
连轧管机芯棒用钢及其制备工艺.pdf

书錦****by


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
连轧管机芯棒用钢及其制备工艺.pdf
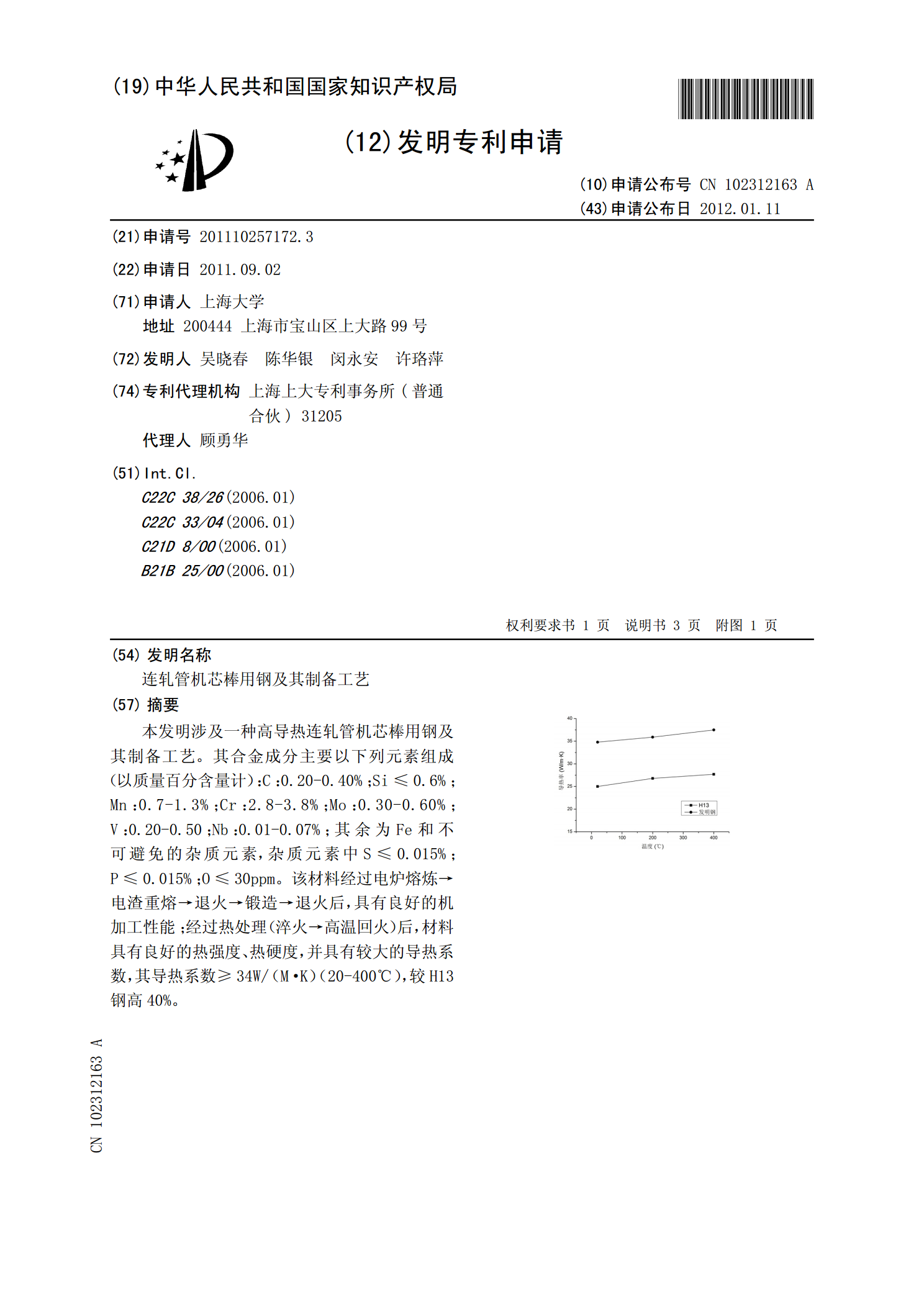
本发明涉及一种高导热连轧管机芯棒用钢及其制备工艺。其合金成分主要以下列元素组成(以质量百分含量计):C:0.20-0.40%;Si≤0.6%;Mn:0.7-1.3%;Cr:2.8-3.8%;Mo:0.30-0.60%;V:0.20-0.50;Nb:0.01-0.07%;其余为Fe和不可避免的杂质元素,杂质元素中S≤0.015%;P≤0.015%;O≤30ppm。该材料经过电炉熔炼→电渣重熔→退火→锻造→退火后,具有良好的机加工性能;经过热处理(淬火→高温回火)后,材料具有良好的热强度、热硬度,并具有较大的
高强韧连轧管机芯棒用钢及其制备工艺.pdf
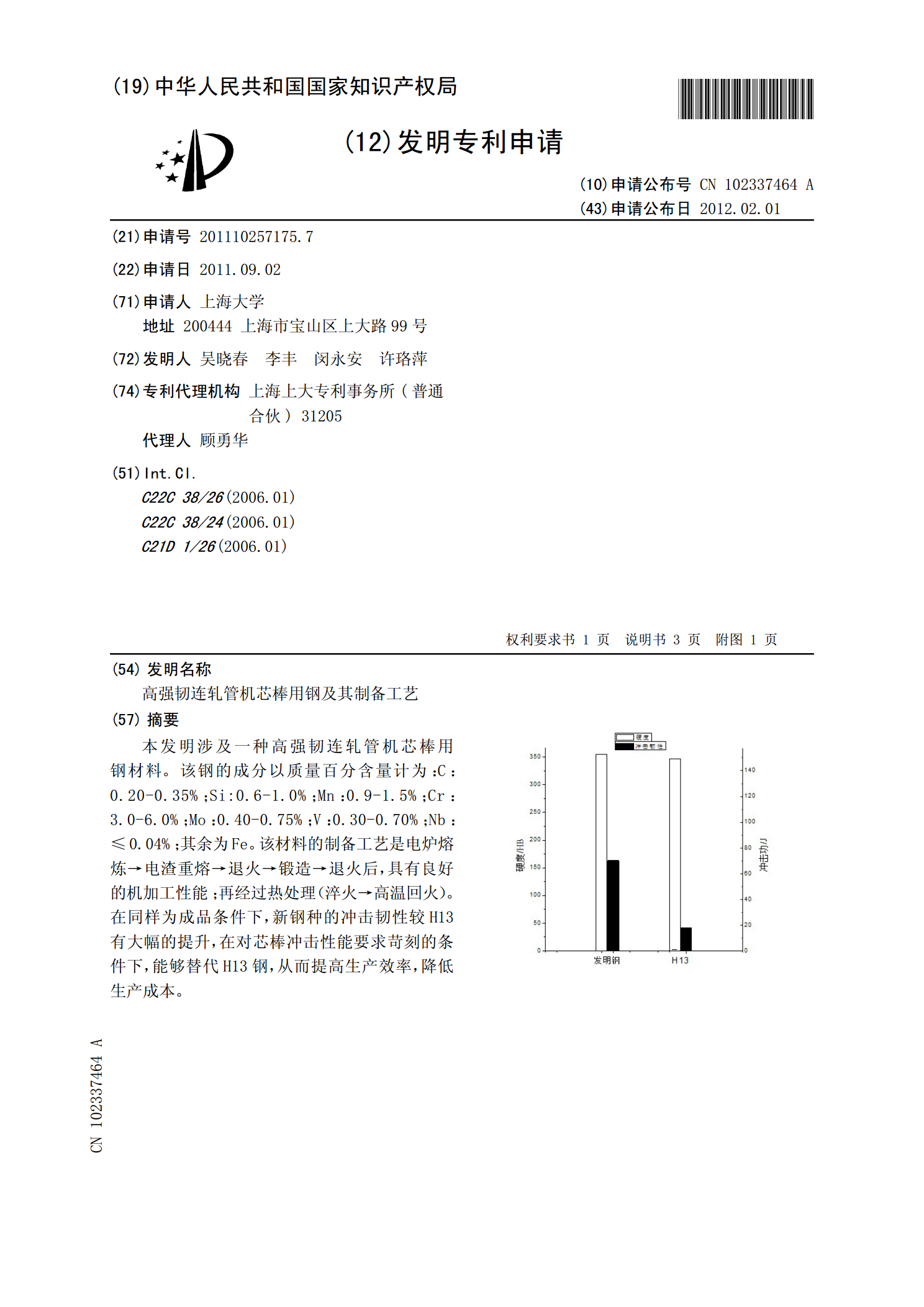
本发明涉及一种高强韧连轧管机芯棒用钢材料。该钢的成分以质量百分含量计为:C:0.20-0.35%;Si:0.6-1.0%;Mn:0.9-1.5%;Cr:3.0-6.0%;Mo:0.40-0.75%;V:0.30-0.70%;Nb:≤0.04%;其余为Fe。该材料的制备工艺是电炉熔炼→电渣重熔→退火→锻造→退火后,具有良好的机加工性能;再经过热处理(淬火→高温回火)。在同样为成品条件下,新钢种的冲击韧性较H13有大幅的提升,在对芯棒冲击性能要求苛刻的条件下,能够替代H13钢,从而提高生产效率,降低生产成本。
连轧管机空心芯棒用钢及其制备工艺.pdf
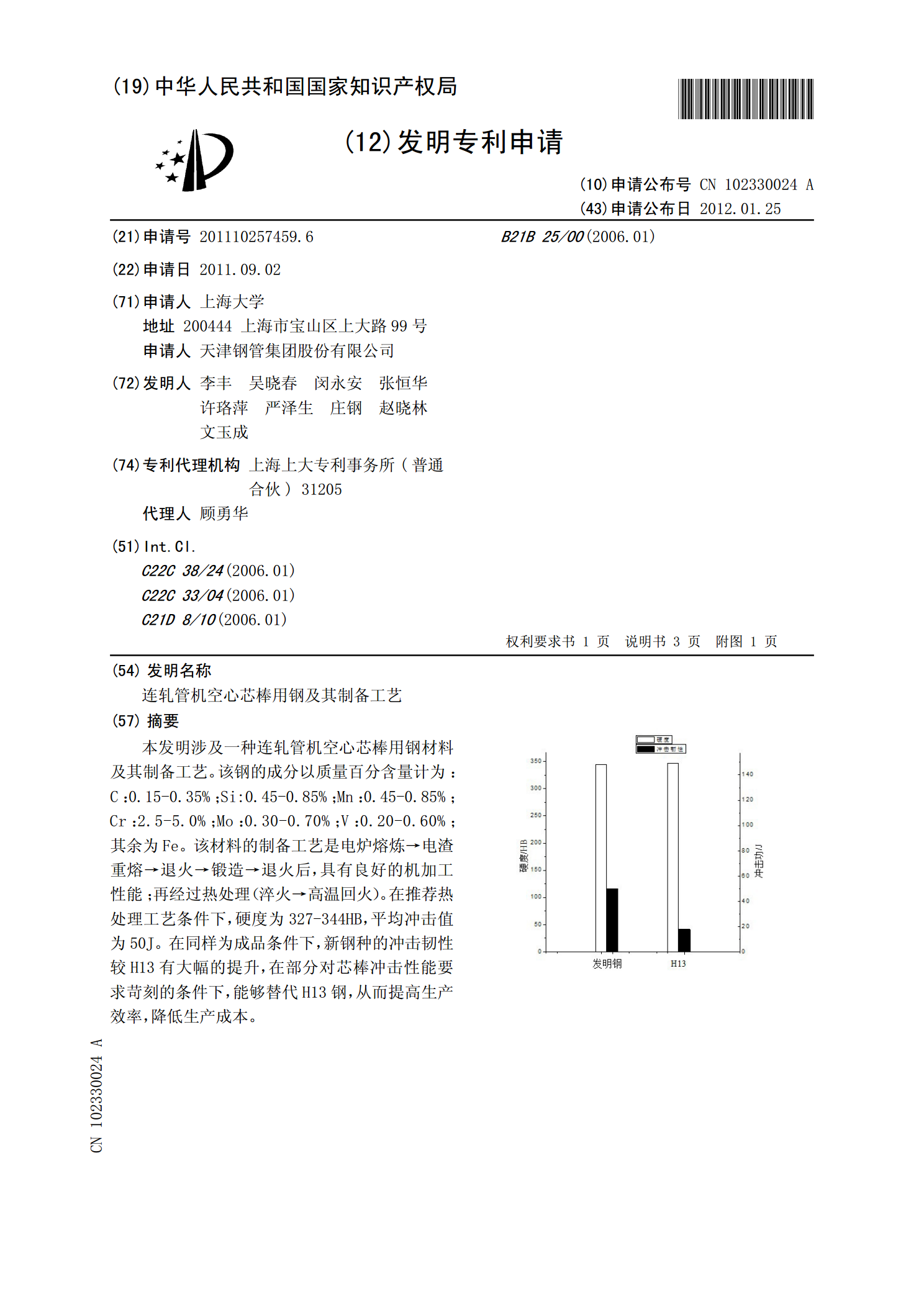
本发明涉及一种连轧管机空心芯棒用钢材料及其制备工艺。该钢的成分以质量百分含量计为:C:0.15-0.35%;Si:0.45-0.85%;Mn:0.45-0.85%;Cr:2.5-5.0%;Mo:0.30-0.70%;V:0.20-0.60%;其余为Fe。该材料的制备工艺是电炉熔炼→电渣重熔→退火→锻造→退火后,具有良好的机加工性能;再经过热处理(淬火→高温回火)。在推荐热处理工艺条件下,硬度为327-344HB,平均冲击值为50J。在同样为成品条件下,新钢种的冲击韧性较H13有大幅的提升,在部分对芯棒冲击

高强度低成本连轧管机芯棒用钢及其制备工艺.pdf
本发明涉及一种高强度低成本连轧管机芯棒用钢材料。该材料的成分以质量百分含量计为:C:0.35-0.45%;Si:0.8-1.5%;Mn:≤0.9%;Cr:3.0-6.0%;Mo:0.40-0.75%;V:0.30-0.80%;Nb:0.04-0.08%;其余为Fe。该材料的制备工艺是电炉熔炼→电渣重熔→退火→锻造→退火后,具有良好的机加工性能;再经过热处理(淬火→高温回火)。该钢种含有较低含量的合金元素,在推荐热处理工艺条件下,硬度为353HB左右时,强度能达到1200MPa左右,与传统的芯棒用钢H13性

无缝钢管轧管机芯棒的预热方法.pdf
本发明公开了一种无缝钢管轧管机芯棒的预热方法,包括:将芯棒预热炉的热风系统和环形炉中放置的换热器连接,利用所述换热器回收环形炉废烟气中的热量,将加热后的热空气导入芯棒预热炉;调节所述芯棒预热炉的热风温度,将炉膛温度加热到设定温度;利用热空气对芯棒加热,当芯棒温度达到80‑110℃时打开炉门将芯棒送出。本发明能够以热空气作为热源预热芯棒,具有良好的推广价值。