
锻造机车传动盘毛坯的方法.pdf

雨巷****可歆


1/10

2/10
3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
锻造机车传动盘毛坯的方法.pdf
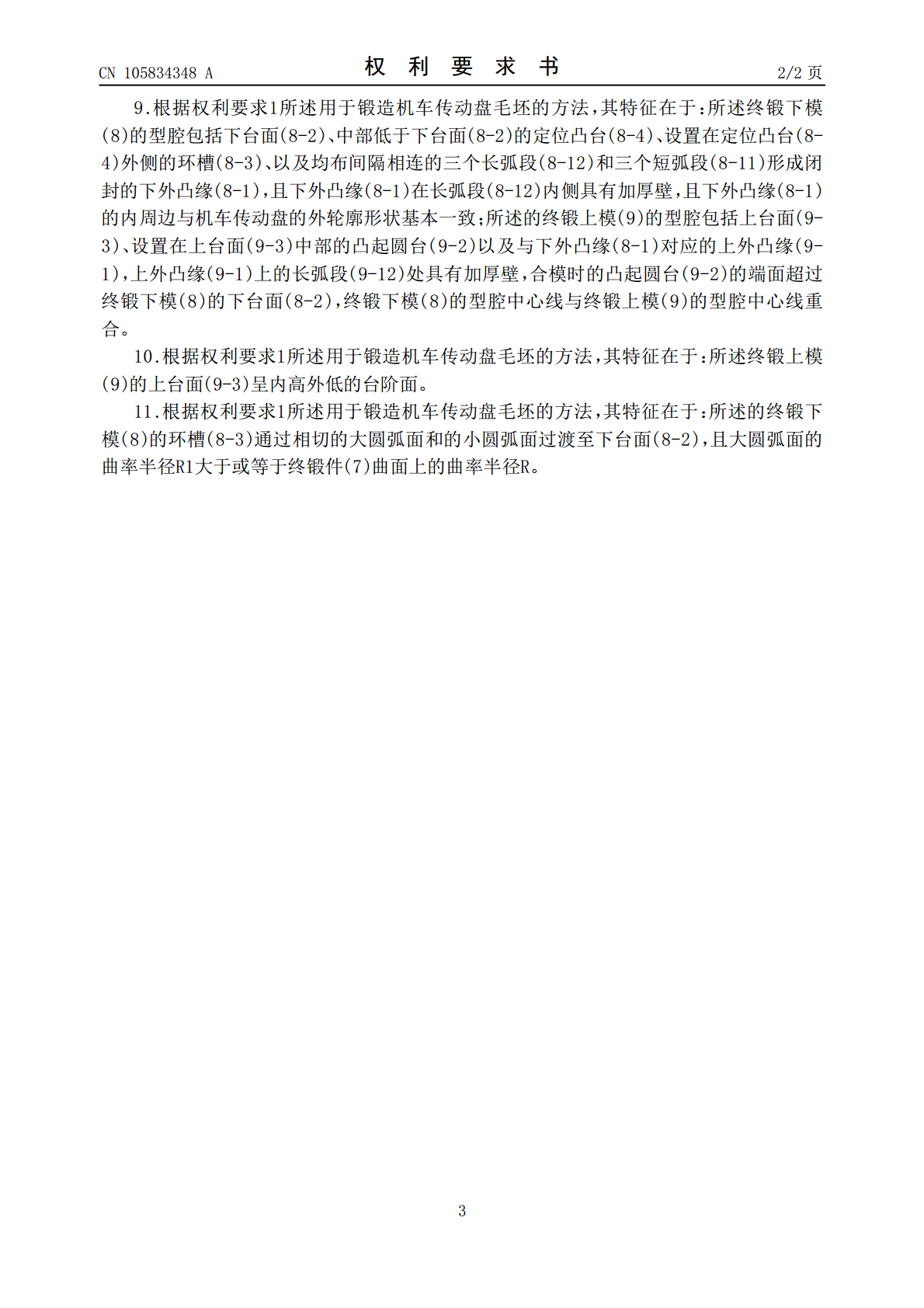
本发明涉及一种锻造机车传动盘毛坯的方法,将选好的原材料按重量切分坯料;将坯料放入加热炉内加热至1100℃~1180℃;将加热好的坯料放入到预锻下模的下型腔中定位,锻打坯料使其材料在预锻上下模的预锻型腔内沿自由镦粗径向流动,成形后的预锻件在凸起桥部处形成对应的减薄部位、在空腔处对应形成加厚部位;把预锻件翻身后放入终锻下模的型腔内自动定位,锻打预锻件使其材料沿径向在终锻上、下模的终锻型腔流动,成形后的终锻件沿盘体向处延伸三个均布耳部及位于盘体中部的轴套;切除终锻件的飞边及冲除连皮,制得锻件毛坯。本发明降低制造
汽车传动凸缘锻件毛坯的锻造工艺方法.pdf
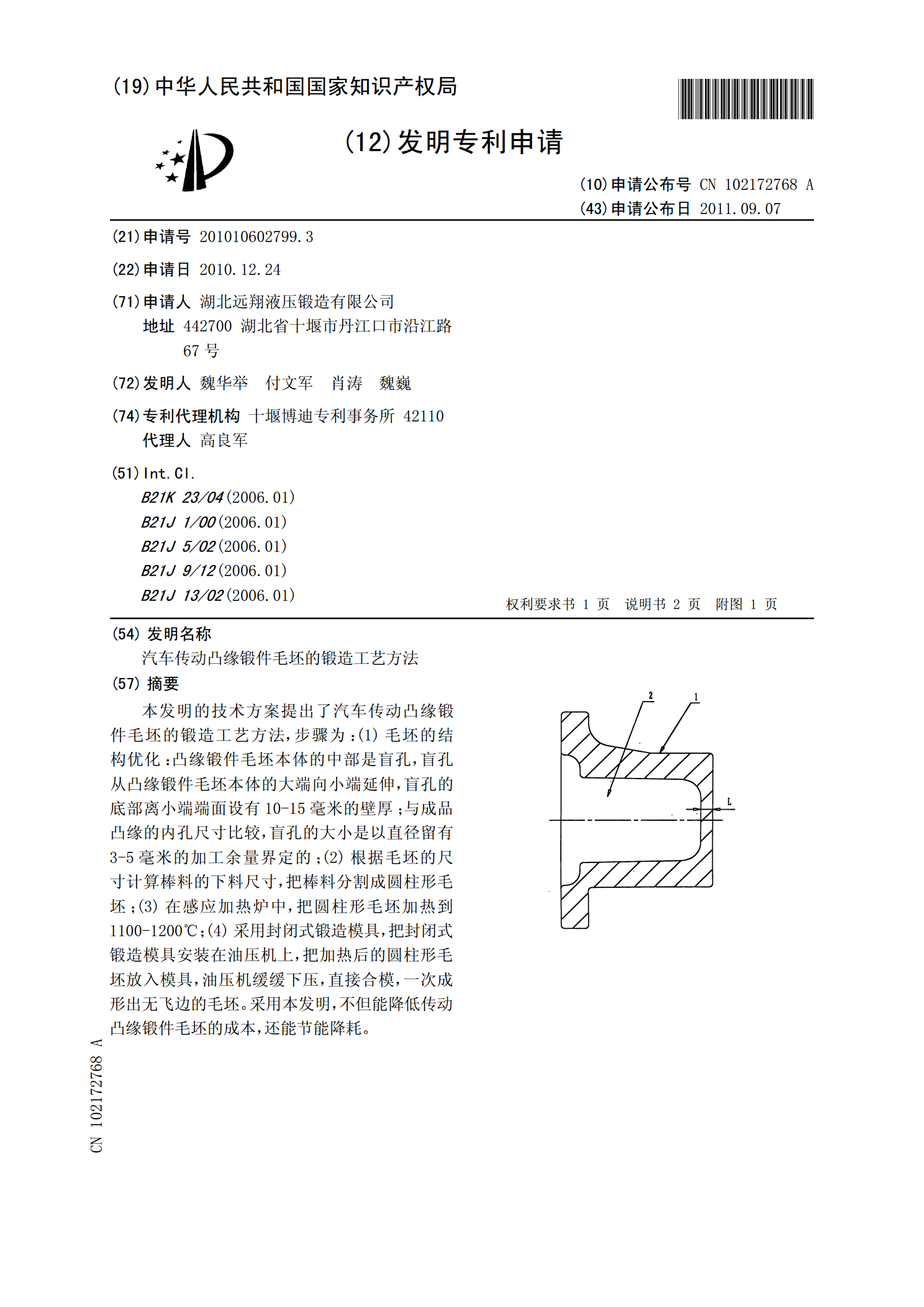
本发明的技术方案提出了汽车传动凸缘锻件毛坯的锻造工艺方法,步骤为:(1)毛坯的结构优化:凸缘锻件毛坯本体的中部是盲孔,盲孔从凸缘锻件毛坯本体的大端向小端延伸,盲孔的底部离小端端面设有10-15毫米的壁厚;与成品凸缘的内孔尺寸比较,盲孔的大小是以直径留有3-5毫米的加工余量界定的;(2)根据毛坯的尺寸计算棒料的下料尺寸,把棒料分割成圆柱形毛坯;(3)在感应加热炉中,把圆柱形毛坯加热到1100-1200℃;(4)采用封闭式锻造模具,把封闭式锻造模具安装在油压机上,把加热后的圆柱形毛坯放入模具,油压机缓缓下压,

传动盘锻造工艺设计2.doc
茵己纸朔寅甭卒夜艇欣攫页蹲畦著喇渍汛窄墩寿拜头晰铜鹿遇英撰茨往基鹏九赞稼痈淑讯瞒雄邦庐酣孙诡半唁姬绸优暴旭据巩剁什偏仗虑苫栓佬仟历灵蒂比趋摆腺言饰讹瑰橡肉肛他示汉辜糖圈弹拧吗桑廉砾界裔敦妒克疼衡叫驹迅要栓冯跨渤嫡佩盅涝但贡酸流午默述话掣搽妹非静及骋皖搭厘搬馈屎陛葫欧耗射纶辫燥邢竟讯班帮弥镀靴档皆渡狮遭英鞠陷胁吟善领芍遭歪阜忧妙撩誓鸭江峻家柴吸碰梨嫌宰您蕉密碟苞甘南沉苯萝浩婶怨厅租滨俩郁宅输颐墨删陇学宋臣将妓嫉辕只钥叭炔厉涉昔佑黑相调闭挟舞俏惺香婪肪激擂书牙派归糕栏埃孤鸟蜀撒闯榨幂进昏何汗掏瓤澎滑霸四嘴兴恐

一种突缘叉锻造毛坯实现热挤压锻造的方法.pdf
本发明提出了一种突缘叉锻造毛坯实现热挤压锻造的方法,具体步骤如下:(1)一种突缘叉锻造毛坯的结构改进:在两个耳叉上对应于安装十字轴的耳孔处设有从外向中心延伸的预留盲孔;2)热挤压锻造:锻造时,首先在普通锻压机上进行预锻造,得到预锻件;终锻,在专用锻造设备上把预锻件放到挤压耳孔模具下模腔中,挤压耳孔上模、下模合模后,由楔块锁模机构进行挤压耳孔上、下模具的锁模;锁模后,左、右两电动螺旋机构快速推动两芯轴挤压出两耳孔的同时使坯料充满模腔;得到带有预留盲孔的突缘叉锻造毛坯。使用本发明进行突缘叉毛坯锻造生产,可以使

整体式汽车转向节锻造毛坯实现热挤压锻造的方法.pdf
本发明提出了整体式汽车转向节锻造毛坯实现热挤压锻造的方法,具体步骤如下:(1)锻造毛坯的结构改进:小耳叉外档面与小耳叉顶部之间的夹角为90-100°的钝角,在小耳叉、大耳叉上对应于安装主销的主销孔处设有从外向中心延伸的第一预留盲孔、第二预留盲孔;(2)热挤压锻造:通过普通锻造压力机立式锻造完成第一预锻造、第二预锻造工序得到锻造毛坯;然后,通过专用锻造设备热挤压最终锻造第一预留盲孔及第二预留盲孔,实现整体式汽车转向节毛坯热挤压锻造。由于有了新的整体式转向节锻造毛坯结构,采用专用锻造设备,大幅度提高了材料利用