
汽车传动凸缘锻件毛坯的锻造工艺方法.pdf

运升****魔王


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
汽车传动凸缘锻件毛坯的锻造工艺方法.pdf
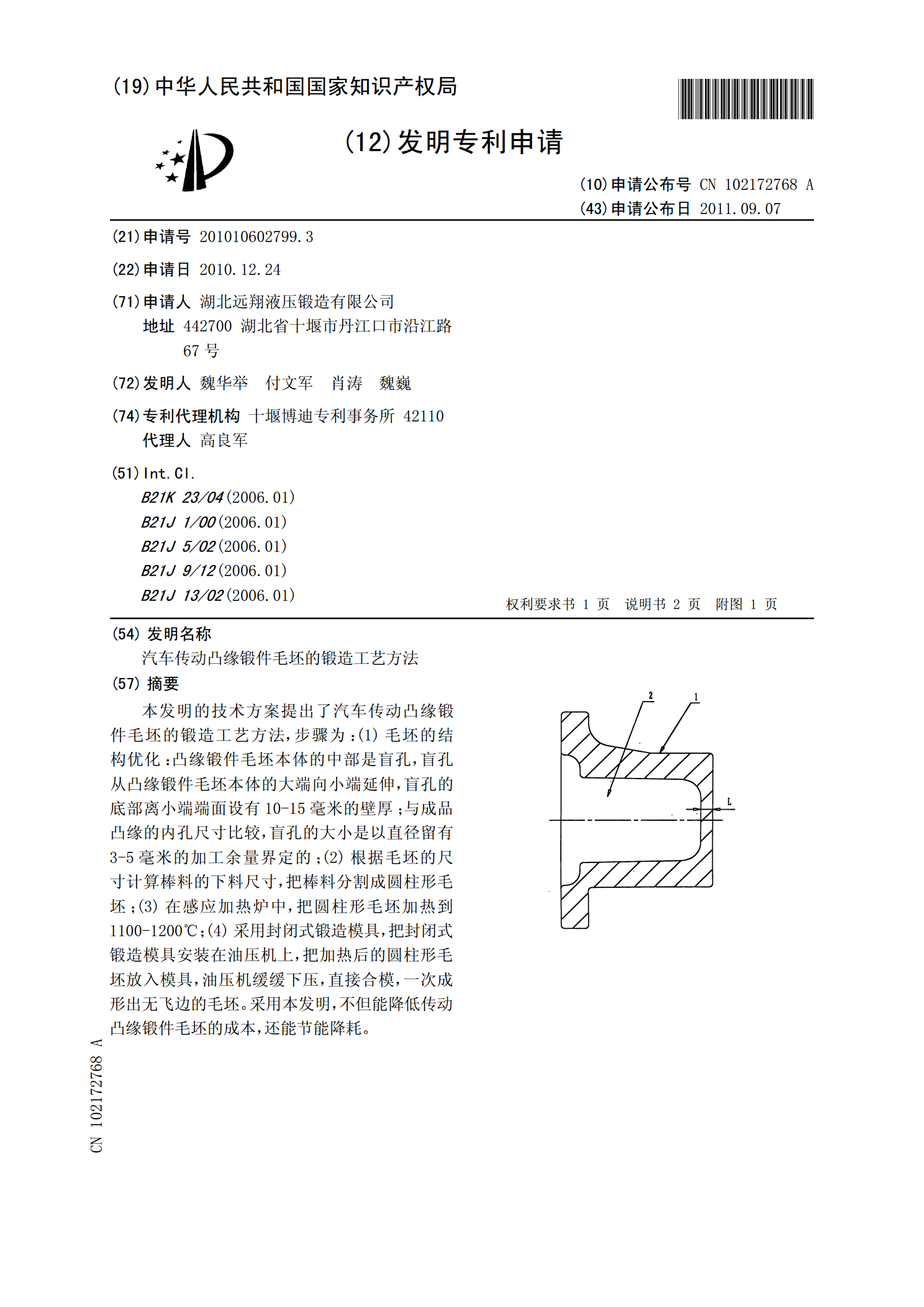
本发明的技术方案提出了汽车传动凸缘锻件毛坯的锻造工艺方法,步骤为:(1)毛坯的结构优化:凸缘锻件毛坯本体的中部是盲孔,盲孔从凸缘锻件毛坯本体的大端向小端延伸,盲孔的底部离小端端面设有10-15毫米的壁厚;与成品凸缘的内孔尺寸比较,盲孔的大小是以直径留有3-5毫米的加工余量界定的;(2)根据毛坯的尺寸计算棒料的下料尺寸,把棒料分割成圆柱形毛坯;(3)在感应加热炉中,把圆柱形毛坯加热到1100-1200℃;(4)采用封闭式锻造模具,把封闭式锻造模具安装在油压机上,把加热后的圆柱形毛坯放入模具,油压机缓缓下压,
锻造机车传动盘毛坯的方法.pdf
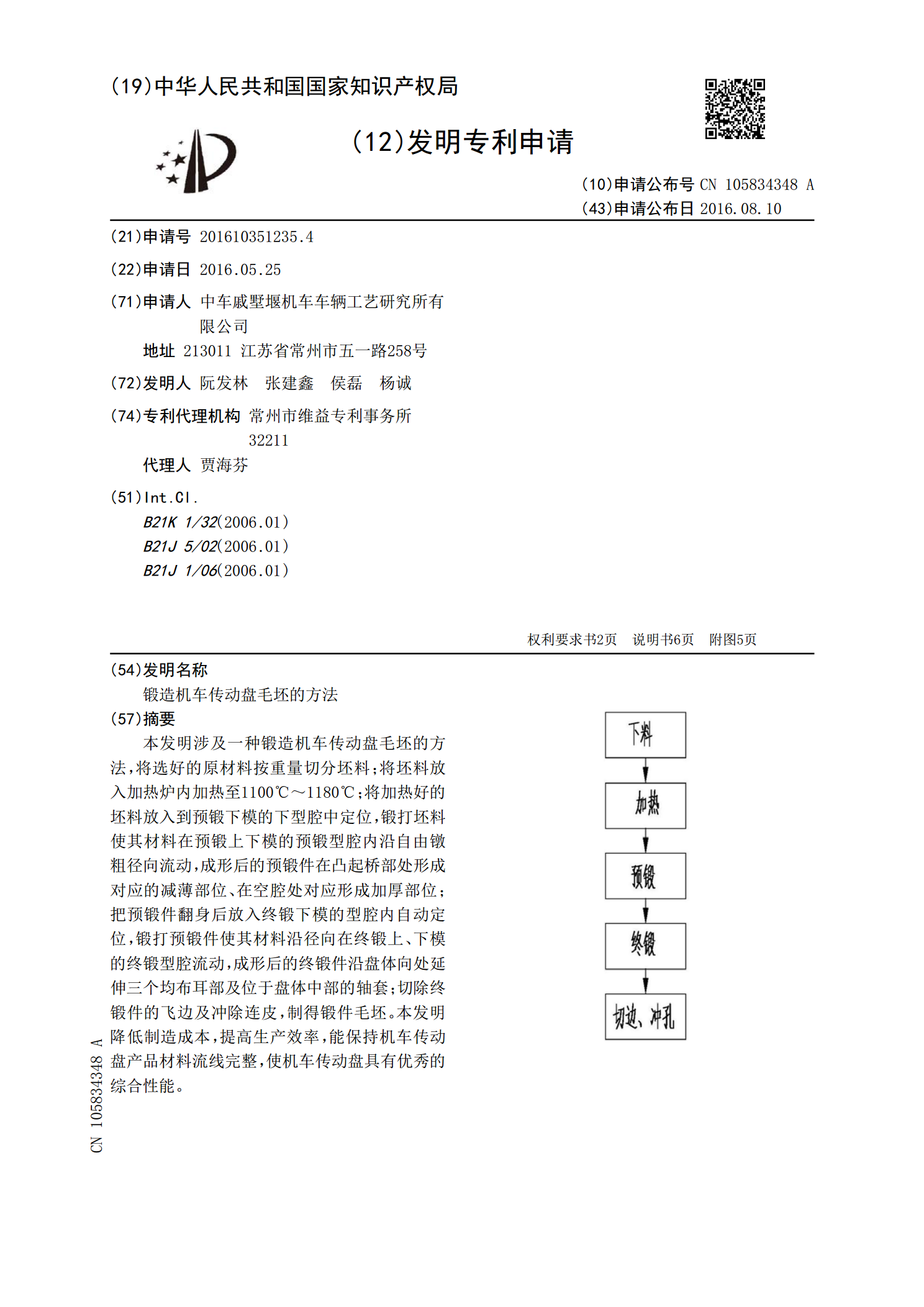
本发明涉及一种锻造机车传动盘毛坯的方法,将选好的原材料按重量切分坯料;将坯料放入加热炉内加热至1100℃~1180℃;将加热好的坯料放入到预锻下模的下型腔中定位,锻打坯料使其材料在预锻上下模的预锻型腔内沿自由镦粗径向流动,成形后的预锻件在凸起桥部处形成对应的减薄部位、在空腔处对应形成加厚部位;把预锻件翻身后放入终锻下模的型腔内自动定位,锻打预锻件使其材料沿径向在终锻上、下模的终锻型腔流动,成形后的终锻件沿盘体向处延伸三个均布耳部及位于盘体中部的轴套;切除终锻件的飞边及冲除连皮,制得锻件毛坯。本发明降低制造
汽车后桥用齿轮锻件的锻造模具及锻造方法及齿轮锻件.pdf
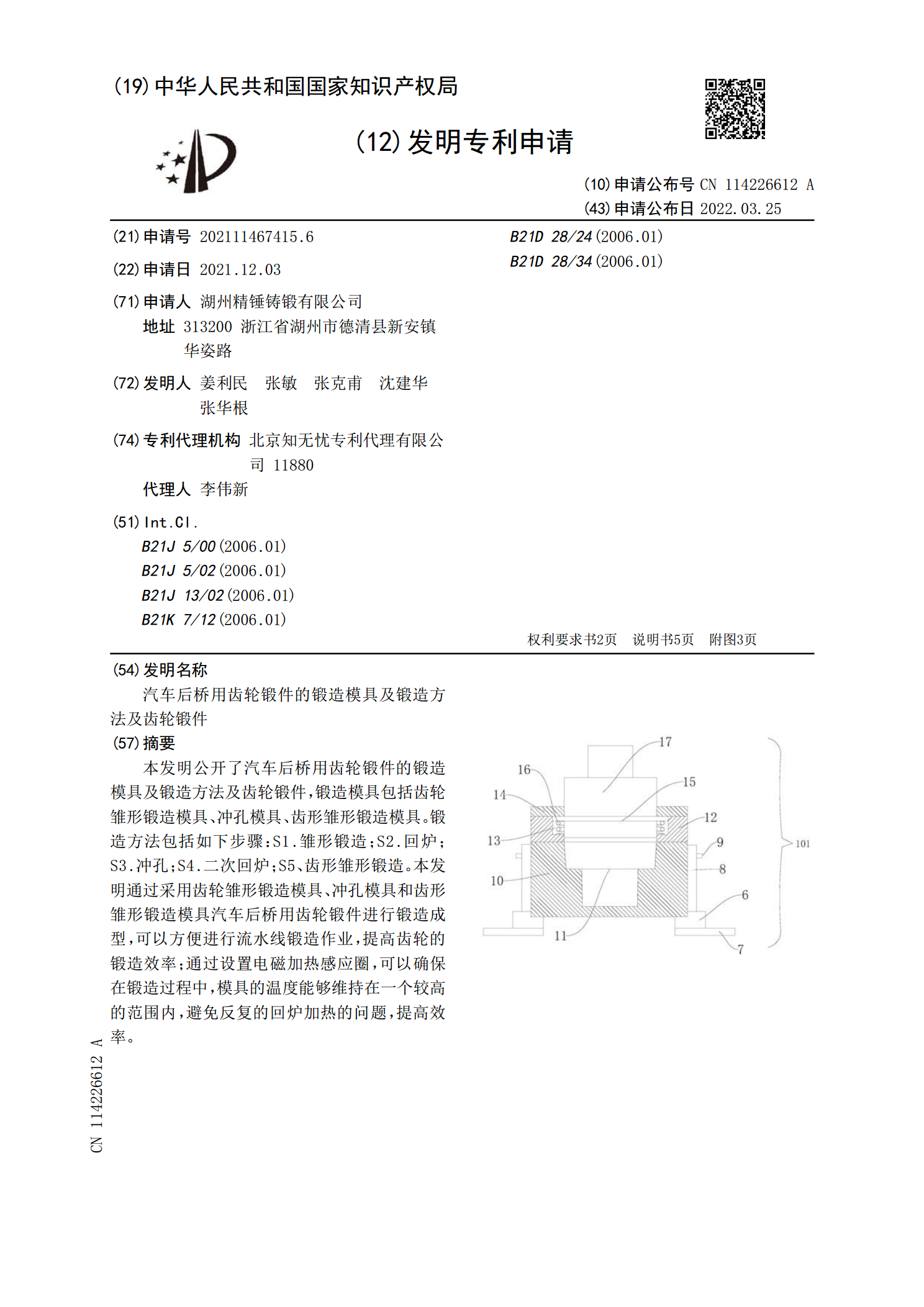
本发明公开了汽车后桥用齿轮锻件的锻造模具及锻造方法及齿轮锻件,锻造模具包括齿轮雏形锻造模具、冲孔模具、齿形雏形锻造模具。锻造方法包括如下步骤:S1.雏形锻造;S2.回炉;S3.冲孔;S4.二次回炉;S5、齿形雏形锻造。本发明通过采用齿轮雏形锻造模具、冲孔模具和齿形雏形锻造模具汽车后桥用齿轮锻件进行锻造成型,可以方便进行流水线锻造作业,提高齿轮的锻造效率;通过设置电磁加热感应圈,可以确保在锻造过程中,模具的温度能够维持在一个较高的范围内,避免反复的回炉加热的问题,提高效率。

一种汽车传动轴外星轮毛坯锻件.pdf
本发明涉及一种汽车传动轴外星轮毛坯锻件,解决了现有技术中用于制造外星轮的毛坯件结构不合理,造成外星轮生产成本高的不足。本发明提供的一种汽车传动轴外星轮毛坯锻件,在头部内设有腔体,腔体的侧壁上分别设有凹槽、凹陷,凹槽、凹陷的设置减小了毛坯件的精加工余量,提高了外星轮的生产效率,并且,凹槽、凹陷的设置使得毛坯件厚度均匀,便于制得,降低了外星轮的生产成本,另外,凹槽、凹陷的设置减少了毛坯件的材料,降低了毛坯件的生产成本;槽体的设置进一步减少了毛坯件的材料,并且通过限制槽体的形状,可以最大限度地降低槽体对外星轮强

汽车传动轴凸缘的感应淬火工艺研究.docx
汽车传动轴凸缘的感应淬火工艺研究汽车传动轴凸缘的感应淬火工艺研究摘要:随着汽车工业的快速发展,汽车传动系统的性能要求也越来越高。传动轴作为汽车传动系统的重要组成部分,其性能的提升对整车的运行和驾驶体验有着重要的影响。本论文以汽车传动轴凸缘的感应淬火工艺研究为题,对传动轴凸缘的淬火工艺进行了研究和分析,并通过实验验证了该工艺的可行性。1.引言传动轴凸缘是指传动轴上的两个端部,其主要功能是传递发动机的动力和扭矩给其他部件。传动轴凸缘的强度和耐磨性是影响整个传动系统性能的关键指标。由于传动轴凸缘工作环境恶劣,传