
耐磨复合钢板的制造方法及制备的复合钢板.pdf

大渊****公主

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

耐磨复合钢板的制造方法及制备的复合钢板.pdf
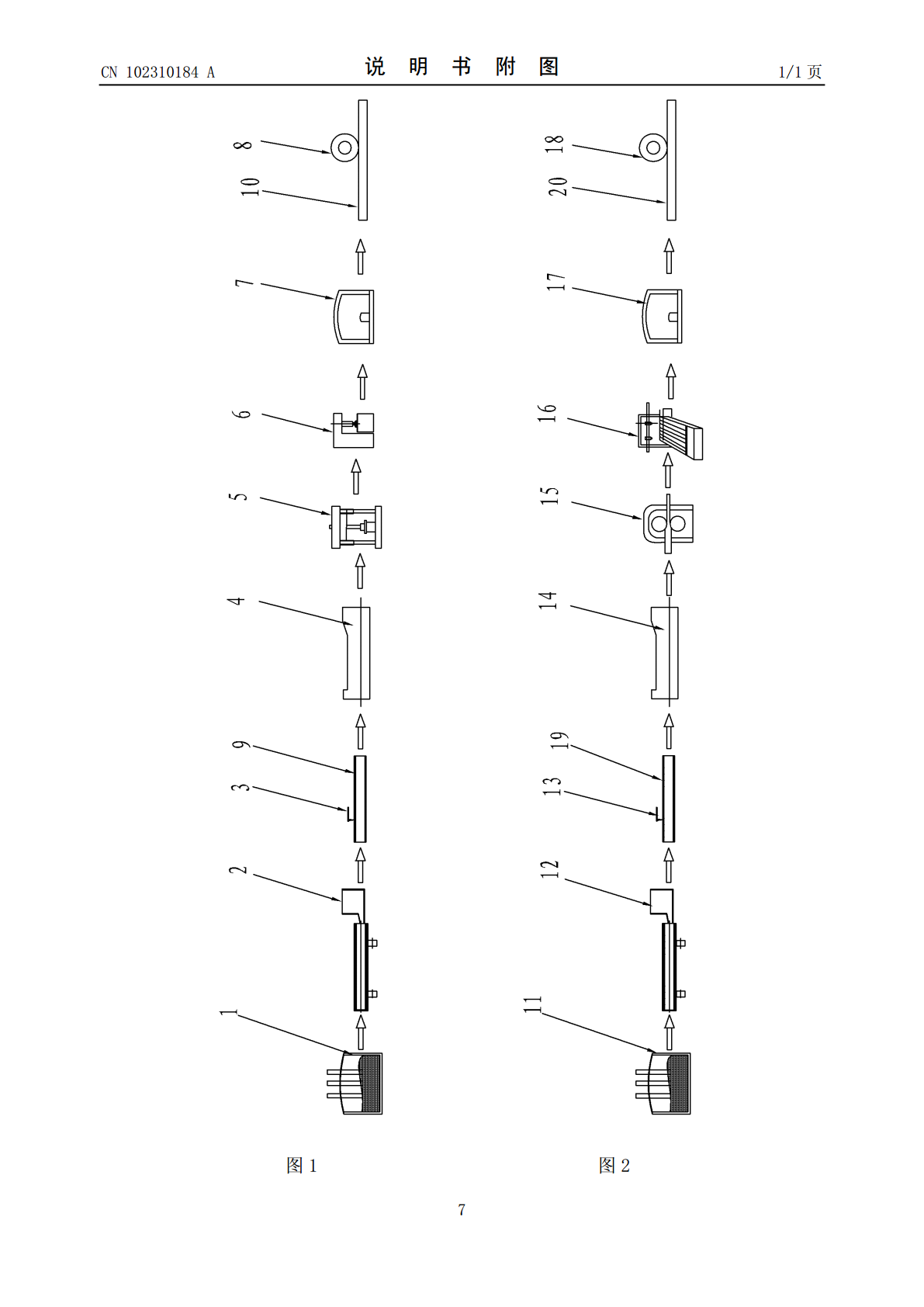
本发明公开了一种耐磨复合钢板的制造方法,包括以下步骤:离心浇铸复合钢管;将浇铸出的复合钢管进行粗加工;将粗加工后的复合钢管切割成弧板;将弧板料常温入加热炉加热;将预热后的弧板料锻平或轧平;将钢板进行粗加工;将粗加工后的钢板进行热处理;精磨热处理后的复合钢板。本发明耐磨复合钢板的制造方法节省贵重材料,采用离心浇注法,基层与复合层界面结合强度高,复合板成材率高,与爆炸法相比更安全环保,生产效率高,生产成本低,可生产不同品种的钢板,可满足不同性能要求,可生产大尺寸中厚复合钢板,制得的钢板耐冲击性好,耐磨性好,使
一种复合耐磨钢板的制备方法.pdf
本发明涉及耐磨板材,具体说是一种复合耐磨钢板的制备方法,其按以下步骤进行:取3mm厚的高强度耐磨钢板和10mm厚的普碳钢板,分别裁切成等长、等宽的形状,再进行酸洗、脱脂、机械打磨;将打磨后的两钢板叠合并夹紧,再将四周焊接在一起,得到复合坯体;将复合坯体放入加热炉中加热后,采用轧机进行热轧,得到复合耐磨钢板。由于普碳钢板整体性能优异,强度、塑形、焊接等性能较高,其成本较低;而高强度耐磨钢板具有高淬透性、高韧性,且具有优良的低温韧性、抗裂性能和焊接性能;因此本发明将普碳钢板和高强度耐磨钢板热轧复合,复合采用三
一种复合耐磨钢板的制备方法.pdf
本发明涉及耐磨板材,具体说是一种复合耐磨钢板的制备方法,其按以下步骤进行:取3mm厚的高强度耐磨钢板和10mm厚的不锈钢钢板,分别裁切成等长、等宽的形状,再进行酸洗、脱脂、机械打磨;将打磨后的两钢板叠合并夹紧,再将四周焊接在一起,得到复合坯体;将复合坯送至加热炉加热,然后经轧制与冷却后,对钢板进行矫直:对轧制后的复合板进行矫直处理,矫直后上进行冷却,待表面温度降至300℃以下时即可下线;采用等离子或火焰切割方式对复合板进行切割,经切头、尾及切两边后,经表面打磨、性能检测、打包处理后,最终获得所需规格复合耐
复合耐磨钢板的生产方法.pdf
本发明公开一种复合耐磨钢板的生产方法,包括将待复合的普通钢材料和耐磨钢材进行预处理,然后在其表面均涂覆一层涂覆物;所述涂覆物是由以下重量份原料制成的:润滑油基础油40份~50份、松香酯为5份~10份、牛皮膏15份~20份、硼酸5份~10份、明胶1份~5份以及二氧化硅5份~10份;将普通钢材料和耐磨钢材料上下对齐叠放在一起,抽真空,电子束进行封焊,接着先放入加热炉中加热处理,再进行轧制、离线热处理。本发明主要通过在原有生产方法的基础上进行改进,即先将普通钢材料和耐磨钢材料的表面涂上特定的涂覆物,再进行封焊、
一种耐热耐磨复合钢板及其制造方法.pdf
本发明提供一种耐热耐磨复合钢板及其制造方法,所述钢板由上层耐热层和下层耐磨层复合而成;耐热层由元素C、Si、Mn、P、S、Cr、Ni、Mo、N组成;耐磨层由元素C、Si、Mn、P、S、Cr、Mo、Ti、B组成。经电炉冶炼—模铸—脱模缓冷—钢锭清理—将钢锭加工成所需规格钢坯;抽真空后,采用电子束进行封焊,经加热炉加热后,进入轧机直接轧制,轧后进行热矫直、缓冷,缓冷后再进行离线热处理。本发明可消除钢板的铸态组织,使复合钢板具有优良的抗磨、耐热性能,可延长钢板的使用寿命,其性能均匀,规格齐全,应用范围广,能适应