
连轧管机空心芯棒用钢及其制备工艺.pdf

贤惠****66


1/6

2/6
3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
连轧管机空心芯棒用钢及其制备工艺.pdf
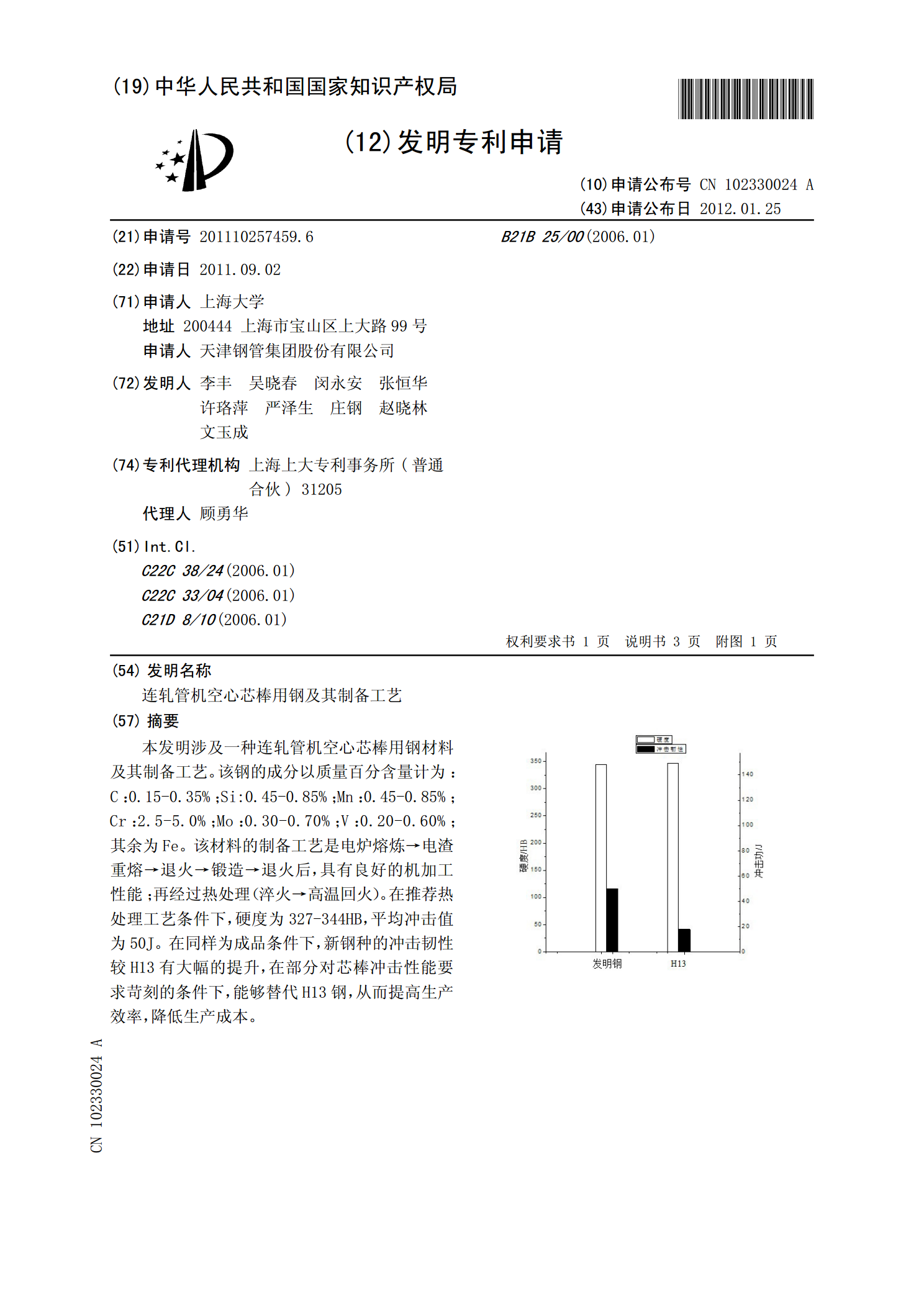
本发明涉及一种连轧管机空心芯棒用钢材料及其制备工艺。该钢的成分以质量百分含量计为:C:0.15-0.35%;Si:0.45-0.85%;Mn:0.45-0.85%;Cr:2.5-5.0%;Mo:0.30-0.70%;V:0.20-0.60%;其余为Fe。该材料的制备工艺是电炉熔炼→电渣重熔→退火→锻造→退火后,具有良好的机加工性能;再经过热处理(淬火→高温回火)。在推荐热处理工艺条件下,硬度为327-344HB,平均冲击值为50J。在同样为成品条件下,新钢种的冲击韧性较H13有大幅的提升,在部分对芯棒冲击
连轧管机芯棒用钢及其制备工艺.pdf
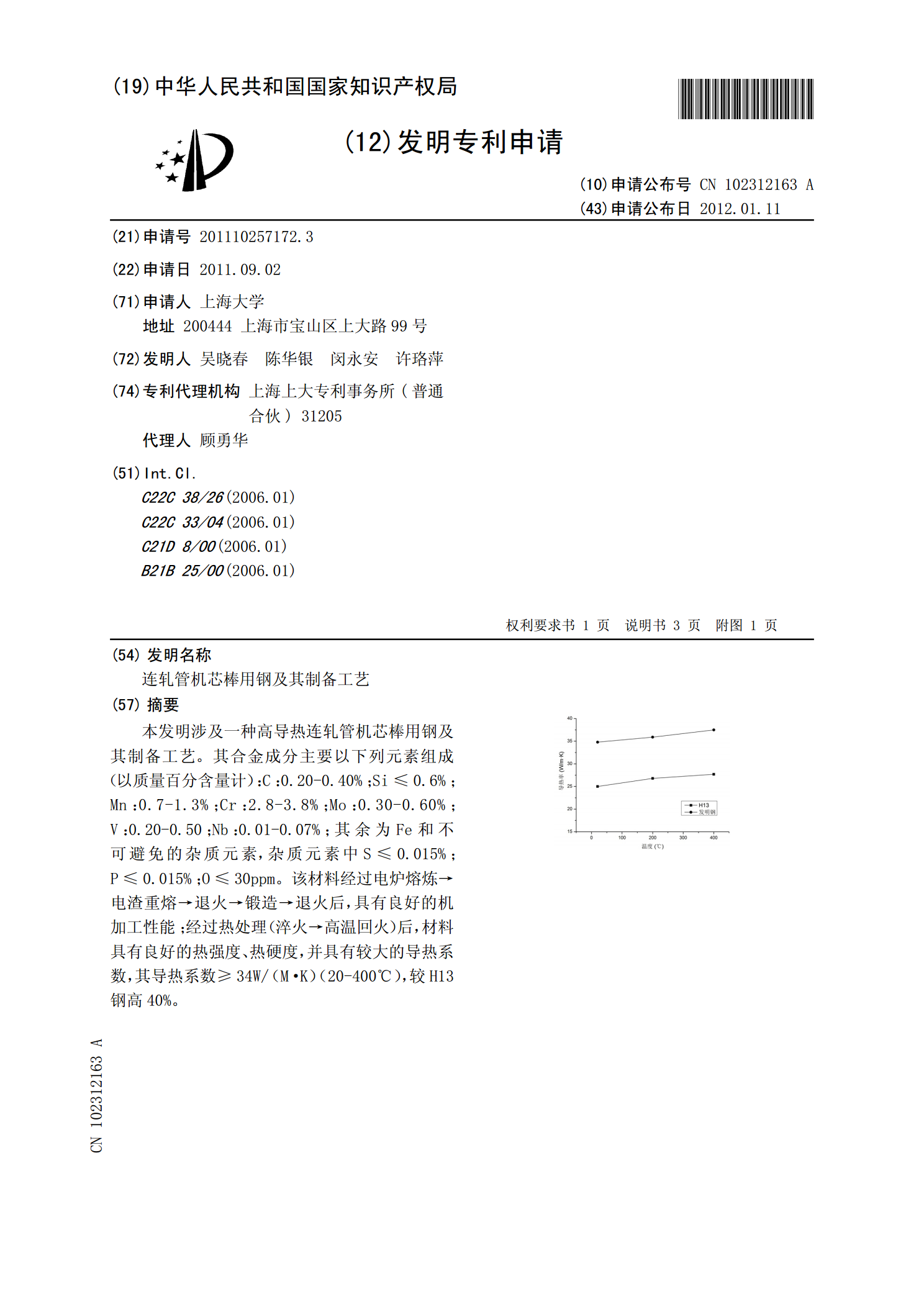
本发明涉及一种高导热连轧管机芯棒用钢及其制备工艺。其合金成分主要以下列元素组成(以质量百分含量计):C:0.20-0.40%;Si≤0.6%;Mn:0.7-1.3%;Cr:2.8-3.8%;Mo:0.30-0.60%;V:0.20-0.50;Nb:0.01-0.07%;其余为Fe和不可避免的杂质元素,杂质元素中S≤0.015%;P≤0.015%;O≤30ppm。该材料经过电炉熔炼→电渣重熔→退火→锻造→退火后,具有良好的机加工性能;经过热处理(淬火→高温回火)后,材料具有良好的热强度、热硬度,并具有较大的
高强韧连轧管机芯棒用钢及其制备工艺.pdf
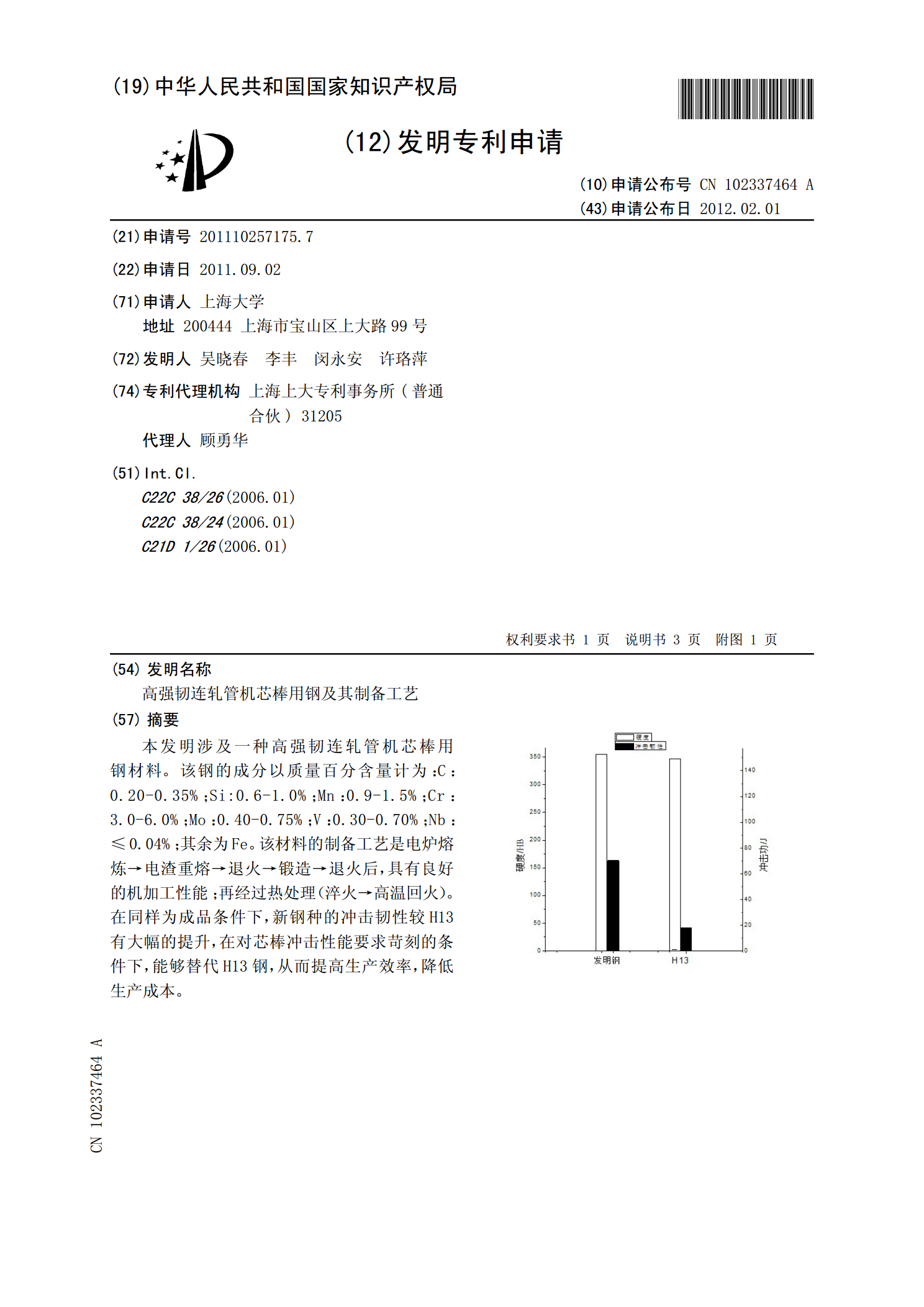
本发明涉及一种高强韧连轧管机芯棒用钢材料。该钢的成分以质量百分含量计为:C:0.20-0.35%;Si:0.6-1.0%;Mn:0.9-1.5%;Cr:3.0-6.0%;Mo:0.40-0.75%;V:0.30-0.70%;Nb:≤0.04%;其余为Fe。该材料的制备工艺是电炉熔炼→电渣重熔→退火→锻造→退火后,具有良好的机加工性能;再经过热处理(淬火→高温回火)。在同样为成品条件下,新钢种的冲击韧性较H13有大幅的提升,在对芯棒冲击性能要求苛刻的条件下,能够替代H13钢,从而提高生产效率,降低生产成本。

高强度低成本连轧管机芯棒用钢及其制备工艺.pdf
本发明涉及一种高强度低成本连轧管机芯棒用钢材料。该材料的成分以质量百分含量计为:C:0.35-0.45%;Si:0.8-1.5%;Mn:≤0.9%;Cr:3.0-6.0%;Mo:0.40-0.75%;V:0.30-0.80%;Nb:0.04-0.08%;其余为Fe。该材料的制备工艺是电炉熔炼→电渣重熔→退火→锻造→退火后,具有良好的机加工性能;再经过热处理(淬火→高温回火)。该钢种含有较低含量的合金元素,在推荐热处理工艺条件下,硬度为353HB左右时,强度能达到1200MPa左右,与传统的芯棒用钢H13性

限动芯棒连轧管机工艺设计系统的开发.pdf
钢管年会论文限动芯棒连轧管机工艺设计系统的开发北京科技大学材料科学与工程学院魏朝辉吴春京摘要:简要介绍了限动芯棒连轧管机工艺设计系统的功能和关键程序结构,并从工艺设计、工艺控制、过程分析三个方面评估了系统设计结果的可行性。通过与工业现场外方工艺系统结果的对比,初步肯定了系统设计结果的可行性。与工业实测结果的对比表明,系统对轧制力的预测与实际基本一致,体现出连续轧管理论系统的科学客观性、普遍性、预见性。关键词:限动芯棒连轧管,工艺设计,工艺控制,过程分析,理论系统DevelopmentoftheRetain