
水电行业焊接用不锈钢线材及其制备方法.pdf

一条****轩吗


1/8
2/8
3/8
4/8

5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

水电行业焊接用不锈钢线材及其制备方法.pdf
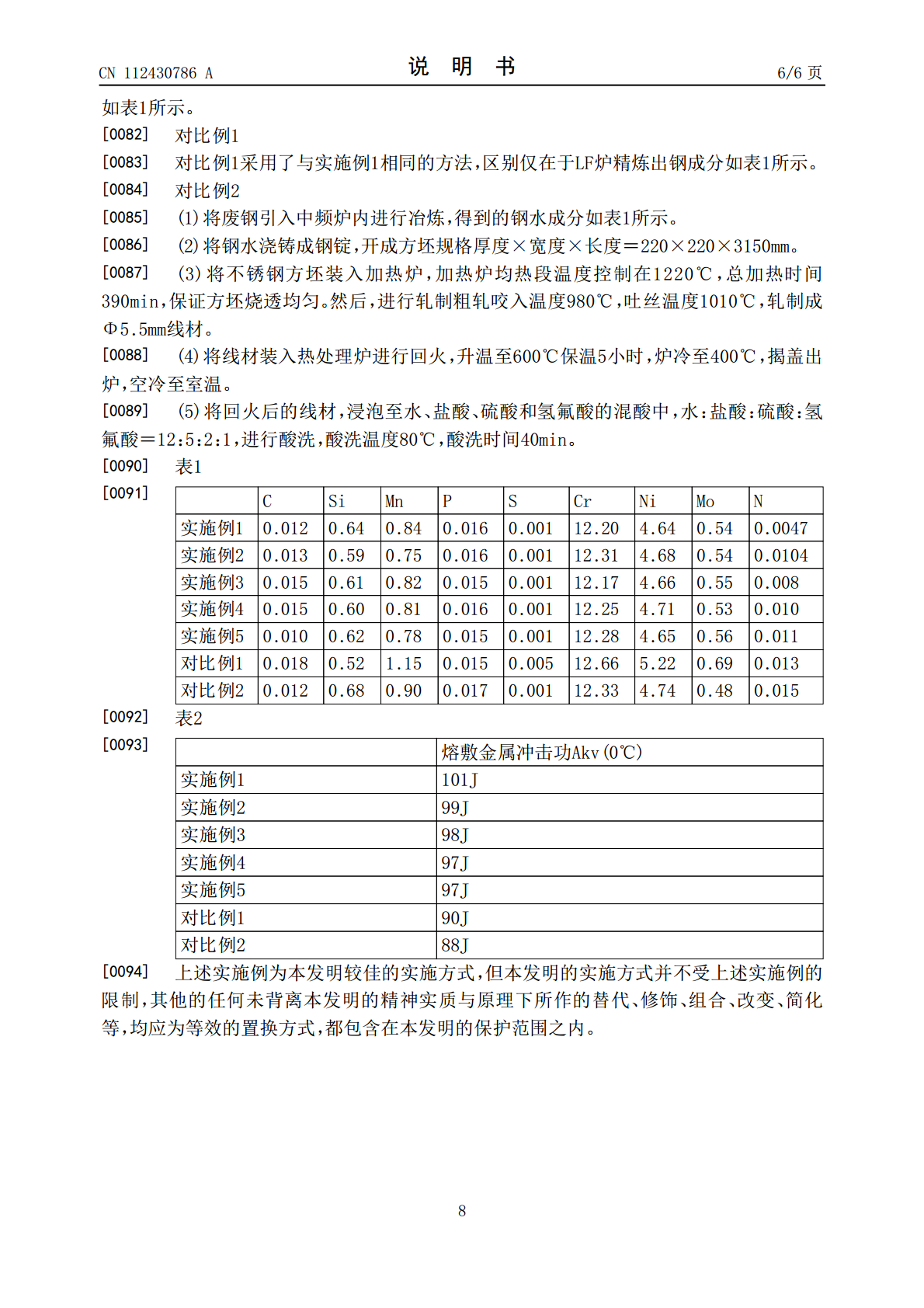
本发明提供了一种水电行业焊接用不锈钢线材,按重量百分比计,包括:C≤0.020%,Si0.50~0.70%,Mn0.60~1.00%,P≤0.020%,S≤0.015%,Cr12.00~12.50%,Ni4.50~5.00%,Mo0.40~0.60%,N≤0.020%,其余为Fe及不可避免的杂质。本发明还提供了一种水电行业焊接用不锈钢线材的制备方法,包括:转炉冶炼,然后精炼得到钢水;将钢水浇铸为方坯,然后退火;对退火后的方坯进行加热,然后轧制得到线材;对线材进行回火处理;对回火处理后的线材进行酸
焊接用不锈钢线材及其线材用钢的冶炼方法.pdf
本发明涉及一种焊接用不锈钢线材及其线材用钢的冶炼方法,不锈钢线材中的微量元素的含量为:O?0.003-0.015%;S?0.005-0.015%;0<Ca≤0.005%;0<Al≤0.03%;0<B≤0.003%;0<Co≤0.2%。线材用钢的冶炼步骤为:I将预处理铁水加入氧气顶吹转炉;按成品中成分加入铬铁、镍铁合金,吹氧脱碳达到0.2-0.3%;II将钢水加入真空吹氧冶炼炉,抽真空吹氧,钢水中碳、氧、硫、钙、铝、硼与钴含量达到要求时,计算硅铁加入量脱氧;再加石灰脱硫吹氩搅拌:III钢水加入钢包精炼炉,按
一种高端焊接用奥氏体不锈钢线材的制造方法.pdf
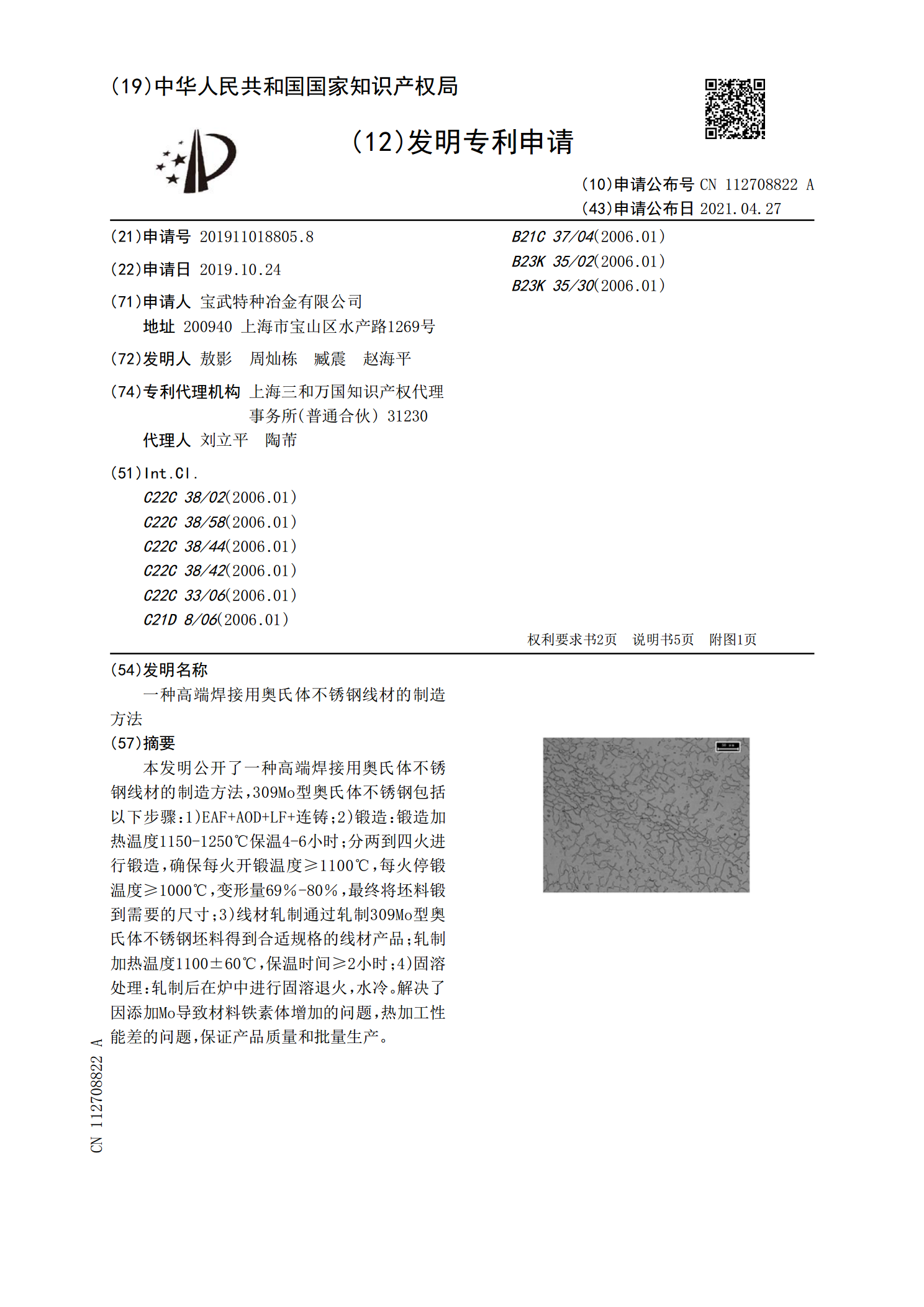
本发明公开了一种高端焊接用奥氏体不锈钢线材的制造方法,309Mo型奥氏体不锈钢包括以下步骤:1)EAF+AOD+LF+连铸;2)锻造:锻造加热温度1150‑1250℃保温4‑6小时;分两到四火进行锻造,确保每火开锻温度≥1100℃,每火停锻温度≥1000℃,变形量69%‑80%,最终将坯料锻到需要的尺寸;3)线材轧制通过轧制309Mo型奥氏体不锈钢坯料得到合适规格的线材产品;轧制加热温度1100±60℃,保温时间≥2小时;4)固溶处理:轧制后在炉中进行固溶退火,水冷。解决了因添加Mo导致材料铁素体增加的问
易切削高表面质量的奥氏体不锈钢线材及其制备方法.pdf
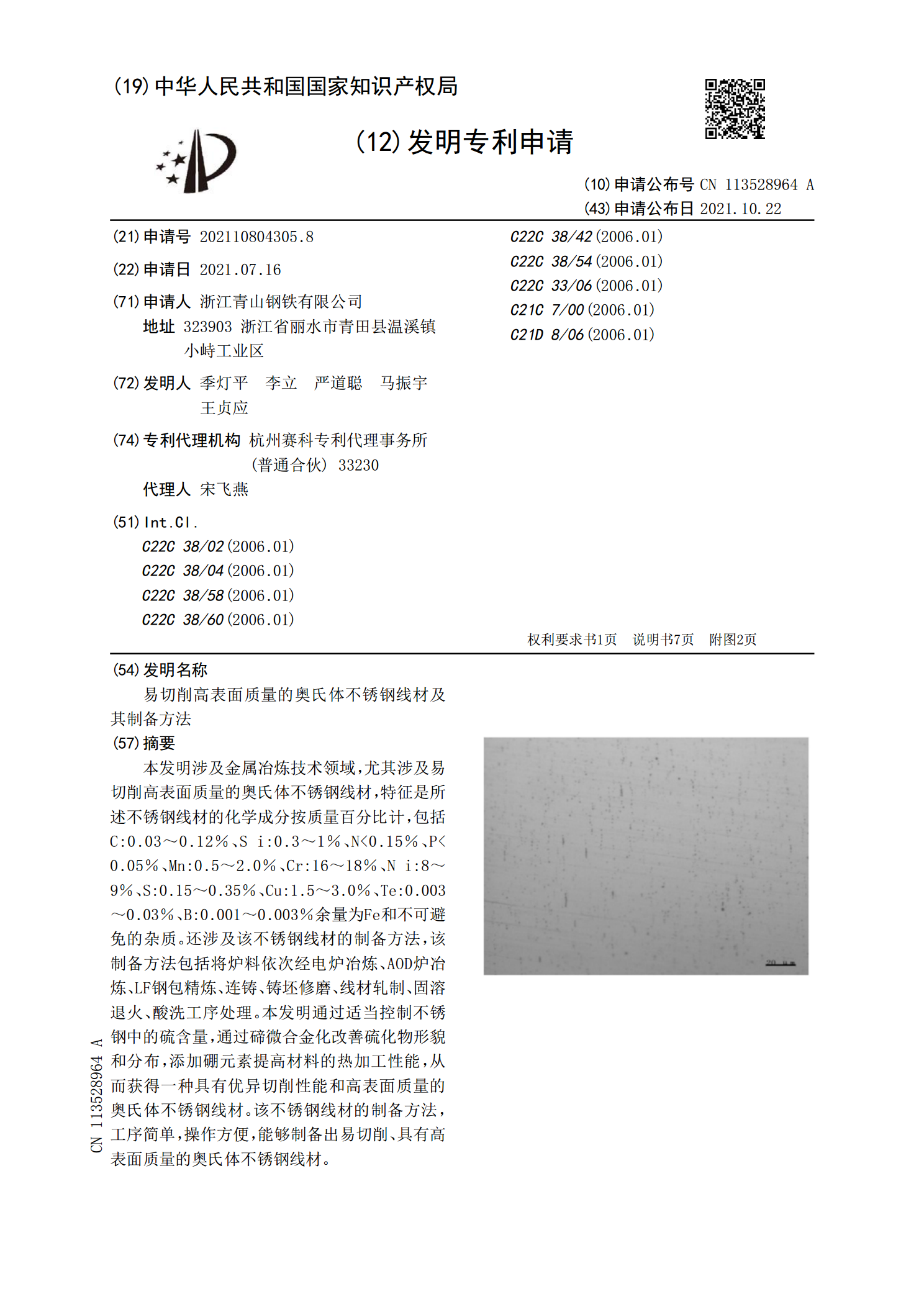
本发明涉及金属冶炼技术领域,尤其涉及易切削高表面质量的奥氏体不锈钢线材,特征是所述不锈钢线材的化学成分按质量百分比计,包括C:0.03~0.12%、Si:0.3~1%、N炉料依次经电炉冶炼、AOD炉冶炼、LF钢包精炼、连铸、铸坯修磨、线材轧制、固溶退火、酸洗工序处理。本发明通过适当控制不锈钢中的硫含量,通过碲微合金化改善硫化物形貌和分布,添加硼元素提高材料的热加工性能,从而获得一种具有优异切削性能和高表面质量的奥氏体不锈钢线材。该不锈钢线材的制备方法,工序简单,操作方便,能够制备出易切削、具有高表面质量

手机用大扁头精密螺丝线材及其制备方法.pdf
本发明公开了手机用大扁头精密螺丝线材及其制备方法。该手机用大扁头精密螺丝线材的制备方法包括如下步骤:一次酸洗磷化、一次拉拔、球化退火、二次酸洗磷化及二次拉拔;所述球化退火步骤为:将一次拉拔后的所述线坯置于退火炉中分别进行第一阶段退火与第二阶段退火,所述第一阶段退火的温度为700℃‑710℃,保温时间为4h‑6h,所述第二阶段退火的温度为650℃‑660℃,保温3h‑4h;手机用大扁头精密螺丝线材由上述的方法制成。本发明所述手机用大扁头精密螺丝线材的制备方法,制备的线材具有良好的塑性和均匀性、开裂率低。