
管线钢用埋弧焊丝及其制造方法.pdf

海昌****姐淑

1/6
2/6
3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

管线钢用埋弧焊丝及其制造方法.pdf
本发明提供一种管线钢用埋弧焊丝及其制造方法,该焊丝的成分:C:0.04%~0.07%,Si:0.10%~0.40%,Mn:1.40%~1.90%,Ni:0.40%~1.50%,Mo:0.20%~0.50%,Cu:0.10%~0.30%,V:0.03%~0.20%,AlS:0.02%~0.07%,S≤0.003%,P≤0.010%,余量为Fe及不可避免的杂质。其制造方法包括铁水脱硫-转炉冶炼-LF炉精炼-连铸-线材轧制-盘条剥壳-酸洗-涂硼砂-镀铜,所述LF精炼采用渣系成分为CaO40.0%~60.0%,A
一种埋弧焊丝用钢、盘条、埋弧焊丝及其制备方法.pdf
一种埋弧焊丝用钢、盘条、埋弧焊丝及其制备方法,属于钢铁冶炼技术领域,克服现有技术中的埋弧焊丝成本高、易结瘤的缺陷。本发明高Ti管线埋弧焊丝用钢的制备方法,包括转炉冶炼、LF精炼、连铸、轧制和冷却;所述LF精炼中,精炼炉渣组分以重量百分比计为:(CaO+CaF)40‑50%,Al
一种X100管线钢埋弧焊用焊丝及其制备方法.pdf
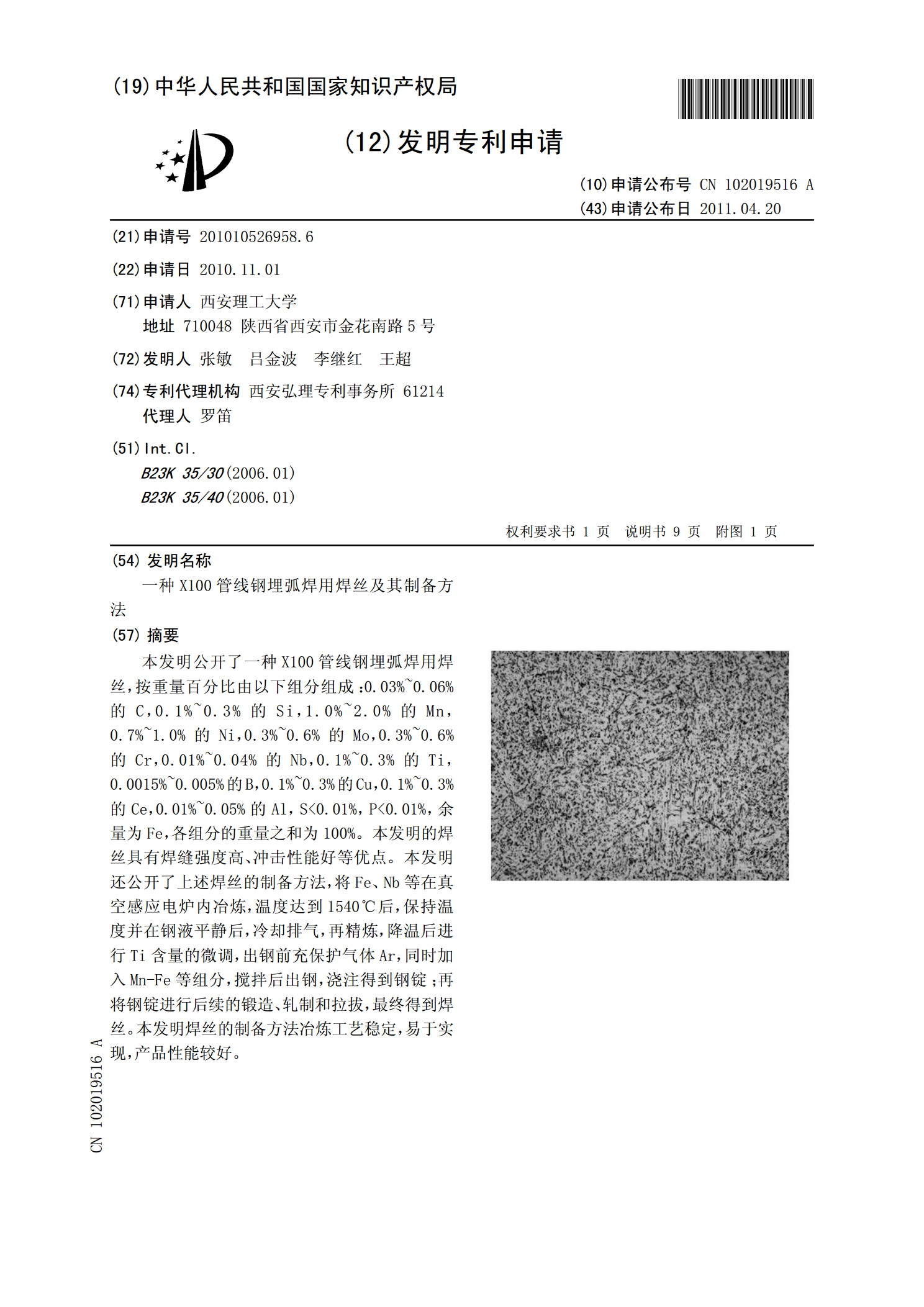
本发明公开了一种X100管线钢埋弧焊用焊丝,按重量百分比由以下组分组成:0.03%~0.06%的C,0.1%~0.3%的Si,1.0%~2.0%的Mn,0.7%~1.0%的Ni,0.3%~0.6%的Mo,0.3%~0.6%的Cr,0.01%~0.04%的Nb,0.1%~0.3%的Ti,0.0015%~0.005%的B,0.1%~0.3%的Cu,0.1%~0.3%的Ce,0.01%~0.05%的Al,S炉内冶炼,温度达到1540℃后,保持温度并在钢液平静后,冷却排气,再精炼,降温后进行Ti含量的微调,出钢前

一种X80管线钢埋弧焊丝用钢盘条的生产方法.pdf
一种X80管线钢埋弧焊丝用钢盘条的生产方法,属于焊丝用钢技术领域。采用130mm×130mm方坯连铸和控轧控冷工艺生产含Zr的X80管线钢埋弧焊丝用钢盘条,采用转炉双渣操作,出钢温度1670~1700℃,挡渣出钢;采用Si-Al-Ba、铝铁、铝粒复合脱氧;Mn、Mo、Ti、B、Zr微合金化;每炉加300~1200kg合成渣;控制氧活度≤10ppm;恒拉速全保护浇铸,合理的二次冷却制度;采用控制轧制技术与缓冷技术,保证适中的盘条强度。优点在于可稳定控制盘条内部和表面质量,开辟了一条用130mm×130mm小
一种管线钢用低温高韧性高强度埋弧焊丝及其制备方法.pdf
本发明公开了一种管线钢用低温高韧性高强度埋弧焊丝及其制备方法,该埋弧焊丝的成分包括:C、Si、Mn、P、S、Mo、Ti、B、Fe和不可避免的杂质。该埋弧焊丝的制备方法包括以下步骤:1)将脱硫铁水和其它原材料加入到转炉或电炉,经复合吹炼、脱氧、合金化、钢包精炼炉外精炼,得到钢水;2)钢水经连铸连浇,得到连铸坯,将连铸坯轧制成盘条;3)盘条经剥壳、酸洗、涂拉拔剂、拔丝、中间退火、拔丝、镀铜、拔丝,得到埋弧焊丝。本发明的埋弧焊丝适用于X60~X90及以上级别高强度管线钢的埋弧焊接,所得焊缝金属具有高强度和优异的