
高强度低成本连轧管机芯棒用钢及其制备工艺.pdf

大渊****公主

1/6

2/6
3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

高强度低成本连轧管机芯棒用钢及其制备工艺.pdf
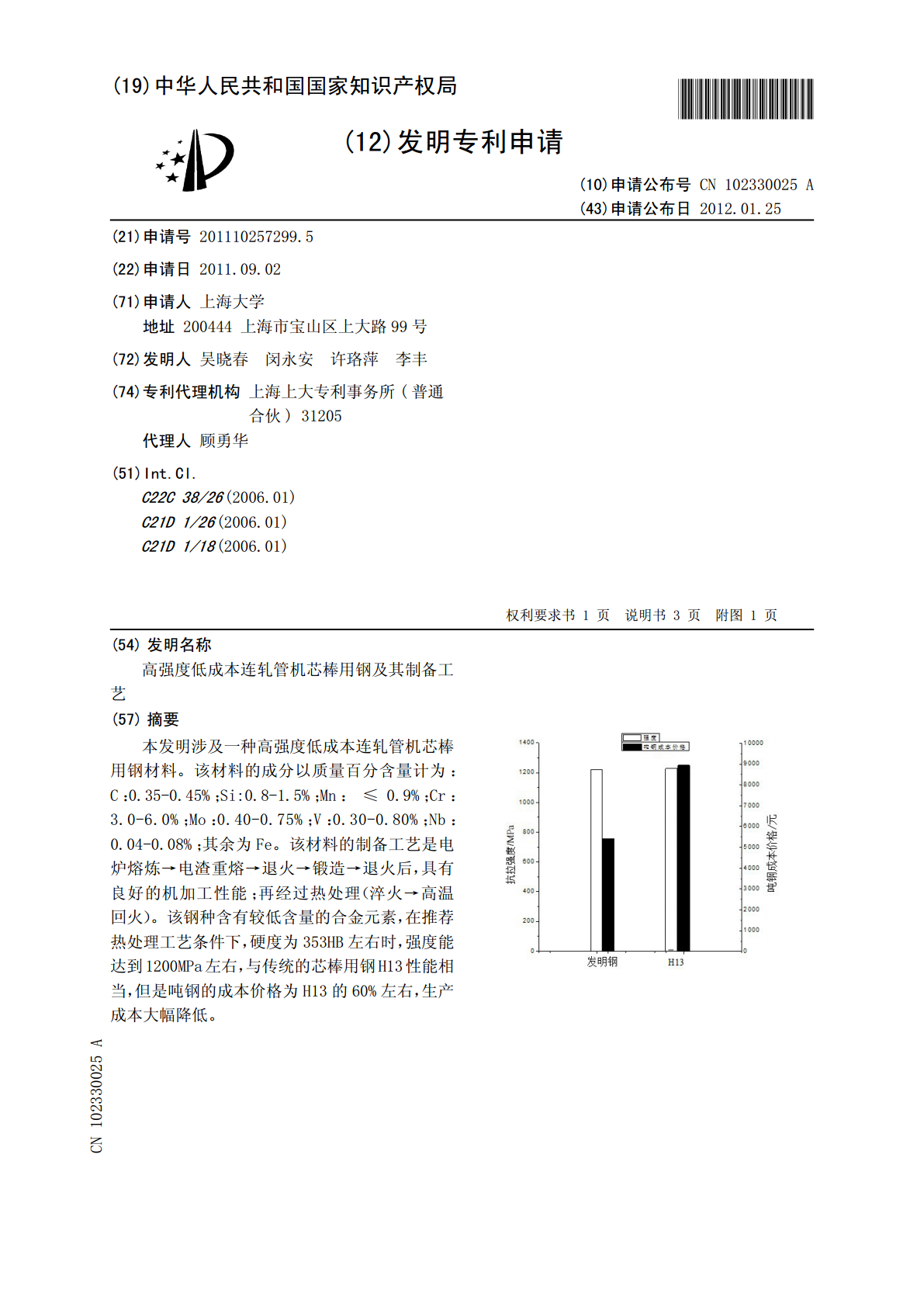
本发明涉及一种高强度低成本连轧管机芯棒用钢材料。该材料的成分以质量百分含量计为:C:0.35-0.45%;Si:0.8-1.5%;Mn:≤0.9%;Cr:3.0-6.0%;Mo:0.40-0.75%;V:0.30-0.80%;Nb:0.04-0.08%;其余为Fe。该材料的制备工艺是电炉熔炼→电渣重熔→退火→锻造→退火后,具有良好的机加工性能;再经过热处理(淬火→高温回火)。该钢种含有较低含量的合金元素,在推荐热处理工艺条件下,硬度为353HB左右时,强度能达到1200MPa左右,与传统的芯棒用钢H13性
连轧管机芯棒用钢及其制备工艺.pdf
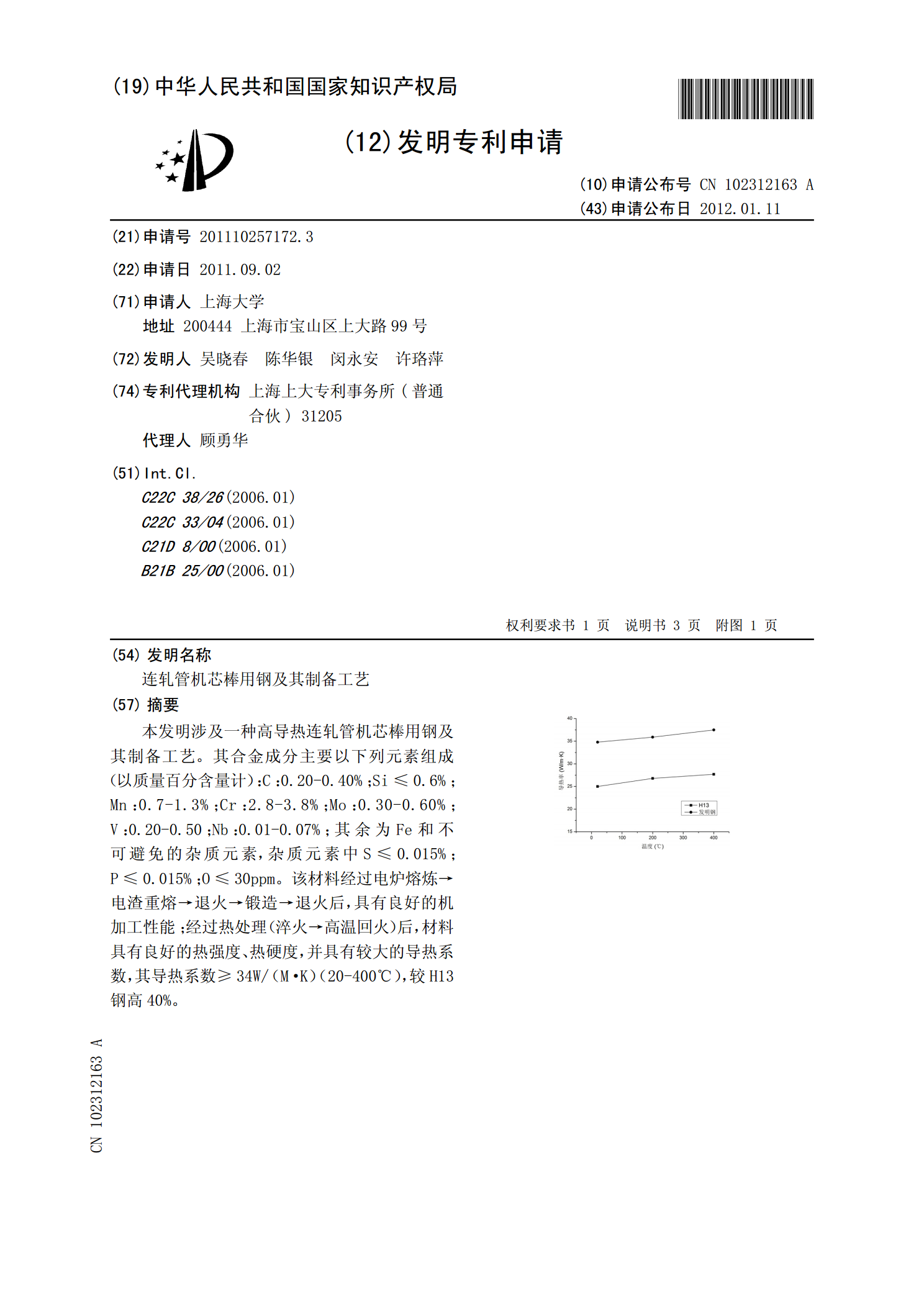
本发明涉及一种高导热连轧管机芯棒用钢及其制备工艺。其合金成分主要以下列元素组成(以质量百分含量计):C:0.20-0.40%;Si≤0.6%;Mn:0.7-1.3%;Cr:2.8-3.8%;Mo:0.30-0.60%;V:0.20-0.50;Nb:0.01-0.07%;其余为Fe和不可避免的杂质元素,杂质元素中S≤0.015%;P≤0.015%;O≤30ppm。该材料经过电炉熔炼→电渣重熔→退火→锻造→退火后,具有良好的机加工性能;经过热处理(淬火→高温回火)后,材料具有良好的热强度、热硬度,并具有较大的
高强韧连轧管机芯棒用钢及其制备工艺.pdf
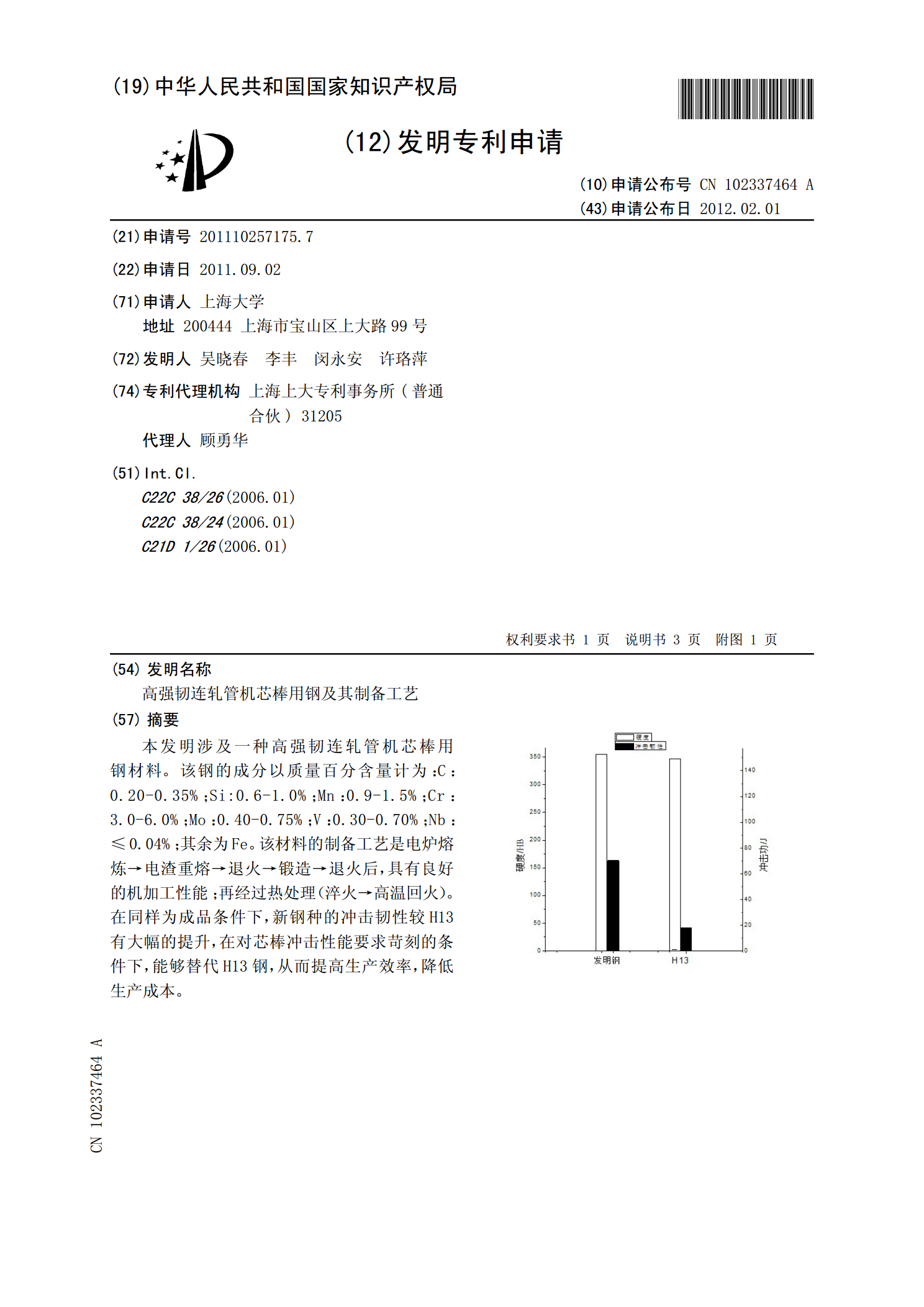
本发明涉及一种高强韧连轧管机芯棒用钢材料。该钢的成分以质量百分含量计为:C:0.20-0.35%;Si:0.6-1.0%;Mn:0.9-1.5%;Cr:3.0-6.0%;Mo:0.40-0.75%;V:0.30-0.70%;Nb:≤0.04%;其余为Fe。该材料的制备工艺是电炉熔炼→电渣重熔→退火→锻造→退火后,具有良好的机加工性能;再经过热处理(淬火→高温回火)。在同样为成品条件下,新钢种的冲击韧性较H13有大幅的提升,在对芯棒冲击性能要求苛刻的条件下,能够替代H13钢,从而提高生产效率,降低生产成本。
连轧管机空心芯棒用钢及其制备工艺.pdf
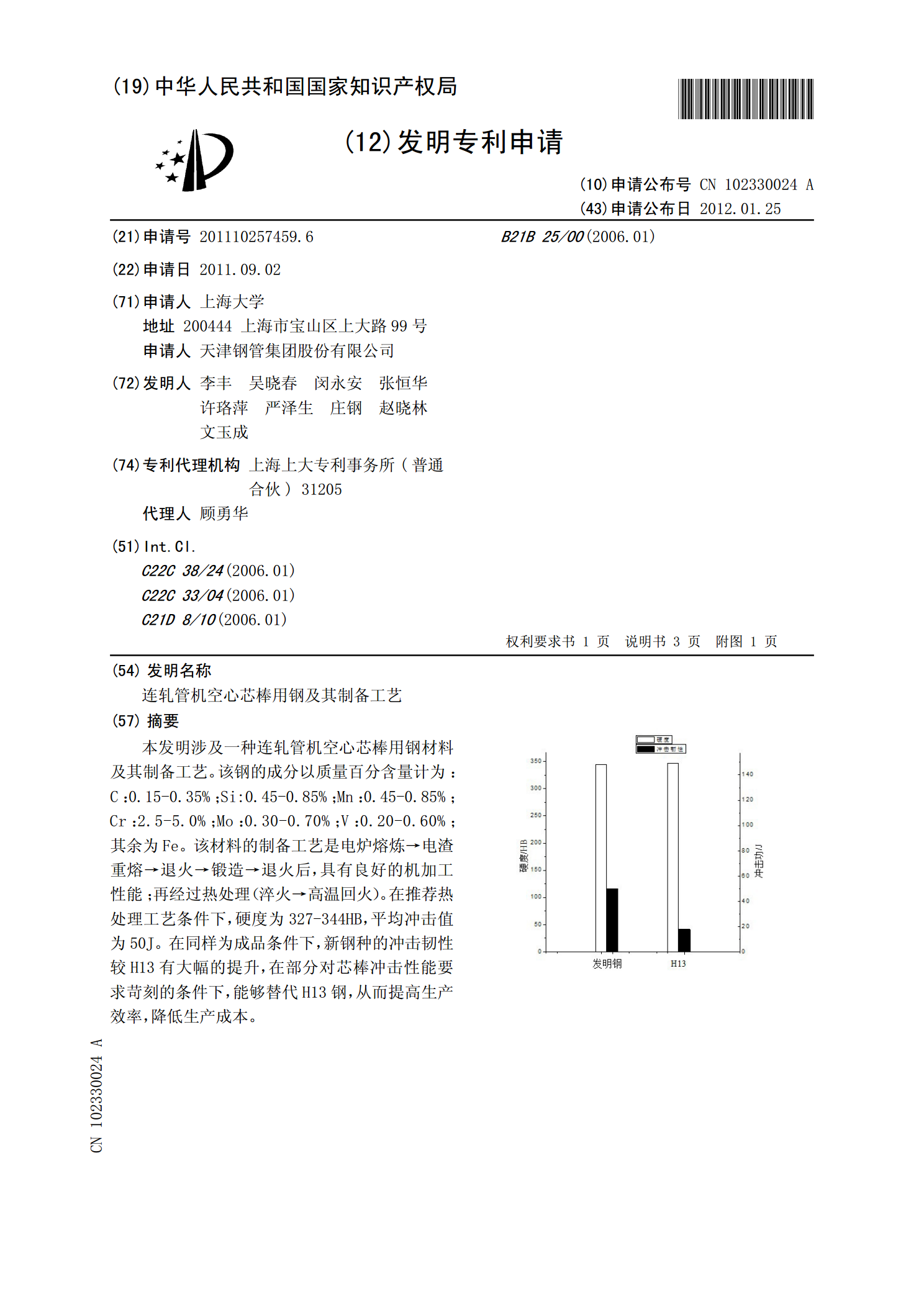
本发明涉及一种连轧管机空心芯棒用钢材料及其制备工艺。该钢的成分以质量百分含量计为:C:0.15-0.35%;Si:0.45-0.85%;Mn:0.45-0.85%;Cr:2.5-5.0%;Mo:0.30-0.70%;V:0.20-0.60%;其余为Fe。该材料的制备工艺是电炉熔炼→电渣重熔→退火→锻造→退火后,具有良好的机加工性能;再经过热处理(淬火→高温回火)。在推荐热处理工艺条件下,硬度为327-344HB,平均冲击值为50J。在同样为成品条件下,新钢种的冲击韧性较H13有大幅的提升,在部分对芯棒冲击

基于薄板坯连铸连轧工艺的高强度薄规格直镀用钢及其制造方法.pdf
本发明提供一种基于薄板坯连铸连轧工艺的高强度薄规格直镀用钢及其制造方法,其化学成分的重量百分配比为:C:0.17~0.20%,Si:0.09~0.25%,Mn:0.90~1.40%,P:≤0.020%,S:≤0.010,Als:0.015~0.060%,其余为铁和不可避免的杂质。工艺流程包括:铁水脱硫、转炉吹炼、吹氩、LF炉精炼、连铸、旋转除鳞、均热炉、高压水除鳞、7机架精轧、层流冷却及卷取,连铸时采用液芯压下,铸坯厚度从70~90mm压减至50~55mm;均热炉出炉温度为1180~1200℃,以保证高压