
一种低成本汽车大梁用钢及其制造方法.pdf

邻家****mk

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种低成本汽车大梁用钢及其制造方法.pdf
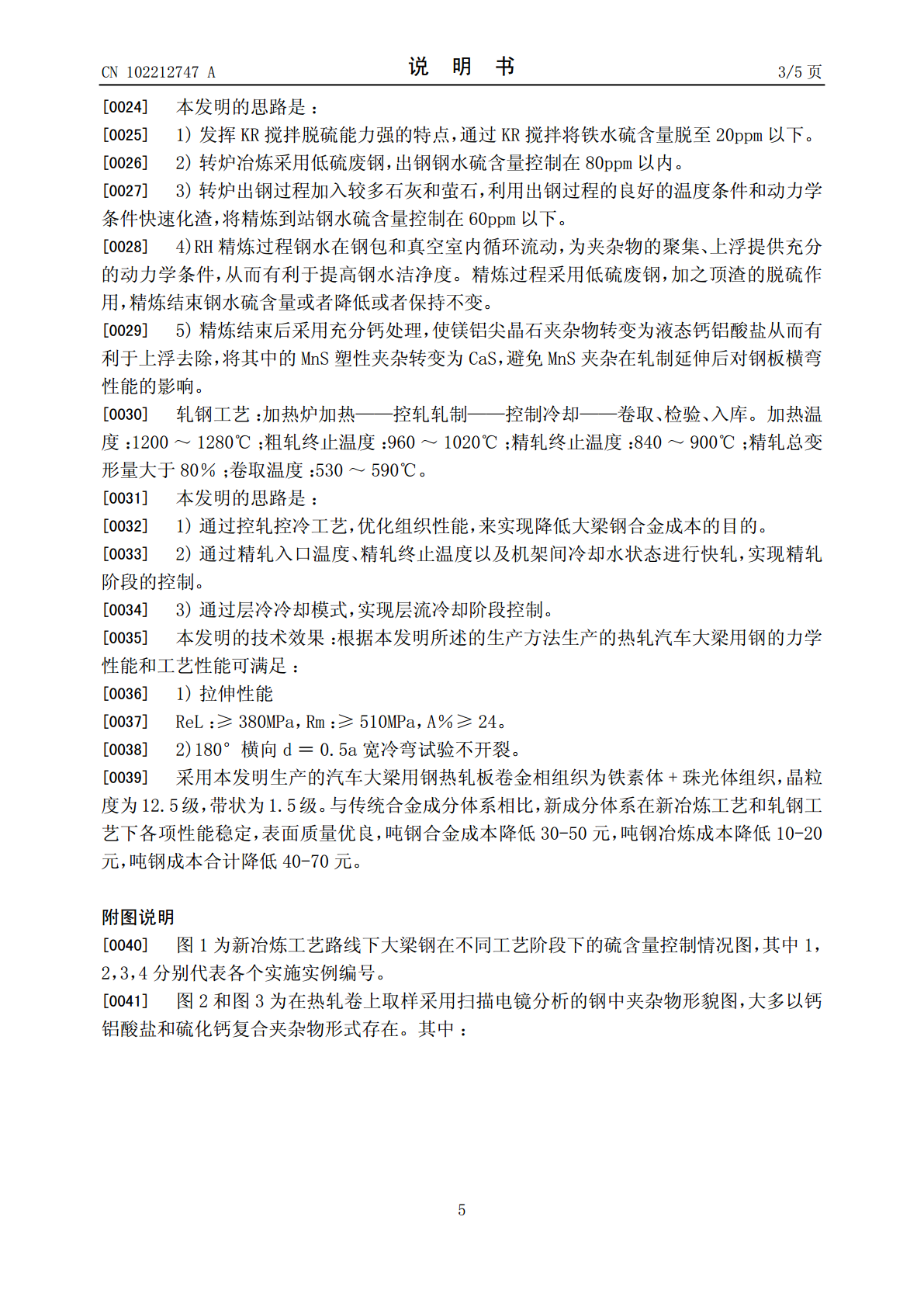
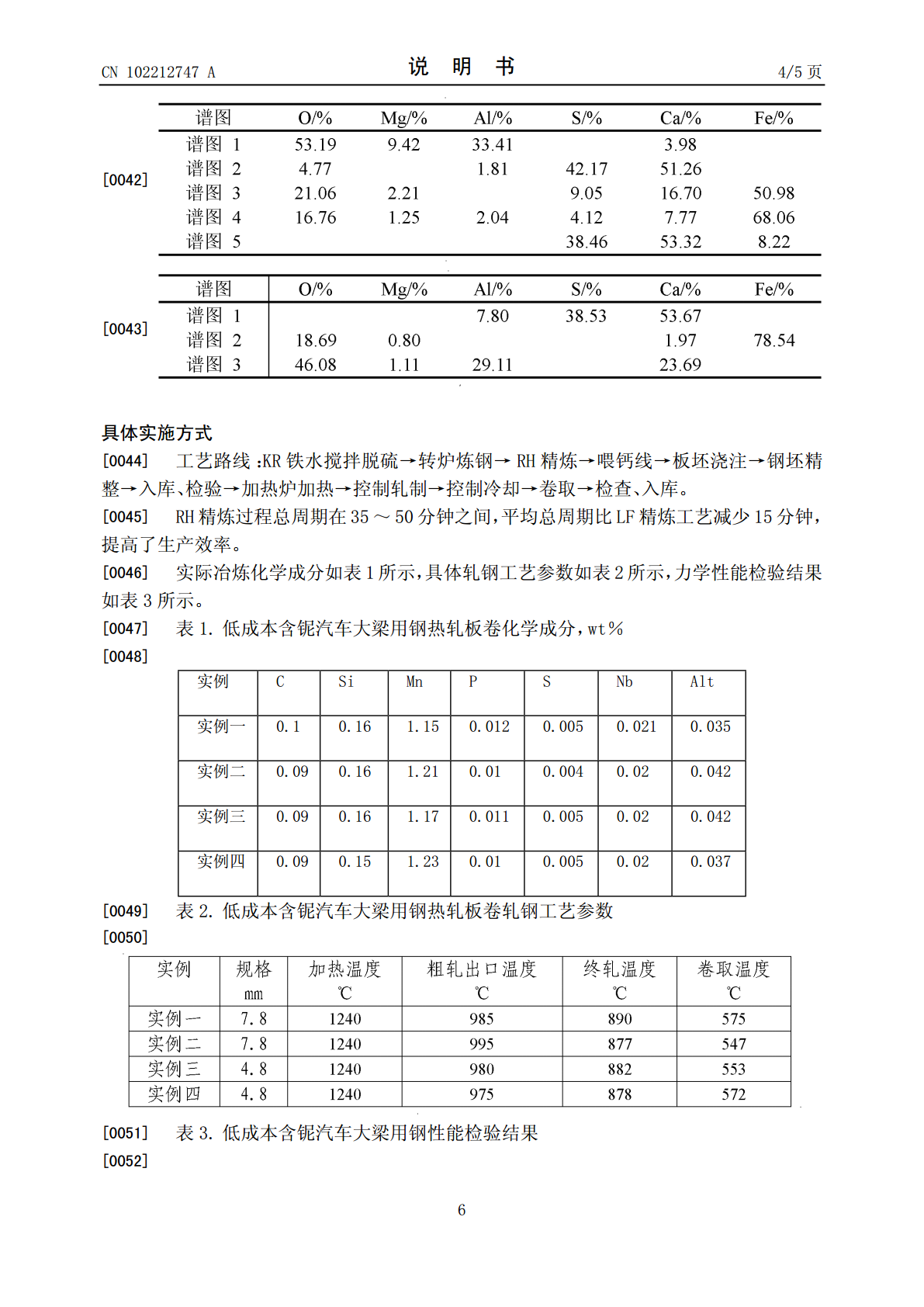
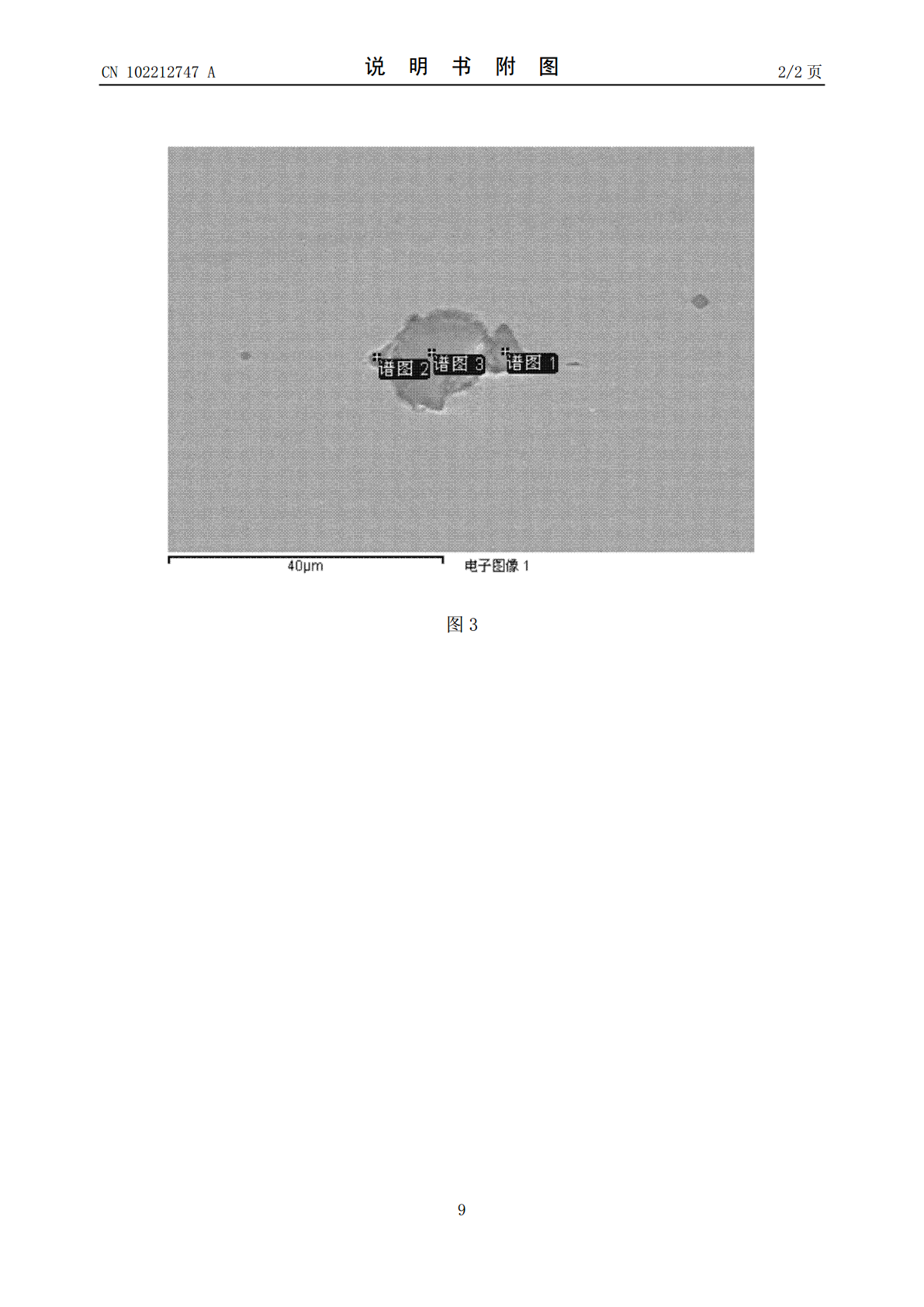
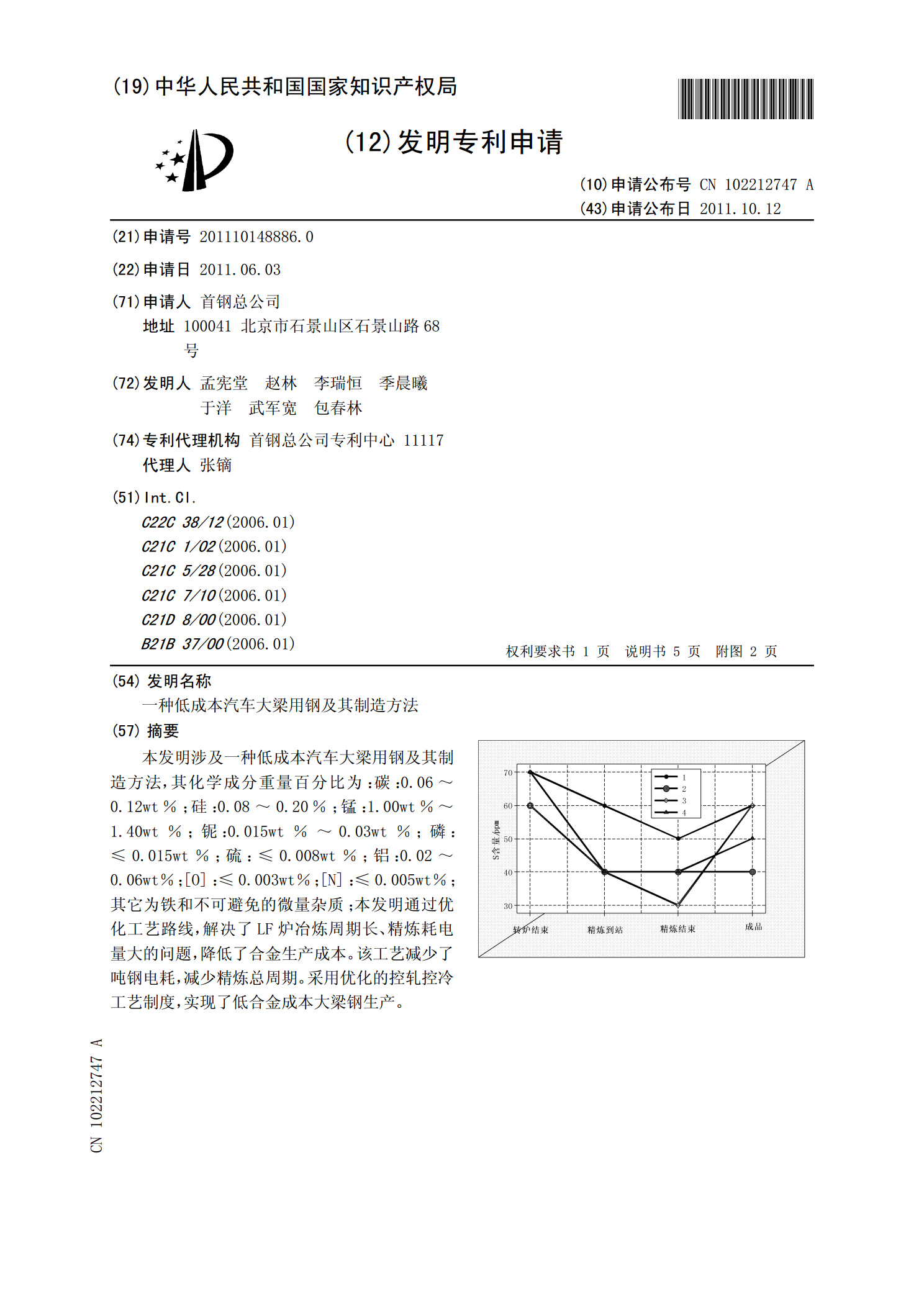
本发明涉及一种低成本汽车大梁用钢及其制造方法,其化学成分重量百分比为:碳:0.06~0.12wt%;硅:0.08~0.20%;锰:1.00wt%~1.40wt%;铌:0.015wt%~0.03wt%;磷:≤0.015wt%;硫:≤0.008wt%;铝:0.02~0.06wt%;[O]:≤0.003wt%;[N]:≤0.005wt%;其它为铁和不可避免的微量杂质;本发明通过优化工艺路线,解决了LF炉冶炼周期长、精炼耗电量大的问题,降低了合金生产成本。该工艺减少了吨钢电耗,减少精炼总周期。采用优化的控轧控冷工
一种汽车用非调质钢的低成本制造方法.pdf
一种汽车用非调质钢的低成本制造方法,属于合金钢生产技术领域。对电炉进行适应性改造,缩短冶炼周期至45分钟以内;全铁水冶炼,铁水装入量90%~100%;控制钢水终点碳含量在0.10~0.30wt%之间,利用电炉偏心炉底出钢方式,控制钢水中氧活度0.010~0.020%;降低用铝量至0.35~0.70千克/吨钢水;钢水中氧活度控制在0.0003~0.0005%;向钢水中加入钙线,用钙量为0.04~0.08千克/吨钢水;降低非调钢中氧含量至小于0.0020wt%。优点在于,生产成本低,满足汽车用非调质钢使用要求
一种短流程低成本门板用钢及其制造方法.pdf
本发明公开了一种短流程低成本门板用钢及其制造方法,所述门板用钢化学成份重量百分比为:C≤0.08%、Si≤0.030%、0.20%≤Mn≤0.40%、P≤0.020%、S≤0.020%、0.015%≤AlS≤0.070%、N≤0.0050%、0.04%≤Ti≤0.10%,余量为Fe和其他不可避免的杂质;所述短流程门板用钢生产流程为:高炉炼铁→铁水预处理→转炉冶炼→RH处理→薄板坯连铸→均热炉→除鳞→精轧→层流冷却→卷取→热轧平整→酸洗→镀锌→包装。本发明制备的门板钢采用短流程薄板坯连铸连轧和热轧直镀技术,
一种610L汽车大梁用钢及其CSP制备方法.pdf
一种610L汽车大梁用钢,其化学成分重量百分比为[C]:0.040~0.100Wt%,[Si]:0.25~0.40Wt%,[Mn]:1.45~1.60Wt%,[P]:≤0.018Wt%,[S]:≤0.008Wt%,[Nb]:0.030~0.052Wt%,[V]:0.080~0.120Wt%,[Als]:0.015~0.035Wt%,[Ca]:0.0015~0.0040Wt%,其余为铁和不可避免的微量元素。其生产工艺路线为:高炉铁水→铁水脱硫预处理→120吨复吹转炉冶炼→LF精炼→2流立弯形CSP薄板坯连铸
一种590L汽车大梁用钢及其CSP制备方法.pdf
一种590L汽车大梁用钢,其化学成分重量百分比为[C]:0.050~0.110Wt%,[Si]:0.25~0.45Wt%,[Mn]:1.50~1.70Wt%,[P]:≤0.018Wt%,[S]:≤0.008Wt%,[Nb]:0.025~0.060Wt%,[V]:0.070~0.120Wt%,[Als]:0.015~0.035Wt%,[Ca]:0.0015~0.0040Wt%,其余为铁和不可避免的微量元素。其生产工艺路线:高炉铁水→铁水脱硫预处理→120吨复吹转炉冶炼→LF精炼→2流立弯形CSP薄板坯连铸→