
一种弥散铜真空钎焊的方法.pdf

努力****南绿

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种弥散铜真空钎焊的方法.pdf
本发明公开了一种弥散铜真空钎焊的方法,主要包括以下步骤:S1:将弥散铜工件、可伐合金工件表面清洗,烘干待用;S2:以石墨烯复合颗粒为喷砂原料,对弥散铜表面进行表面喷砂处理;S3:将弥散铜工件置于稀有气体氛围中,并升温使用压缩改性液对其表面进行喷吹处理,并对其表面进行激光辐照处理;S4:电镀镀膜:对弥散铜工件进行电镀镀膜处理,使其表面覆盖金属膜层;S5:将镀膜后弥散铜工件、表面除杂后可伐合金工件及钎料放入真空钎焊炉中进行真空钎焊。本发明可以有效提高Cu或Ni膜层与弥散铜的表面结合力以及与可伐合金钎焊焊接效果
一种采用铜锰钴镍钎料的真空钎焊方法.pdf
本发明提出了一种采用铜锰钴镍钎料的真空钎焊方法,将待焊接零件放置在密闭盒中,并将密闭盒整体置于真空炉中进行钎焊,实现在钎焊过程中,有效地将挥发元素分子阻挡停留在密闭盒中,焊缝中钎料挥发的元素铜、锰自身形成一种相对稳定的金属蒸汽压氛围,这种蒸汽压大于保护气体气压,达到焊缝成形所需的最佳蒸汽压,能有效地防止钎缝中的元素挥发,使得钎焊过程中焊缝成型致密,钎料流动性良好,使焊缝质量优良。
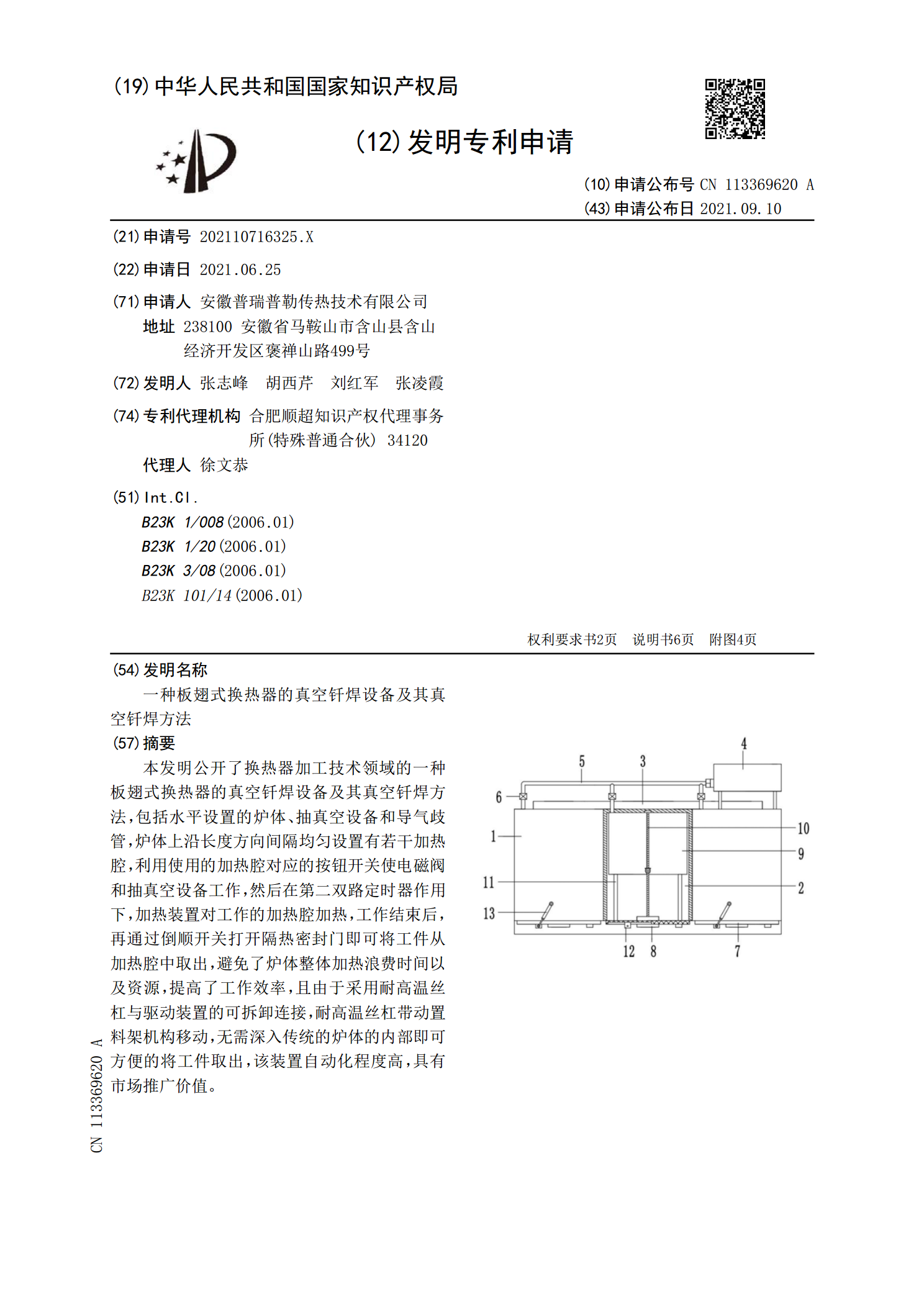
一种板翅式换热器的真空钎焊设备及其真空钎焊方法.pdf
本发明公开了换热器加工技术领域的一种板翅式换热器的真空钎焊设备及其真空钎焊方法,包括水平设置的炉体、抽真空设备和导气歧管,炉体上沿长度方向间隔均匀设置有若干加热腔,利用使用的加热腔对应的按钮开关使电磁阀和抽真空设备工作,然后在第二双路定时器作用下,加热装置对工作的加热腔加热,工作结束后,再通过倒顺开关打开隔热密封门即可将工件从加热腔中取出,避免了炉体整体加热浪费时间以及资源,提高了工作效率,且由于采用耐高温丝杠与驱动装置的可拆卸连接,耐高温丝杠带动置料架机构移动,无需深入传统的炉体的内部即可方便的将工件取

一种火焰钎焊铜钎焊料的制备方法.pdf
本发明属于焊接技术领域,具体的,公开了一种火焰钎焊铜钎焊料的制备方法。本发明通过先将硼酸、硼砂和氟化钙混合,其次将其混合物放入瓷坛中,在瓷坛内加入石球,再将瓷坛放在球磨机上进行球磨,待混合物混合均匀后,取出石球,最后将混合均匀的混合物放入烘干箱中干燥即获得所需的铜钎焊料粉末。本发明的优点是:实用性高、生产成本低,大大提高了铜‑铜、铜‑钢异种金属火焰钎焊焊接的可靠性;安全、环保,发烟量小,焊后残留物少且易清洗去除;焊缝成形好、强度高。
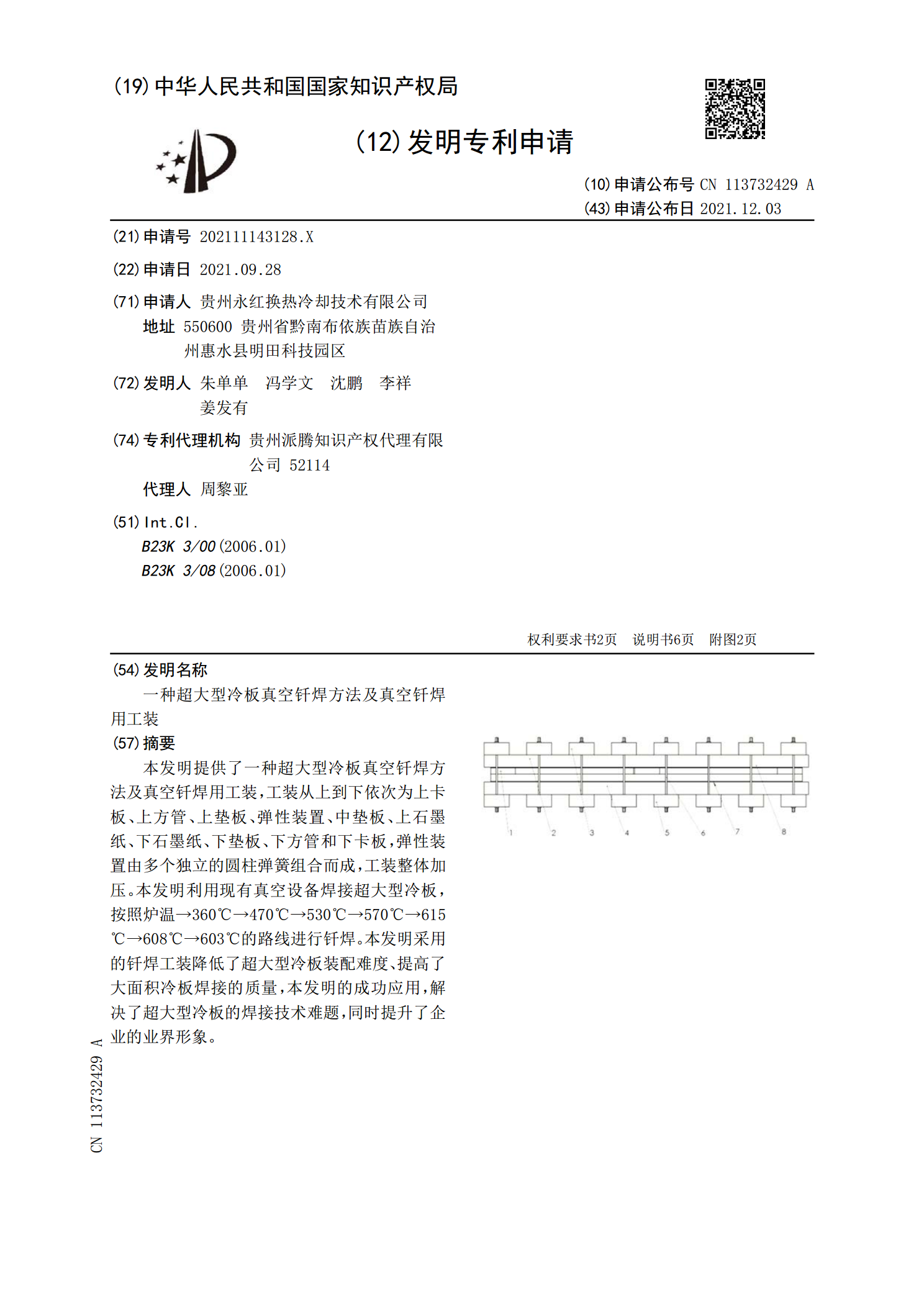
一种超大型冷板真空钎焊方法及真空钎焊用工装.pdf
本发明提供了一种超大型冷板真空钎焊方法及真空钎焊用工装,工装从上到下依次为上卡板、上方管、上垫板、弹性装置、中垫板、上石墨纸、下石墨纸、下垫板、下方管和下卡板,弹性装置由多个独立的圆柱弹簧组合而成,工装整体加压。本发明利用现有真空设备焊接超大型冷板,按照炉温→360℃→470℃→530℃→570℃→615℃→608℃→603℃的路线进行钎焊。本发明采用的钎焊工装降低了超大型冷板装配难度、提高了大面积冷板焊接的质量,本发明的成功应用,解决了超大型冷板的焊接技术难题,同时提升了企业的业界形象。