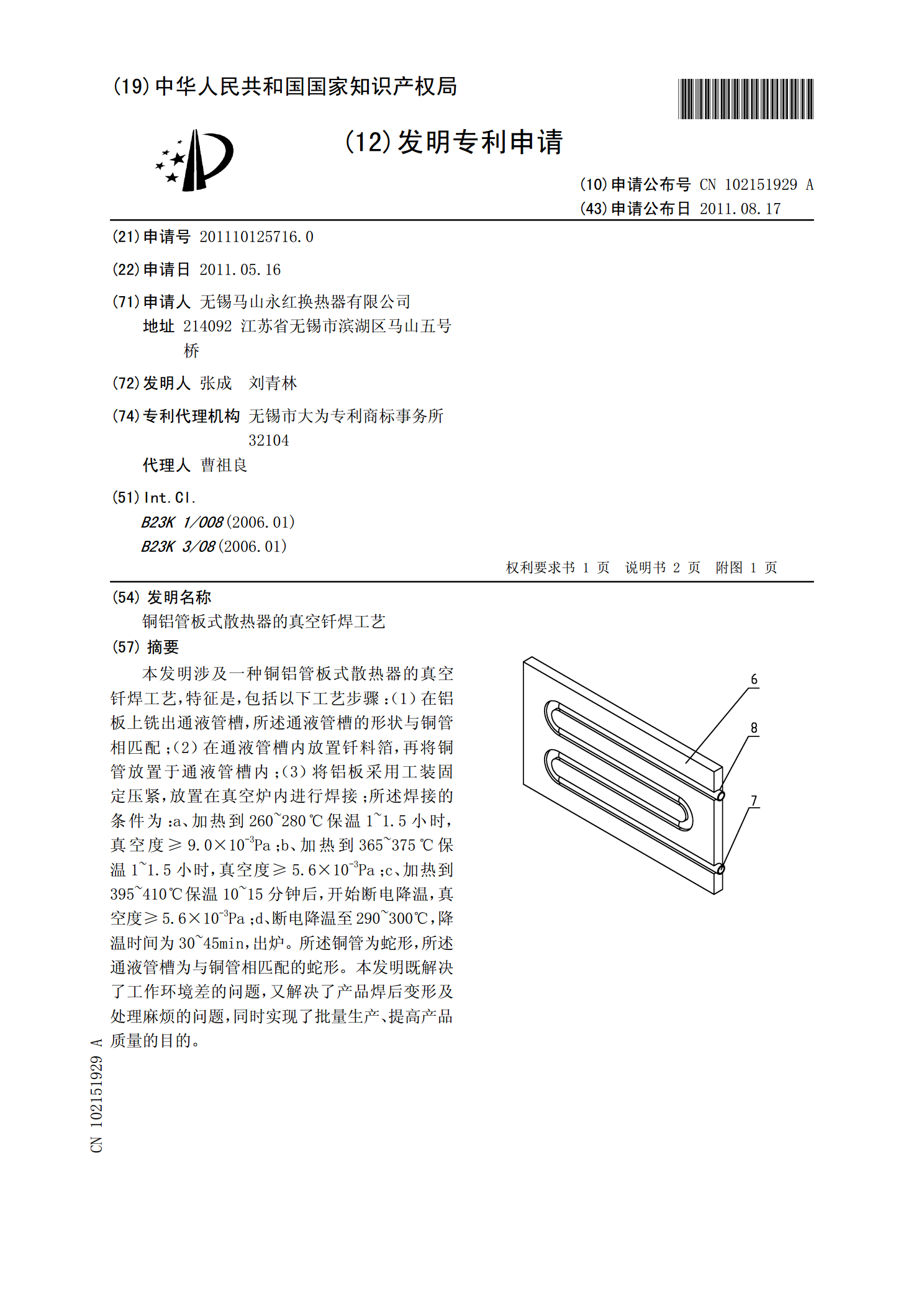
本发明涉及一种铜铝管板式散热器的真空钎焊工艺,特征是,包括以下工艺步骤:(1)在铝板上铣出通液管槽,所述通液管槽的形状与铜管相匹配;(2)在通液管槽内放置钎料箔,再将铜管放置于通液管槽内;(3)将铝板采用工装固定压紧,放置在真空炉内进行焊接;所述焊接的条件为:a、加热到260~280℃保温1~1.5小时,真空度≥9.0×10-3Pa;b、加热到365~375℃保温1~1.5小时,真空度≥5.6×10-3Pa;c、加热到395~410℃保温10~15分钟后,开始断电降温,真空度≥5.6×10-3Pa;d、断
一种铝制散热器真空钎焊工艺.pdf
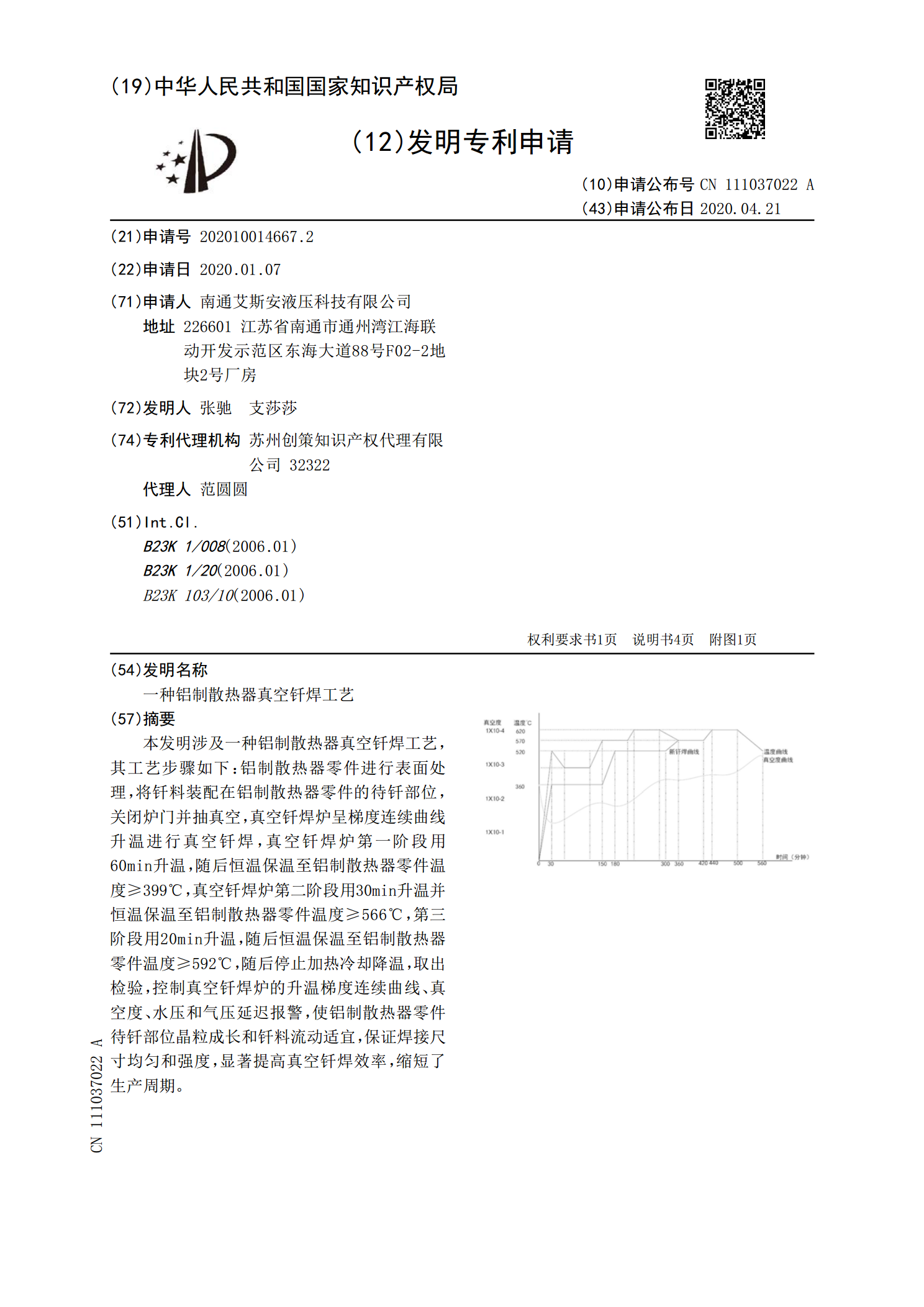
本发明涉及一种铝制散热器真空钎焊工艺,其工艺步骤如下:铝制散热器零件进行表面处理,将钎料装配在铝制散热器零件的待钎部位,关闭炉门并抽真空,真空钎焊炉呈梯度连续曲线升温进行真空钎焊,真空钎焊炉第一阶段用60min升温,随后恒温保温至铝制散热器零件温度≥399℃,真空钎焊炉第二阶段用30min升温并恒温保温至铝制散热器零件温度≥566℃,第三阶段用20min升温,随后恒温保温至铝制散热器零件温度≥592℃,随后停止加热冷却降温,取出检验,控制真空钎焊炉的升温梯度连续曲线、真空度、水压和气压延迟报警,使铝制散热

真空钎焊工艺.pdf
PDFcreatedwithpdfFactorytrialversionwww.pdffactory.comPDFcreatedwithpdfFactorytrialversionwww.pdffactory.comPDFcreatedwithpdfFactorytrialversionwww.pdffactory.comPDFcreatedwithpdfFactorytrialversionwww.pdffactory.comPDFcreatedwithpdfFactorytrialversionwww
一种弥散铜真空钎焊的方法.pdf
本发明公开了一种弥散铜真空钎焊的方法,主要包括以下步骤:S1:将弥散铜工件、可伐合金工件表面清洗,烘干待用;S2:以石墨烯复合颗粒为喷砂原料,对弥散铜表面进行表面喷砂处理;S3:将弥散铜工件置于稀有气体氛围中,并升温使用压缩改性液对其表面进行喷吹处理,并对其表面进行激光辐照处理;S4:电镀镀膜:对弥散铜工件进行电镀镀膜处理,使其表面覆盖金属膜层;S5:将镀膜后弥散铜工件、表面除杂后可伐合金工件及钎料放入真空钎焊炉中进行真空钎焊。本发明可以有效提高Cu或Ni膜层与弥散铜的表面结合力以及与可伐合金钎焊焊接效果
6061铝合金真空钎焊加工工艺.pdf
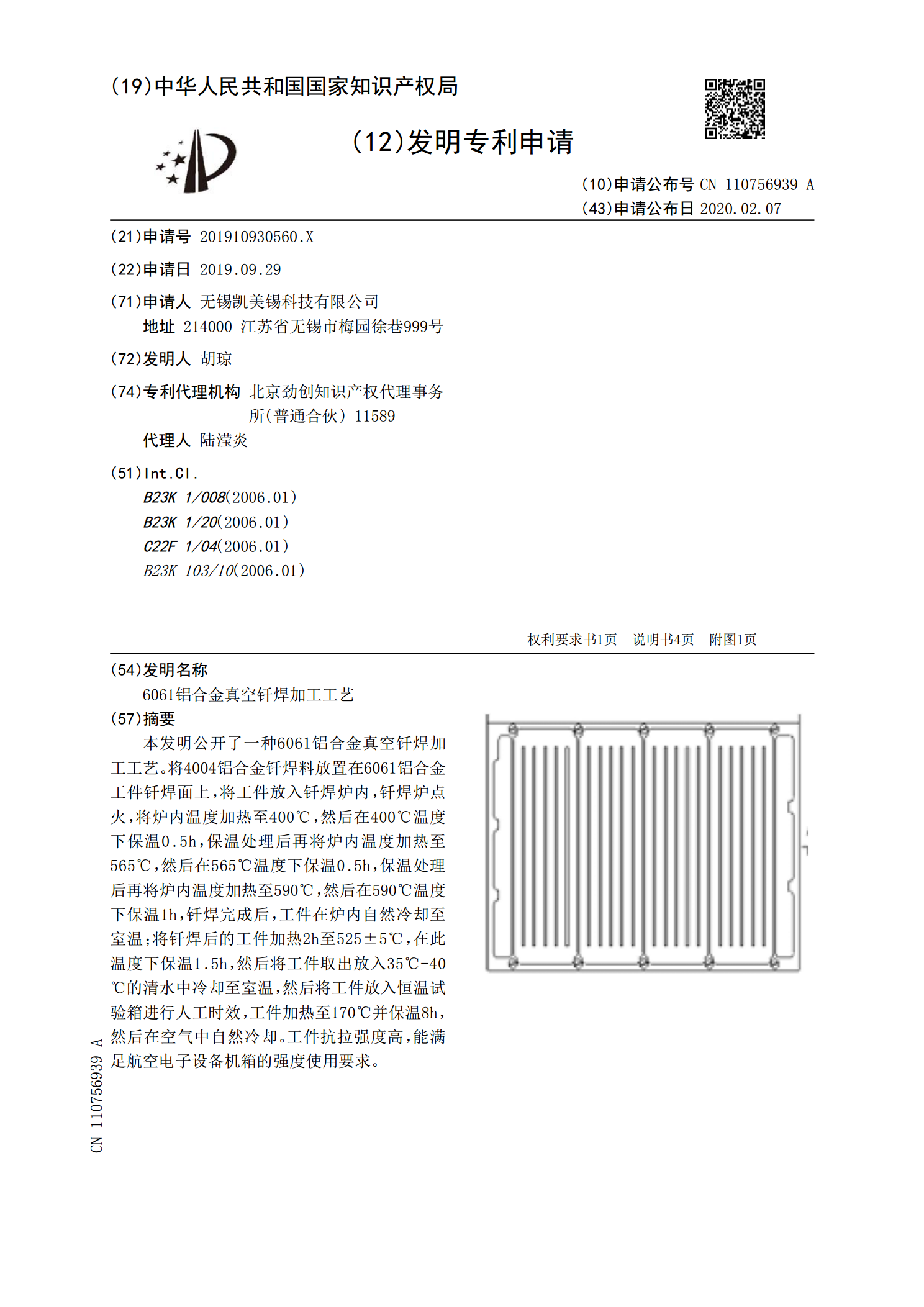
本发明公开了一种6061铝合金真空钎焊加工工艺。将4004铝合金钎焊料放置在6061铝合金工件钎焊面上,将工件放入钎焊炉内,钎焊炉点火,将炉内温度加热至400℃,然后在400℃温度下保温0.5h,保温处理后再将炉内温度加热至565℃,然后在565℃温度下保温0.5h,保温处理后再将炉内温度加热至590℃,然后在590℃温度下保温1h,钎焊完成后,工件在炉内自然冷却至室温;将钎焊后的工件加热2h至525±5℃,在此温度下保温1.5h,然后将工件取出放入35℃‑40℃的清水中冷却至室温,然后将工件放入恒温试验