
焊接用不锈钢线材及其线材用钢的冶炼方法.pdf

努力****爱静


1/9

2/9

3/9
4/9
5/9
6/9

7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
焊接用不锈钢线材及其线材用钢的冶炼方法.pdf
本发明涉及一种焊接用不锈钢线材及其线材用钢的冶炼方法,不锈钢线材中的微量元素的含量为:O?0.003-0.015%;S?0.005-0.015%;0<Ca≤0.005%;0<Al≤0.03%;0<B≤0.003%;0<Co≤0.2%。线材用钢的冶炼步骤为:I将预处理铁水加入氧气顶吹转炉;按成品中成分加入铬铁、镍铁合金,吹氧脱碳达到0.2-0.3%;II将钢水加入真空吹氧冶炼炉,抽真空吹氧,钢水中碳、氧、硫、钙、铝、硼与钴含量达到要求时,计算硅铁加入量脱氧;再加石灰脱硫吹氩搅拌:III钢水加入钢包精炼炉,按

水电行业焊接用不锈钢线材及其制备方法.pdf
本发明提供了一种水电行业焊接用不锈钢线材,按重量百分比计,包括:C≤0.020%,Si0.50~0.70%,Mn0.60~1.00%,P≤0.020%,S≤0.015%,Cr12.00~12.50%,Ni4.50~5.00%,Mo0.40~0.60%,N≤0.020%,其余为Fe及不可避免的杂质。本发明还提供了一种水电行业焊接用不锈钢线材的制备方法,包括:转炉冶炼,然后精炼得到钢水;将钢水浇铸为方坯,然后退火;对退火后的方坯进行加热,然后轧制得到线材;对线材进行回火处理;对回火处理后的线材进行酸
一种高端焊接用奥氏体不锈钢线材的制造方法.pdf
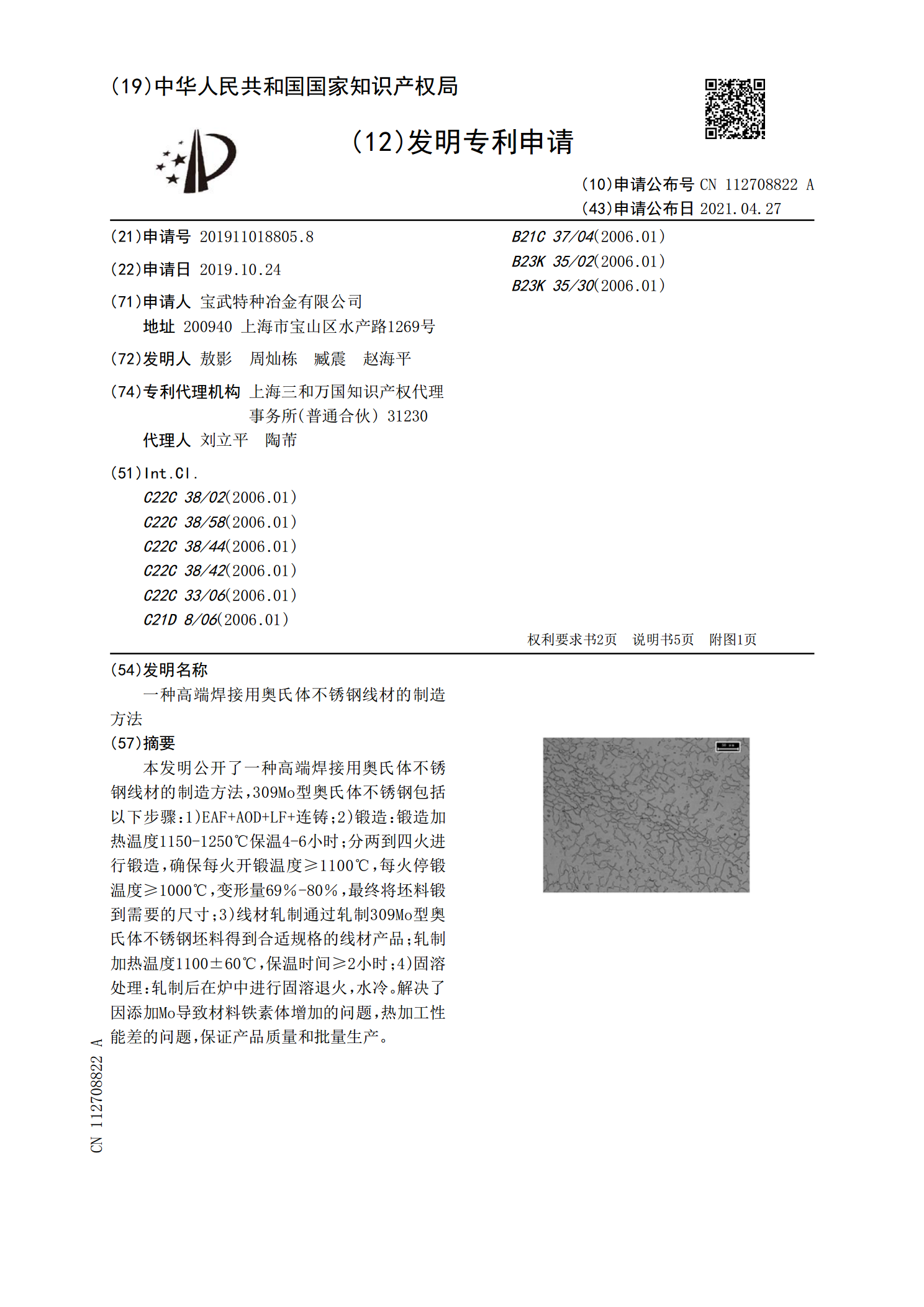
本发明公开了一种高端焊接用奥氏体不锈钢线材的制造方法,309Mo型奥氏体不锈钢包括以下步骤:1)EAF+AOD+LF+连铸;2)锻造:锻造加热温度1150‑1250℃保温4‑6小时;分两到四火进行锻造,确保每火开锻温度≥1100℃,每火停锻温度≥1000℃,变形量69%‑80%,最终将坯料锻到需要的尺寸;3)线材轧制通过轧制309Mo型奥氏体不锈钢坯料得到合适规格的线材产品;轧制加热温度1100±60℃,保温时间≥2小时;4)固溶处理:轧制后在炉中进行固溶退火,水冷。解决了因添加Mo导致材料铁素体增加的问
一种焊接用钢及其冶炼方法.pdf
本发明涉及一种焊接用钢及其冶炼方法。焊接用钢的成分的百分比为:Si0.40-0.65%;N≤0.030;S0.007~0.015;C?0.030~0.050;Mn1.80~2.50;Cr?19.70~20.20;Ni?9.60~10.00;P≤0.021。冶炼方法依次包括预处理铁水、K-OBM-S冶炼、VOD与LF炉精炼,其步骤特征是:预处理铁水中P≤0.010%;S≤0.050%。Ⅰ不锈钢转炉冶炼?转炉冶吹氩控制N≤0.020%,控制Si为1.6-1.7%;VOD调渣碱度≥2.0;Ⅱ在VOD微调控制?控

焊丝用合金结构钢、线材及其制造方法.pdf
焊丝用合金结构钢,其中:C:0.08~0.13;Mn:1.20~1.70;Si:0.65~0.90;Cr:≤0.10;Al:≤0.015;Mo:≤0.10;Ni:1.30~1.50;V:≤0.02;S:≤0.008;Cu:≤0.10;P:≤0.012;B:≤0.005;Ti:≤0.020;N:0.0040~0.0150;O:≤0.0015;As:≤0.015;Sn:≤0.013;Sb:≤0.015;Ca:≤0.0004;余量为Fe和不可避免的杂质。其制造方法包括:a.电弧炉冶炼,出钢条件:[C]≥0.04