
锻造余热等温正火装置及其方法.pdf

淑然****by

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
锻造余热等温正火装置及其方法.pdf
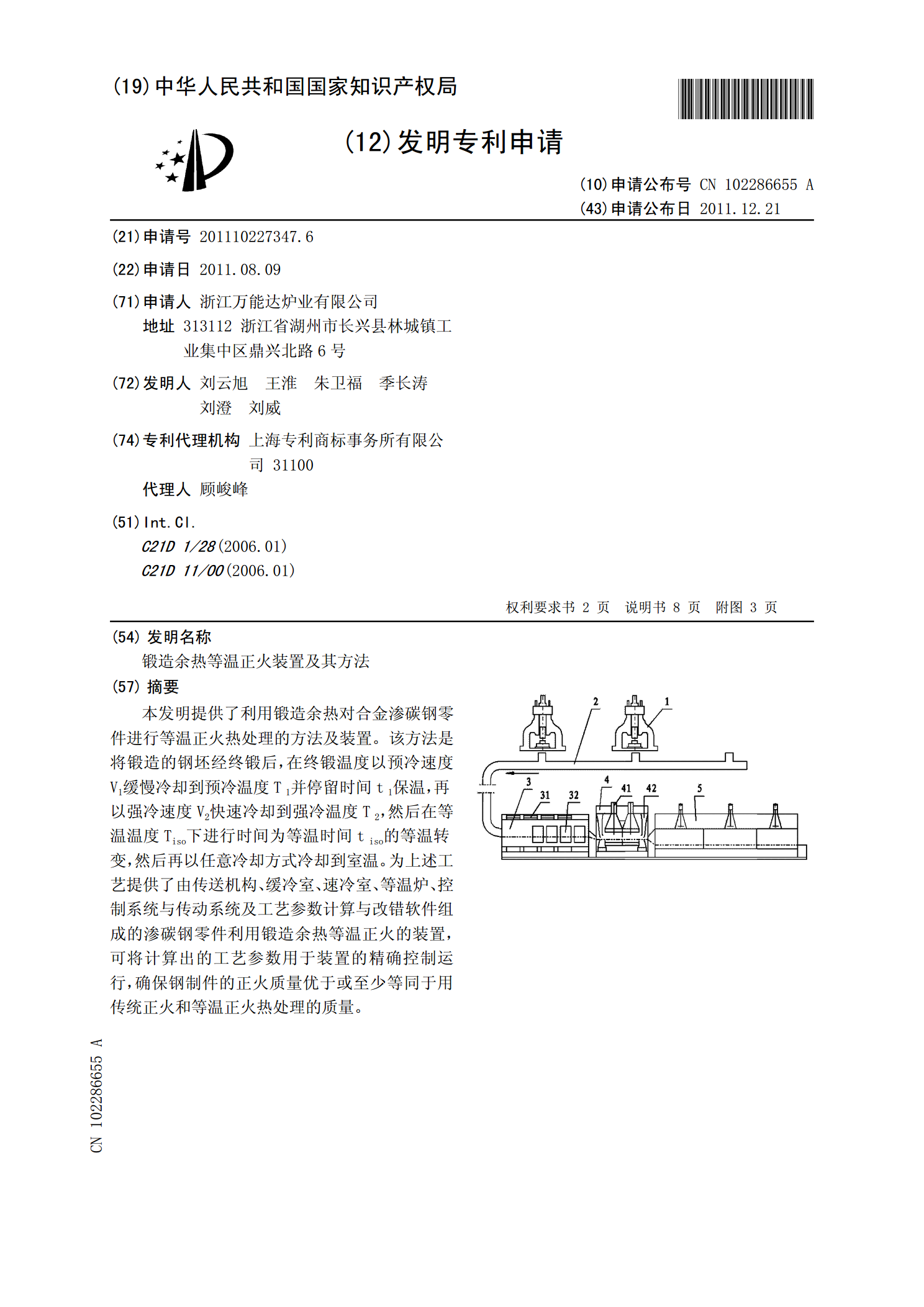
本发明提供了利用锻造余热对合金渗碳钢零件进行等温正火热处理的方法及装置。该方法是将锻造的钢坯经终锻后,在终锻温度以预冷速度V1缓慢冷却到预冷温度T1并停留时间t1保温,再以强冷速度V2快速冷却到强冷温度T2,然后在等温温度Tiso下进行时间为等温时间tiso的等温转变,然后再以任意冷却方式冷却到室温。为上述工艺提供了由传送机构、缓冷室、速冷室、等温炉、控制系统与传动系统及工艺参数计算与改错软件组成的渗碳钢零件利用锻造余热等温正火的装置,可将计算出的工艺参数用于装置的精确控制运行,确保钢制件的正火质量优于或
一种中碳钢锻造余热等温正火处理方法.pdf
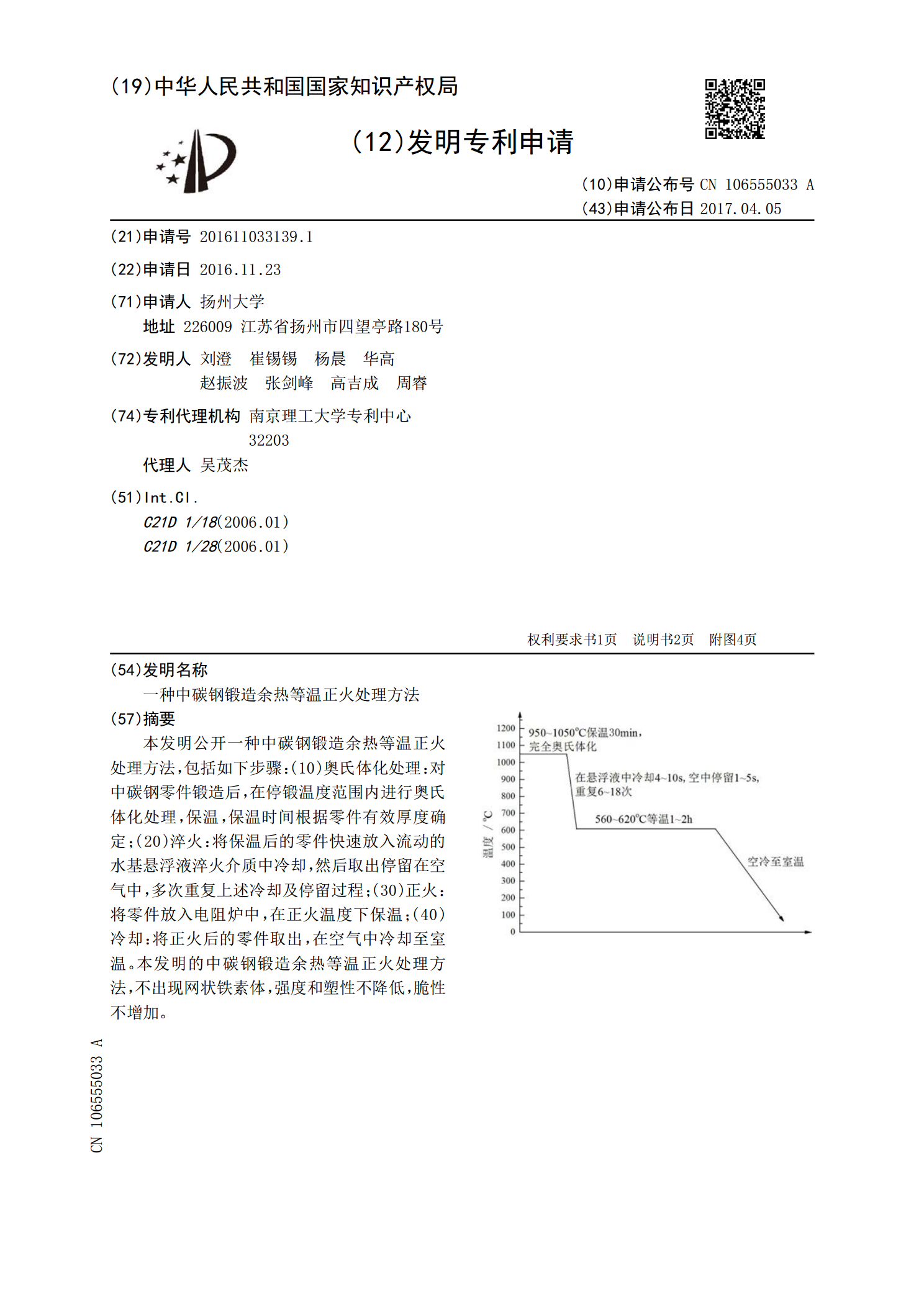
本发明公开一种中碳钢锻造余热等温正火处理方法,包括如下步骤:(10)奥氏体化处理:对中碳钢零件锻造后,在停锻温度范围内进行奥氏体化处理,保温,保温时间根据零件有效厚度确定;(20)淬火:将保温后的零件快速放入流动的水基悬浮液淬火介质中冷却,然后取出停留在空气中,多次重复上述冷却及停留过程;(30)正火:将零件放入电阻炉中,在正火温度下保温;(40)冷却:将正火后的零件取出,在空气中冷却至室温。本发明的中碳钢锻造余热等温正火处理方法,不出现网状铁素体,强度和塑性不降低,脆性不增加。

利用锻造余热等温正火稳定渗碳淬火变形规律.doc
利用锻造余热等温正火稳定渗碳淬火变形规律一、概述1.汽车渗碳钢件的现状与发展汽车齿轮、传动轴等重要零件一般均采用低合金渗碳钢制造,这类钢材是汽车用合金结构钢中使用最广、用量最大的钢种之一,一般都需要经过锻造、预先热处理、切削加工、渗碳、淬火、回火等多道冷热加工工序,以获得高的表面硬度和较好的心部韧性,使工件具有耐磨、耐疲劳和耐点蚀等良好的特性。由于各国资源和工业发展的经验不同,各国的各大工厂使用的渗碳钢种也不完全相同。目前,各国标准中列出的渗碳钢钢号比较多,汽车齿轮用渗碳钢主要是低碳合金钢,其中Cr钢、M
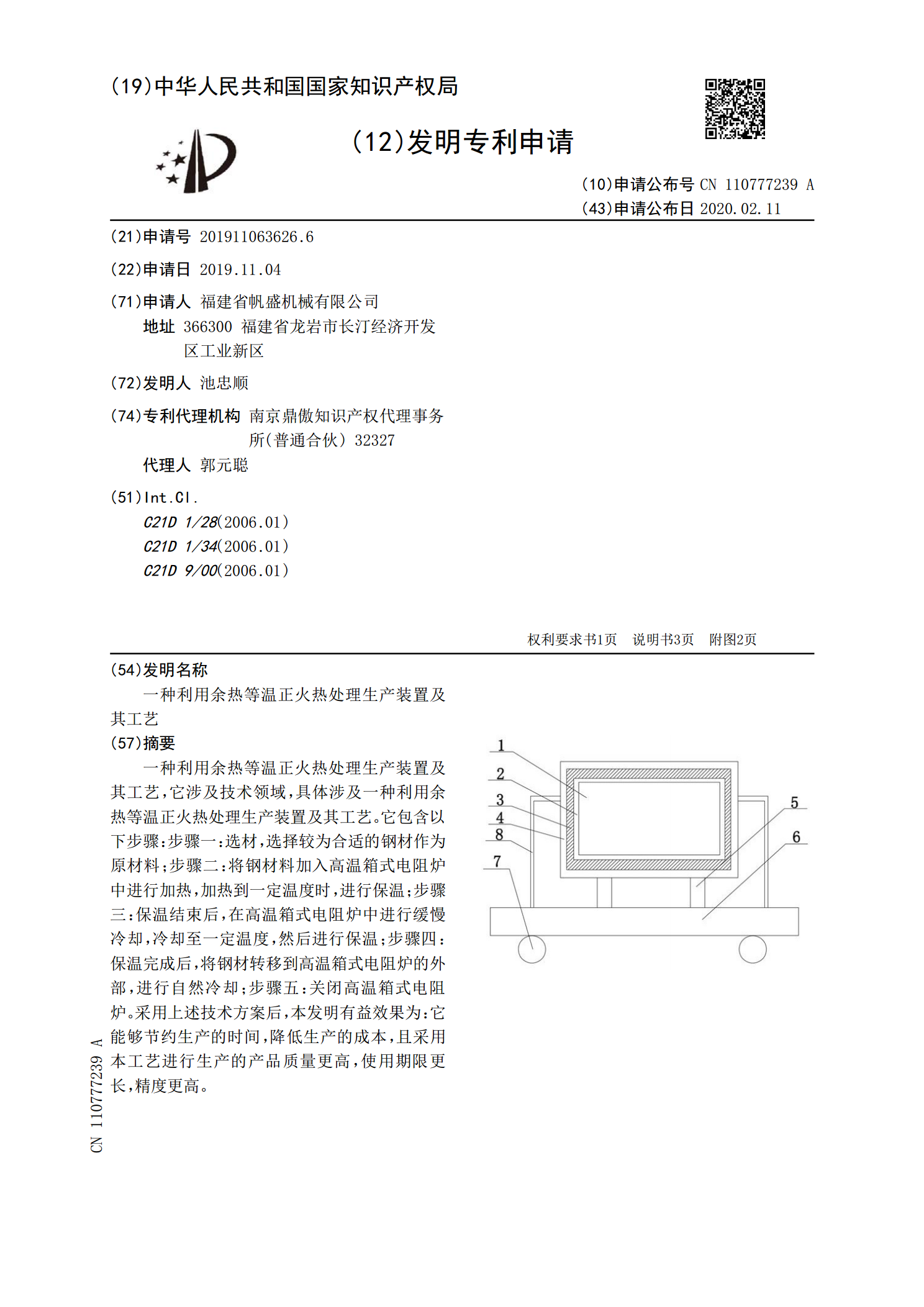
一种利用余热等温正火热处理生产装置及其工艺.pdf
一种利用余热等温正火热处理生产装置及其工艺,它涉及技术领域,具体涉及一种利用余热等温正火热处理生产装置及其工艺。它包含以下步骤:步骤一:选材,选择较为合适的钢材作为原材料;步骤二:将钢材料加入高温箱式电阻炉中进行加热,加热到一定温度时,进行保温;步骤三:保温结束后,在高温箱式电阻炉中进行缓慢冷却,冷却至一定温度,然后进行保温;步骤四:保温完成后,将钢材转移到高温箱式电阻炉的外部,进行自然冷却;步骤五:关闭高温箱式电阻炉。采用上述技术方案后,本发明有益效果为:它能够节约生产的时间,降低生产的成本,且采用本工
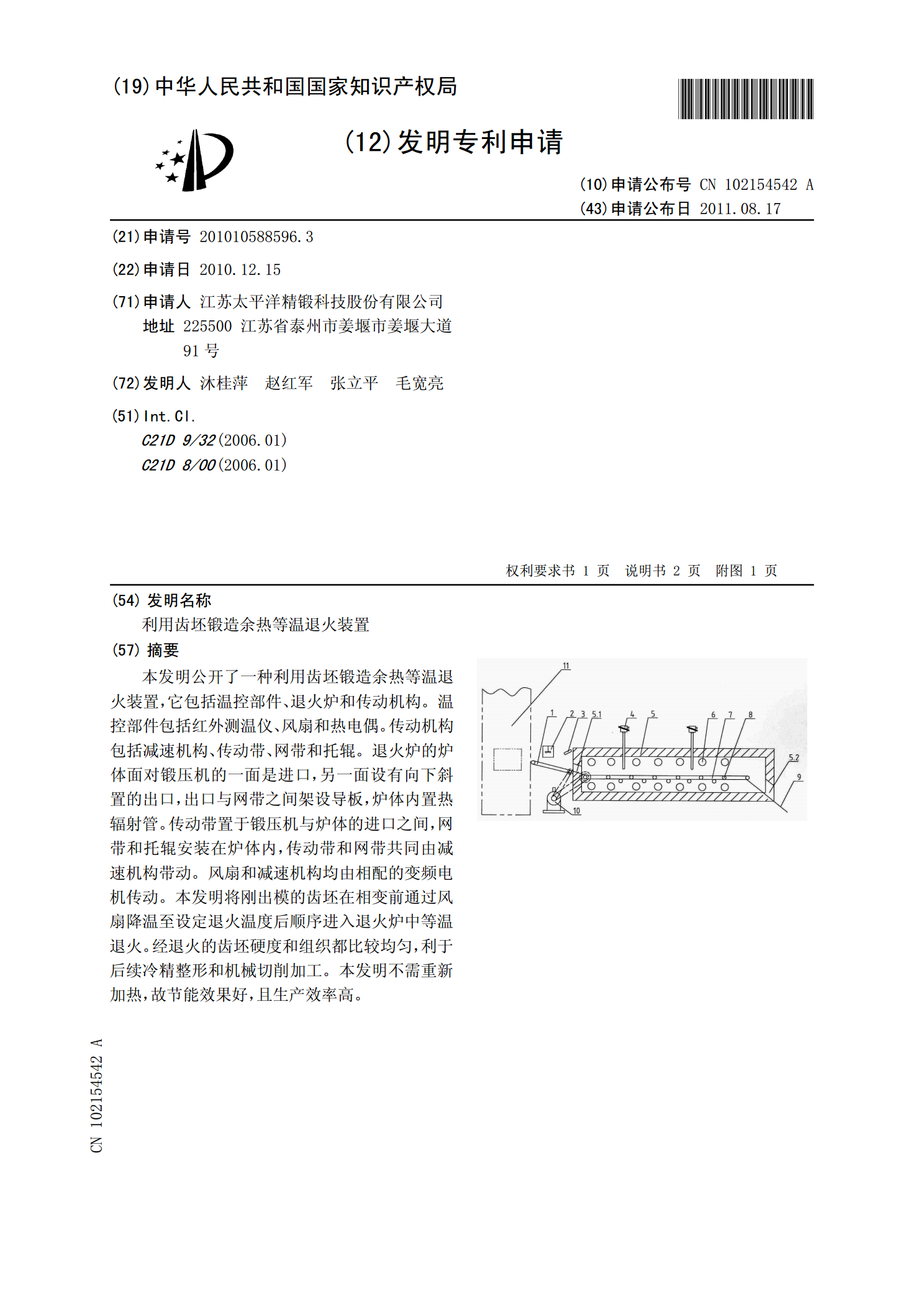
利用齿坯锻造余热等温退火装置.pdf
本发明公开了一种利用齿坯锻造余热等温退火装置,它包括温控部件、退火炉和传动机构。温控部件包括红外测温仪、风扇和热电偶。传动机构包括减速机构、传动带、网带和托辊。退火炉的炉体面对锻压机的一面是进口,另一面设有向下斜置的出口,出口与网带之间架设导板,炉体内置热辐射管。传动带置于锻压机与炉体的进口之间,网带和托辊安装在炉体内,传动带和网带共同由减速机构带动。风扇和减速机构均由相配的变频电机传动。本发明将刚出模的齿坯在相变前通过风扇降温至设定退火温度后顺序进入退火炉中等温退火。经退火的齿坯硬度和组织都比较均匀,利