
一种焊接用钢及其冶炼方法.pdf

猫巷****婉慧

1/5
2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种焊接用钢及其冶炼方法.pdf
本发明涉及一种焊接用钢及其冶炼方法。焊接用钢的成分的百分比为:Si0.40-0.65%;N≤0.030;S0.007~0.015;C?0.030~0.050;Mn1.80~2.50;Cr?19.70~20.20;Ni?9.60~10.00;P≤0.021。冶炼方法依次包括预处理铁水、K-OBM-S冶炼、VOD与LF炉精炼,其步骤特征是:预处理铁水中P≤0.010%;S≤0.050%。Ⅰ不锈钢转炉冶炼?转炉冶吹氩控制N≤0.020%,控制Si为1.6-1.7%;VOD调渣碱度≥2.0;Ⅱ在VOD微调控制?控
焊接用不锈钢线材及其线材用钢的冶炼方法.pdf
本发明涉及一种焊接用不锈钢线材及其线材用钢的冶炼方法,不锈钢线材中的微量元素的含量为:O?0.003-0.015%;S?0.005-0.015%;0<Ca≤0.005%;0<Al≤0.03%;0<B≤0.003%;0<Co≤0.2%。线材用钢的冶炼步骤为:I将预处理铁水加入氧气顶吹转炉;按成品中成分加入铬铁、镍铁合金,吹氧脱碳达到0.2-0.3%;II将钢水加入真空吹氧冶炼炉,抽真空吹氧,钢水中碳、氧、硫、钙、铝、硼与钴含量达到要求时,计算硅铁加入量脱氧;再加石灰脱硫吹氩搅拌:III钢水加入钢包精炼炉,按

一种焊接用钢盘条及其制备方法.pdf
本发明特别涉及一种焊接用钢盘条及其制备方法,属于钢材生产技术领域,方法包括:将铁水进行转炉冶炼,获得钢水;将所述钢水进行精炼,获得精炼钢水;将所述精炼钢水进行连铸,获得铸坯;将所述铸坯经输送辊道送入轧制产线进行轧制,后进行冷却,获得钢盘条;所述输送辊道设有保温罩,所述轧制的开轧温度为970℃‑1030℃,所述轧制的入精轧温度为900℃‑950℃,所述轧制的吐丝温度为910℃‑960℃;钢水浇铸成坯经高压水除鳞后直接入轧机机组进行轧制,取消铸坯冷检后在加热炉再次加热环节,降低了煤气消耗,减少了二氧化碳等有害
一种半钢冶炼用造渣剂及其制备方法.pdf
本发明涉及一种半钢冶炼用造渣剂及其制备方法,属于炼钢技术领域。本发明以转炉除尘灰、铁锈为原料,利用废弃塑料为内部粘结剂,经低温热压与转炉除尘灰和铁锈相互渗透、紧密结合,再由火山灰性能的转炉除尘灰和钙灰石吸水,形成水泥胶凝结构,密闭固化外层结构,在转炉高温条件下,废弃塑料受热分解产生氢气、甲烷等还原性气体,并被封闭在造渣剂中间,还原性气体被铁锈的孔洞所吸附,并发生还原反应,将铁锈还原成氧化亚铁,能显著降低炉渣粘度,从而加速石灰熔化过程中的传质,能改善炉渣对石灰的润湿和炉渣向石灰孔隙中的渗透;本发明在转炉上使
一种锻圆用钢的冶炼装置及其锻造方法.pdf
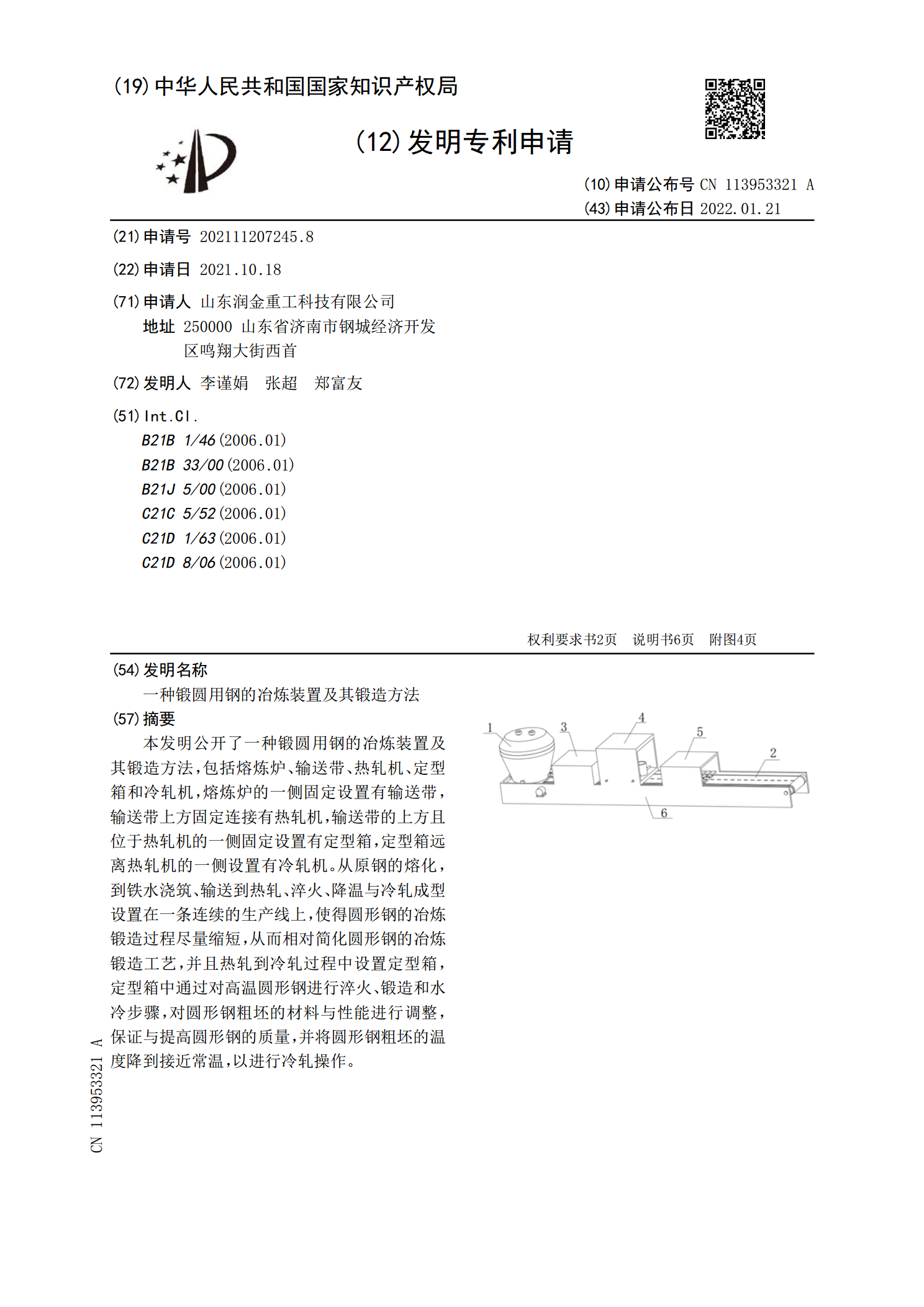
本发明公开了一种锻圆用钢的冶炼装置及其锻造方法,包括熔炼炉、输送带、热轧机、定型箱和冷轧机,熔炼炉的一侧固定设置有输送带,输送带上方固定连接有热轧机,输送带的上方且位于热轧机的一侧固定设置有定型箱,定型箱远离热轧机的一侧设置有冷轧机。从原钢的熔化,到铁水浇筑、输送到热轧、淬火、降温与冷轧成型设置在一条连续的生产线上,使得圆形钢的冶炼锻造过程尽量缩短,从而相对简化圆形钢的冶炼锻造工艺,并且热轧到冷轧过程中设置定型箱,定型箱中通过对高温圆形钢进行淬火、锻造和水冷步骤,对圆形钢粗坯的材料与性能进行调整,保证与提