
一种中碳钢锻造余热等温正火处理方法.pdf

Ja****44

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种中碳钢锻造余热等温正火处理方法.pdf
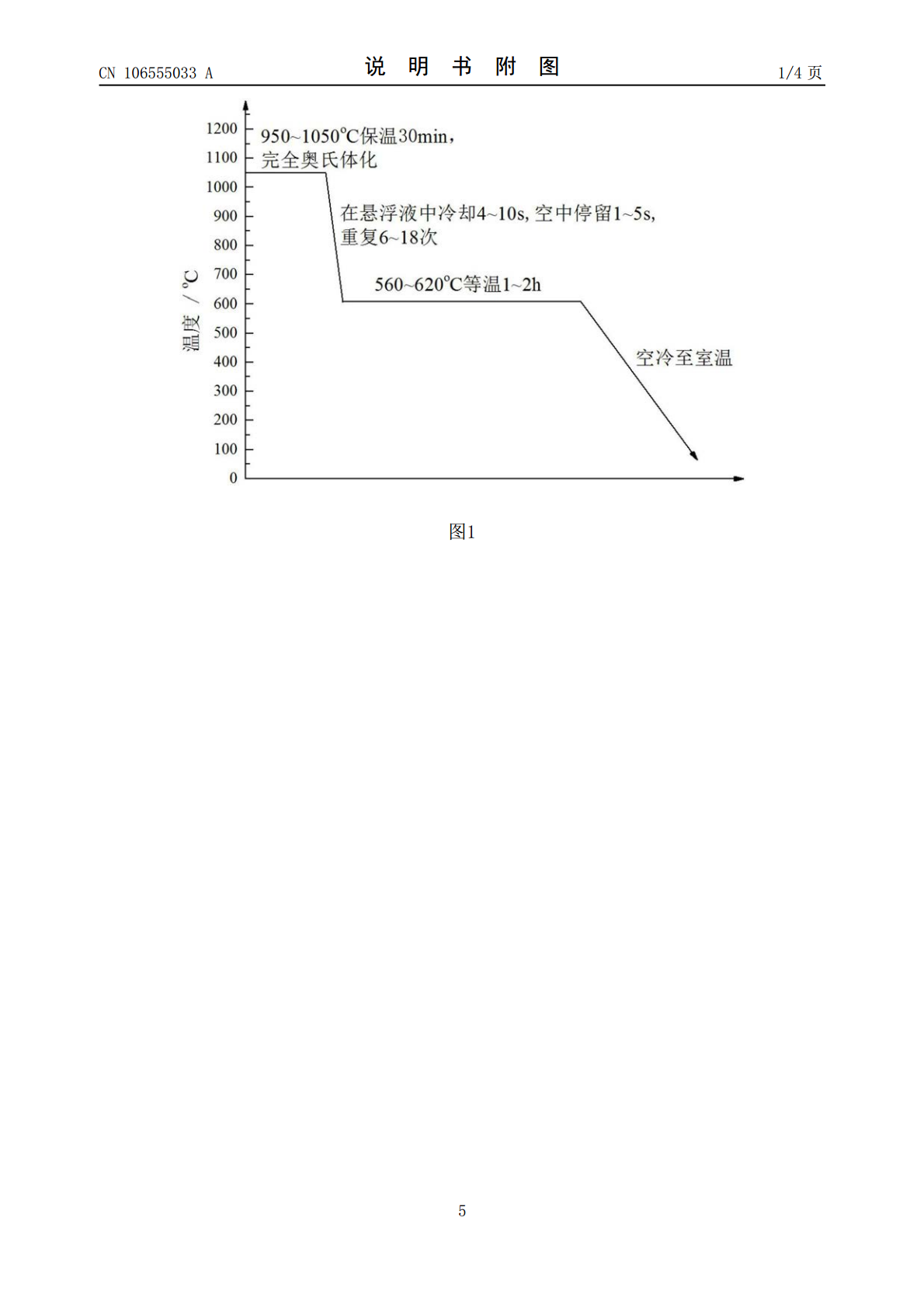
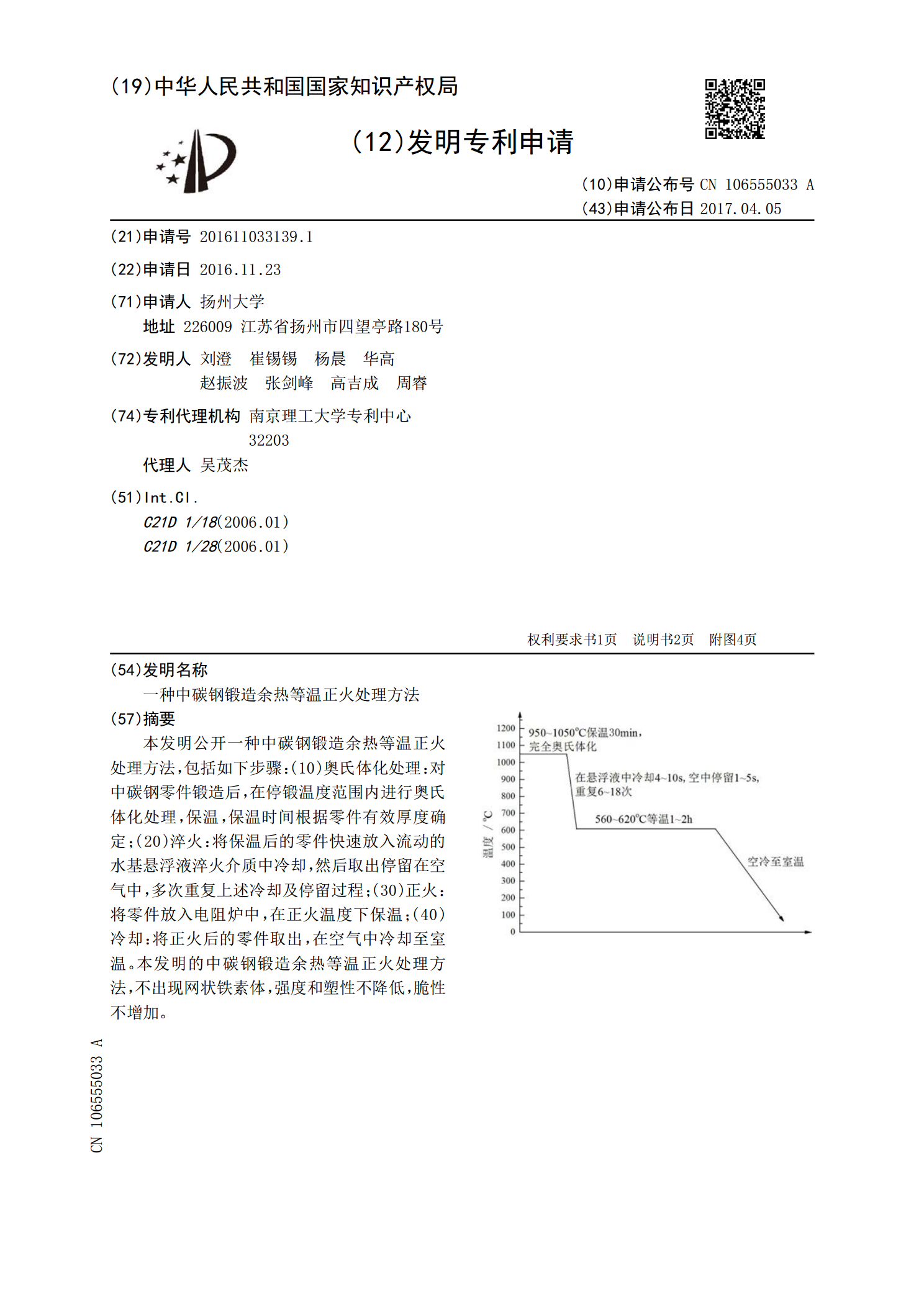
本发明公开一种中碳钢锻造余热等温正火处理方法,包括如下步骤:(10)奥氏体化处理:对中碳钢零件锻造后,在停锻温度范围内进行奥氏体化处理,保温,保温时间根据零件有效厚度确定;(20)淬火:将保温后的零件快速放入流动的水基悬浮液淬火介质中冷却,然后取出停留在空气中,多次重复上述冷却及停留过程;(30)正火:将零件放入电阻炉中,在正火温度下保温;(40)冷却:将正火后的零件取出,在空气中冷却至室温。本发明的中碳钢锻造余热等温正火处理方法,不出现网状铁素体,强度和塑性不降低,脆性不增加。
锻造余热等温正火装置及其方法.pdf
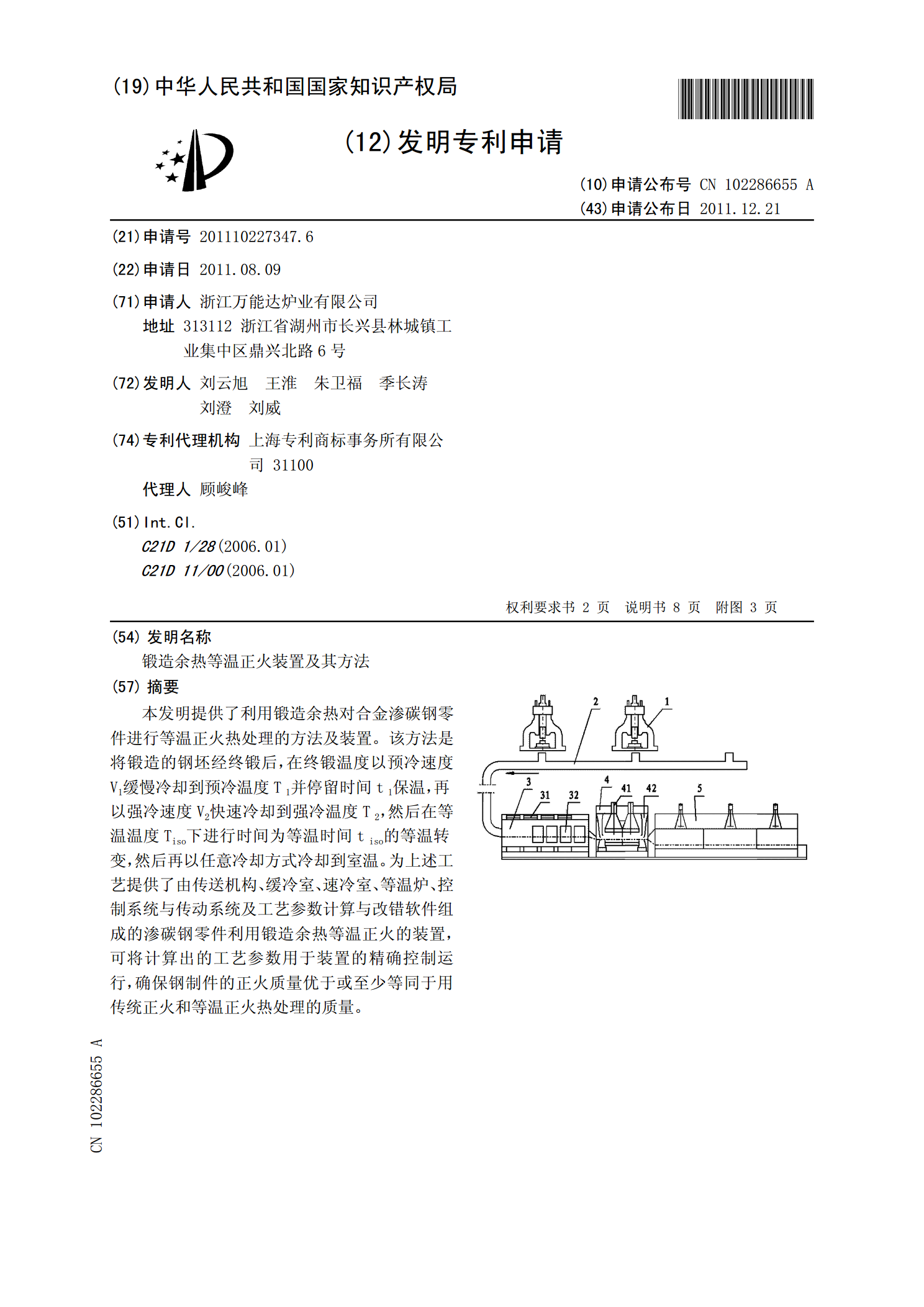
本发明提供了利用锻造余热对合金渗碳钢零件进行等温正火热处理的方法及装置。该方法是将锻造的钢坯经终锻后,在终锻温度以预冷速度V1缓慢冷却到预冷温度T1并停留时间t1保温,再以强冷速度V2快速冷却到强冷温度T2,然后在等温温度Tiso下进行时间为等温时间tiso的等温转变,然后再以任意冷却方式冷却到室温。为上述工艺提供了由传送机构、缓冷室、速冷室、等温炉、控制系统与传动系统及工艺参数计算与改错软件组成的渗碳钢零件利用锻造余热等温正火的装置,可将计算出的工艺参数用于装置的精确控制运行,确保钢制件的正火质量优于或

利用锻造余热等温正火稳定渗碳淬火变形规律.doc
利用锻造余热等温正火稳定渗碳淬火变形规律一、概述1.汽车渗碳钢件的现状与发展汽车齿轮、传动轴等重要零件一般均采用低合金渗碳钢制造,这类钢材是汽车用合金结构钢中使用最广、用量最大的钢种之一,一般都需要经过锻造、预先热处理、切削加工、渗碳、淬火、回火等多道冷热加工工序,以获得高的表面硬度和较好的心部韧性,使工件具有耐磨、耐疲劳和耐点蚀等良好的特性。由于各国资源和工业发展的经验不同,各国的各大工厂使用的渗碳钢种也不完全相同。目前,各国标准中列出的渗碳钢钢号比较多,汽车齿轮用渗碳钢主要是低碳合金钢,其中Cr钢、M
一种利用余热等温正火热处理生产装置及其工艺.pdf
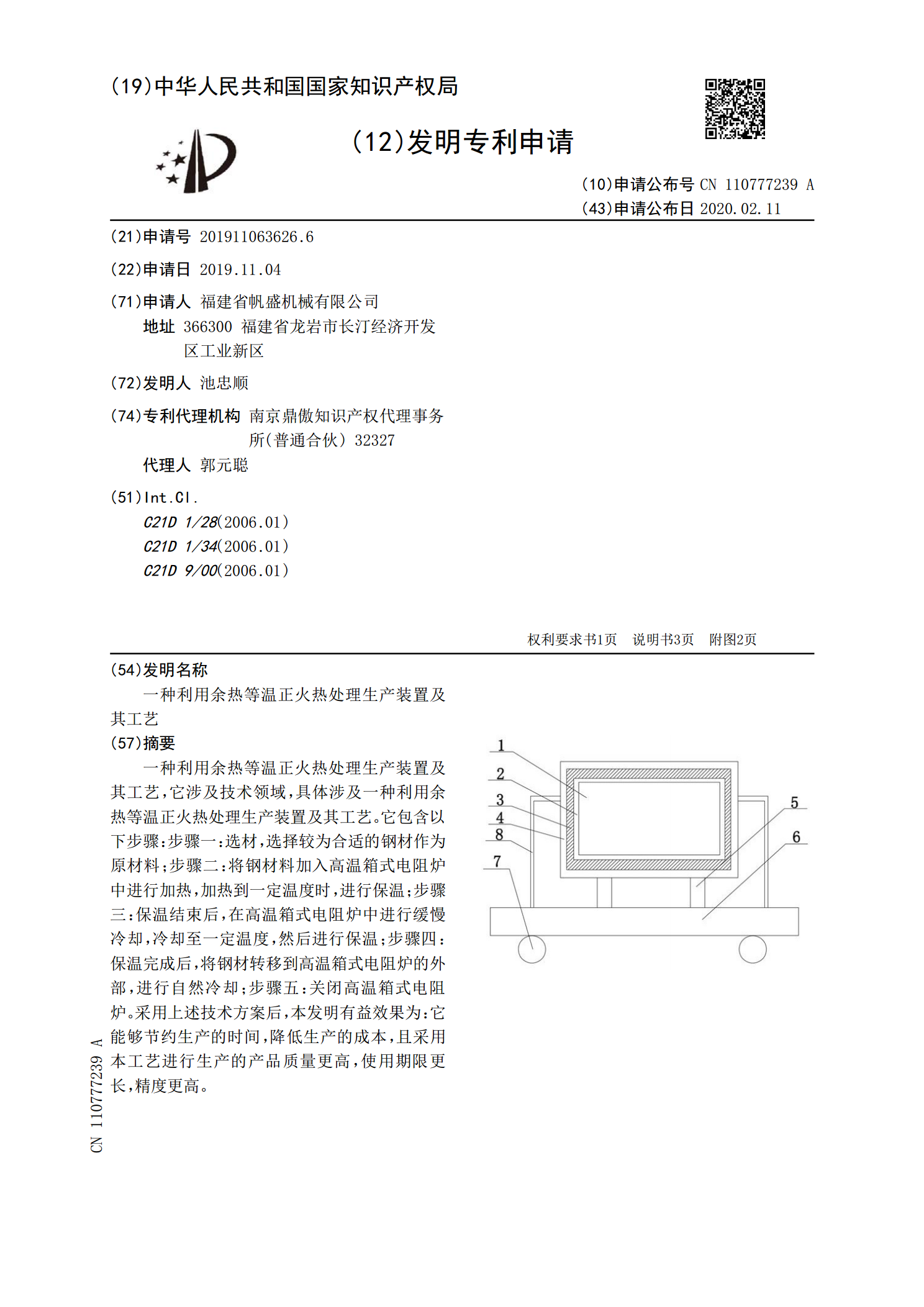
一种利用余热等温正火热处理生产装置及其工艺,它涉及技术领域,具体涉及一种利用余热等温正火热处理生产装置及其工艺。它包含以下步骤:步骤一:选材,选择较为合适的钢材作为原材料;步骤二:将钢材料加入高温箱式电阻炉中进行加热,加热到一定温度时,进行保温;步骤三:保温结束后,在高温箱式电阻炉中进行缓慢冷却,冷却至一定温度,然后进行保温;步骤四:保温完成后,将钢材转移到高温箱式电阻炉的外部,进行自然冷却;步骤五:关闭高温箱式电阻炉。采用上述技术方案后,本发明有益效果为:它能够节约生产的时间,降低生产的成本,且采用本工
一种齿轮钢20CrMnTiH等温正火处理方法.pdf
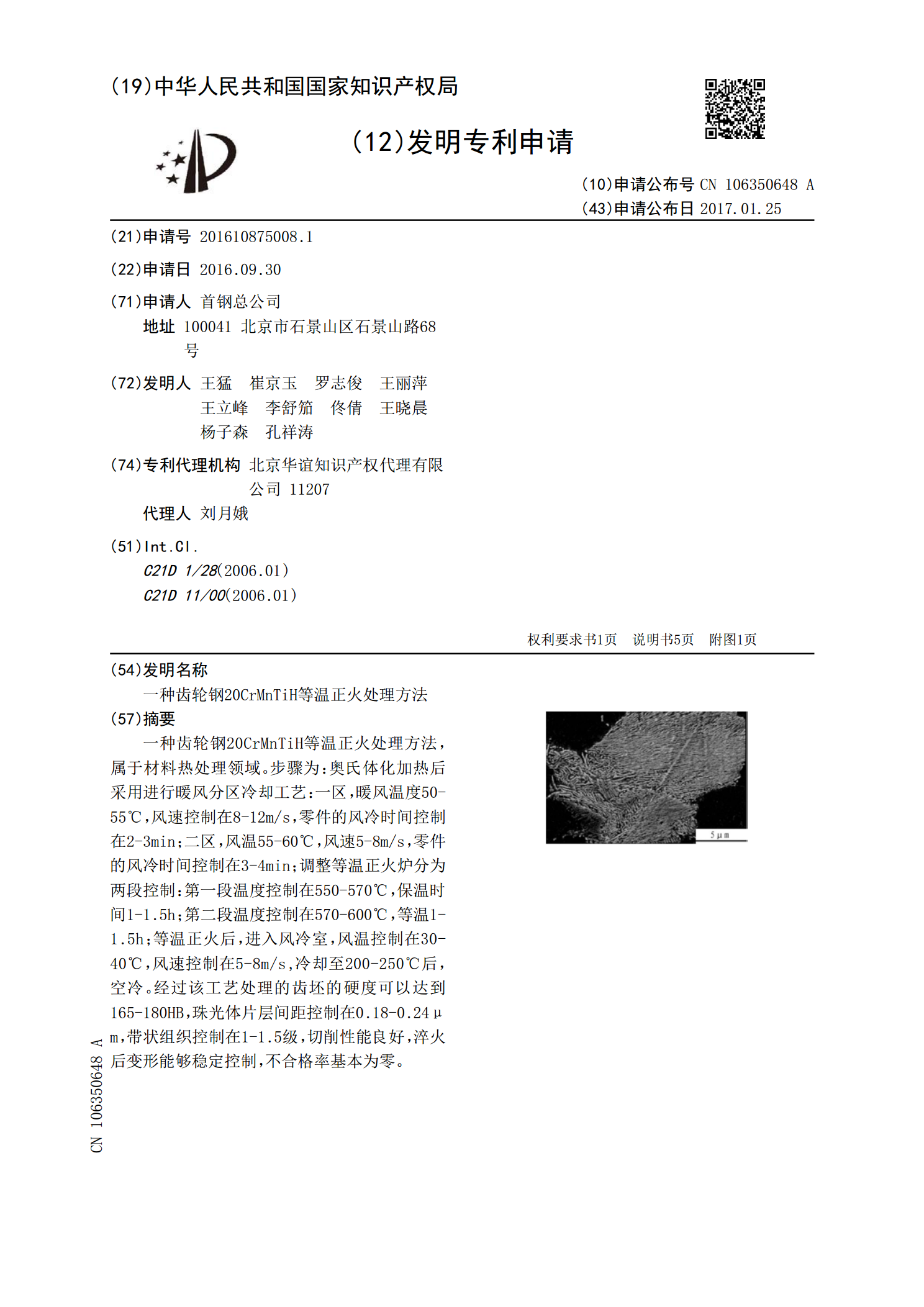
一种齿轮钢20CrMnTiH等温正火处理方法,属于材料热处理领域。步骤为:奥氏体化加热后采用进行暖风分区冷却工艺:一区,暖风温度50‑55℃,风速控制在8‑12m/s,零件的风冷时间控制在2‑3min;二区,风温55‑60℃,风速5‑8m/s,零件的风冷时间控制在3‑4min;调整等温正火炉分为两段控制:第一段温度控制在550‑570℃,保温时间1‑1.5h;第二段温度控制在570‑600℃,等温1‑1.5h;等温正火后,进入风冷室,风温控制在30‑40℃,风速控制在5‑8m/s,冷却至200‑250℃后