
一种空心铸铁型材的连铸生产装置.pdf

王秋****哥哥


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种空心铸铁型材的连铸生产装置.pdf
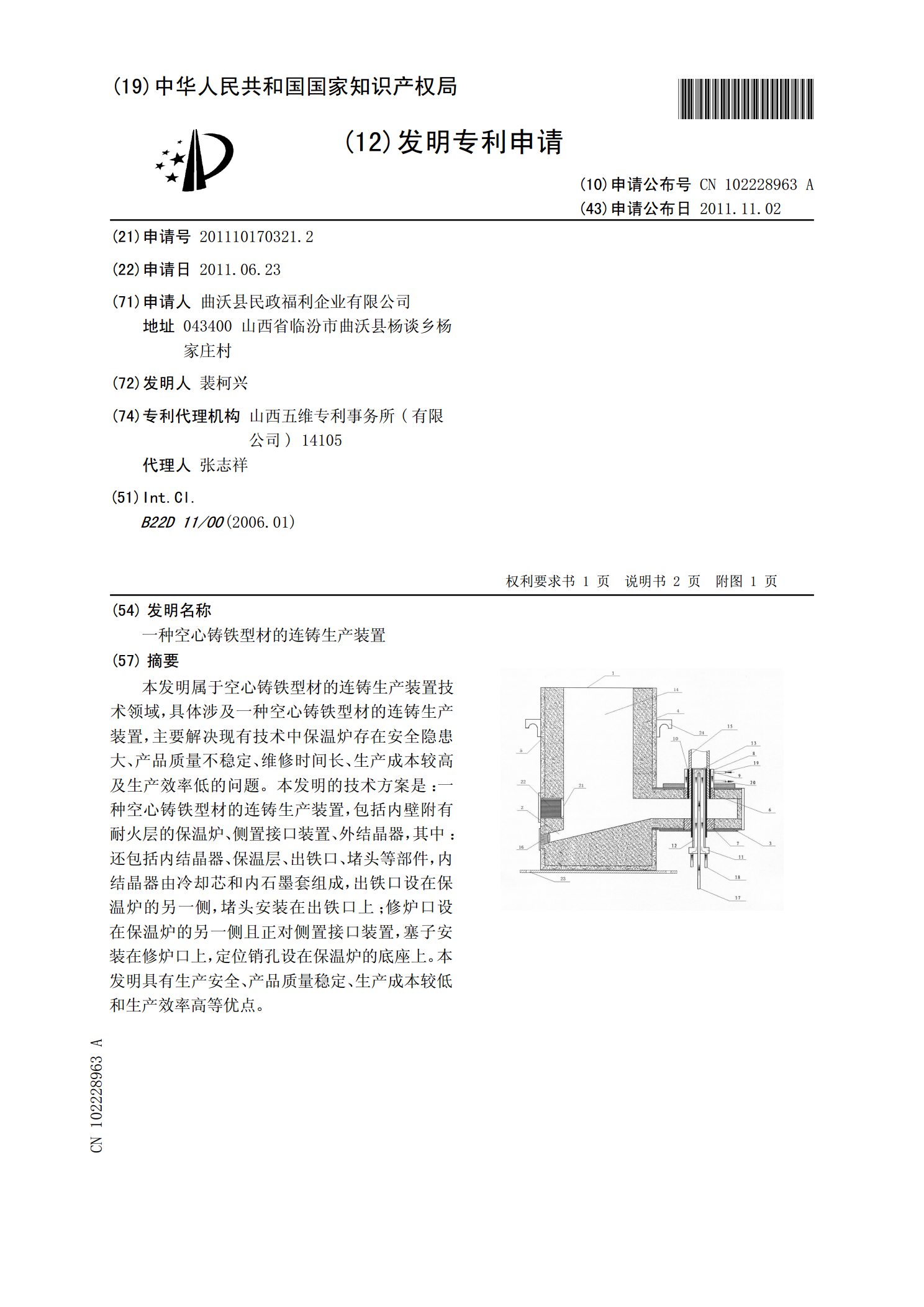
本发明属于空心铸铁型材的连铸生产装置技术领域,具体涉及一种空心铸铁型材的连铸生产装置,主要解决现有技术中保温炉存在安全隐患大、产品质量不稳定、维修时间长、生产成本较高及生产效率低的问题。本发明的技术方案是:一种空心铸铁型材的连铸生产装置,包括内壁附有耐火层的保温炉、侧置接口装置、外结晶器,其中:还包括内结晶器、保温层、出铁口、堵头等部件,内结晶器由冷却芯和内石墨套组成,出铁口设在保温炉的另一侧,堵头安装在出铁口上;修炉口设在保温炉的另一侧且正对侧置接口装置,塞子安装在修炉口上,定位销孔设在保温炉的底座上。
一种厚大断面铸铁型材的连铸生产装置.pdf
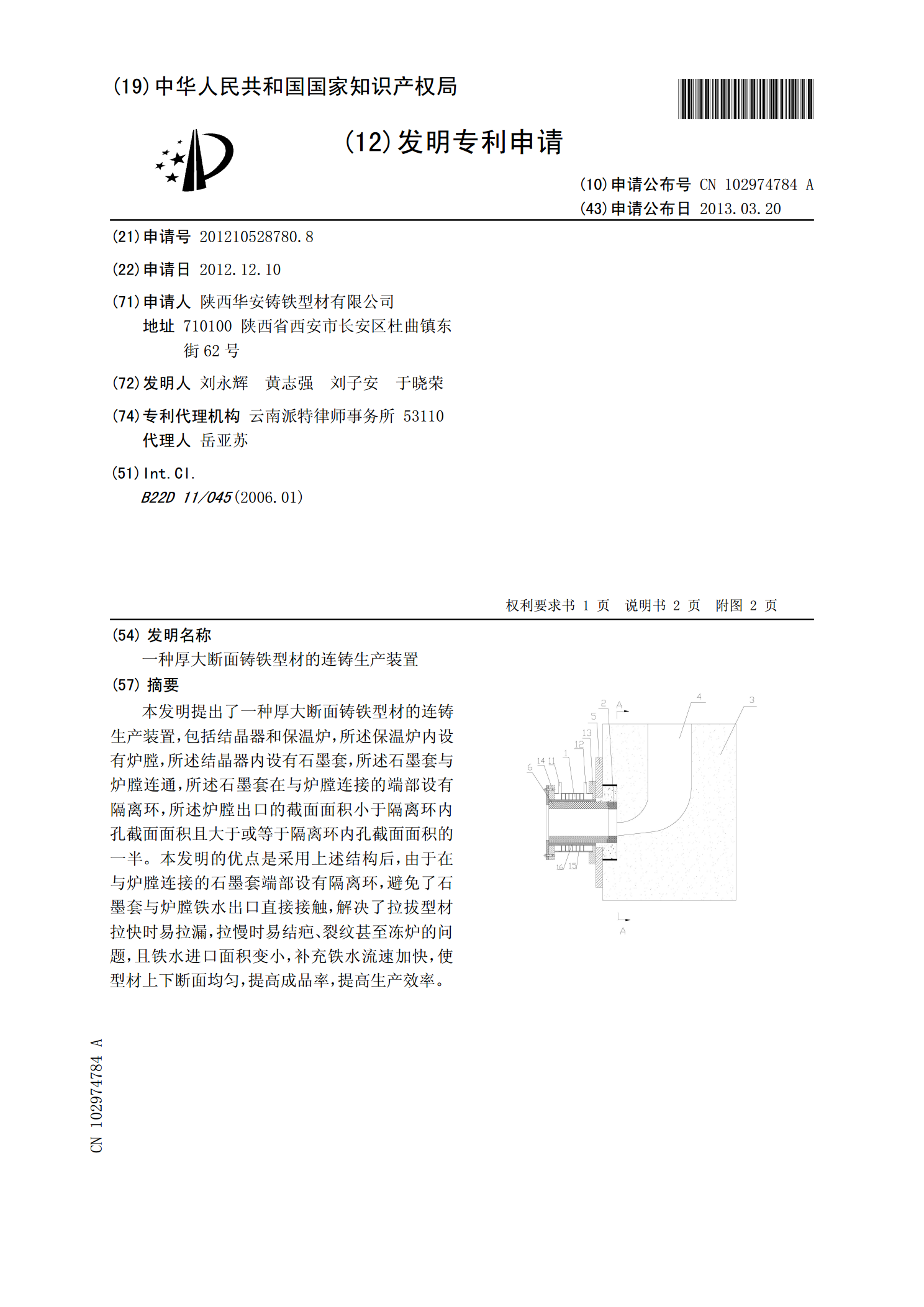
本发明提出了一种厚大断面铸铁型材的连铸生产装置,包括结晶器和保温炉,所述保温炉内设有炉膛,所述结晶器内设有石墨套,所述石墨套与炉膛连通,所述石墨套在与炉膛连接的端部设有隔离环,所述炉膛出口的截面面积小于隔离环内孔截面面积且大于或等于隔离环内孔截面面积的一半。本发明的优点是采用上述结构后,由于在与炉膛连接的石墨套端部设有隔离环,避免了石墨套与炉膛铁水出口直接接触,解决了拉拔型材拉快时易拉漏,拉慢时易结疤、裂纹甚至冻炉的问题,且铁水进口面积变小,补充铁水流速加快,使型材上下断面均匀,提高成品率,提高生产效率。
一种水平连铸铸铁型材的辅助出线装置.pdf
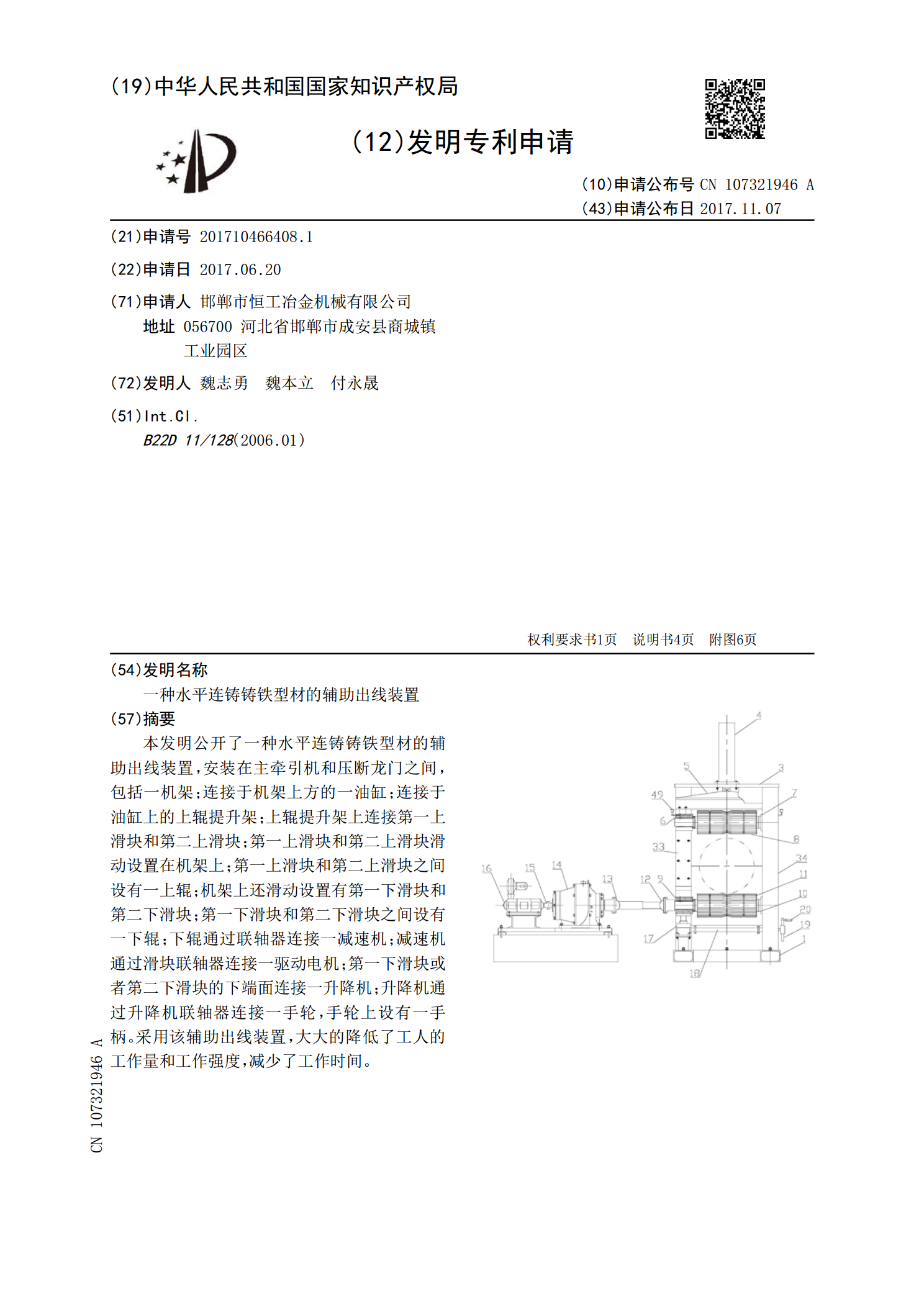
本发明公开了一种水平连铸铸铁型材的辅助出线装置,安装在主牵引机和压断龙门之间,包括一机架;连接于机架上方的一油缸;连接于油缸上的上辊提升架;上辊提升架上连接第一上滑块和第二上滑块;第一上滑块和第二上滑块滑动设置在机架上;第一上滑块和第二上滑块之间设有一上辊;机架上还滑动设置有第一下滑块和第二下滑块;第一下滑块和第二下滑块之间设有一下辊;下辊通过联轴器连接一减速机;减速机通过滑块联轴器连接一驱动电机;第一下滑块或者第二下滑块的下端面连接一升降机;升降机通过升降机联轴器连接一手轮,手轮上设有一手柄。采用该辅助
连铸铸铁型材生产变质处理新方法.pdf
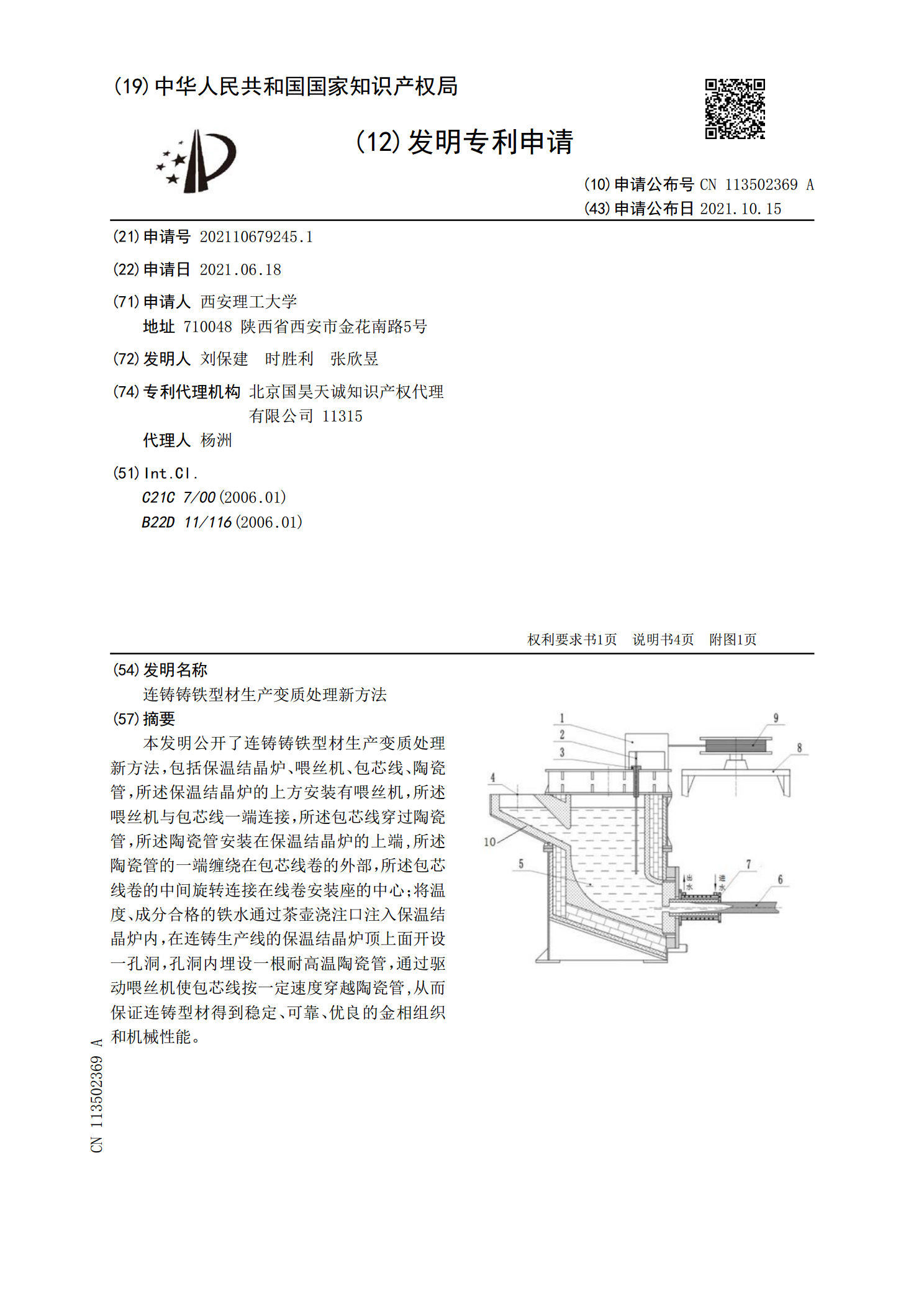
本发明公开了连铸铸铁型材生产变质处理新方法,包括保温结晶炉、喂丝机、包芯线、陶瓷管,所述保温结晶炉的上方安装有喂丝机,所述喂丝机与包芯线一端连接,所述包芯线穿过陶瓷管,所述陶瓷管安装在保温结晶炉的上端,所述陶瓷管的一端缠绕在包芯线卷的外部,所述包芯线卷的中间旋转连接在线卷安装座的中心;将温度、成分合格的铁水通过茶壶浇注口注入保温结晶炉内,在连铸生产线的保温结晶炉顶上面开设一孔洞,孔洞内埋设一根耐高温陶瓷管,通过驱动喂丝机使包芯线按一定速度穿越陶瓷管,从而保证连铸型材得到稳定、可靠、优良的金相组织和机械性能

水平连铸铸铁型材的特性及其应用.docx
水平连铸铸铁型材的特性及其应用标题:水平连铸铸铁型材的特性及其应用摘要:随着工业领域的不断发展,对于高强度、高耐久性和精细化加工的需求日益增多。水平连铸技术作为一种高效的铸造方法,广泛应用于铸铁型材的生产中。本论文将详细介绍水平连铸铸铁型材的特性,并探讨其在工业领域中的应用。1.引言水平连铸是一种通过连续流动铸造溶液来制造连续坯料的铸造方法。在水平连铸过程中,通过合理的操作和控制,可以获得高纯度、高密度、无缺陷的铸铁型材。由于这种铸造技术具有高度自动化、高效率和节省能源的特点,因而在铸铁型材的生产中得到广