
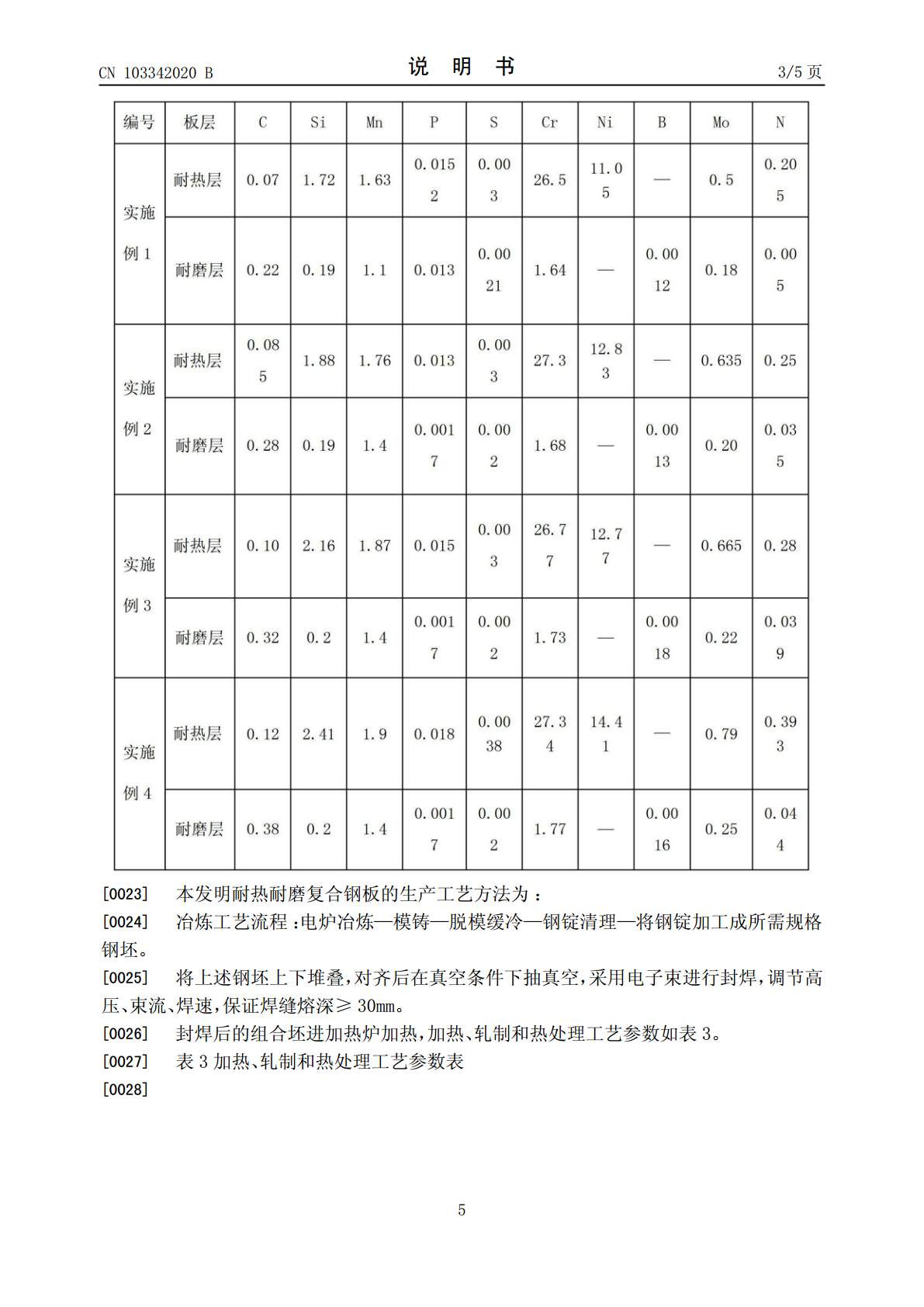
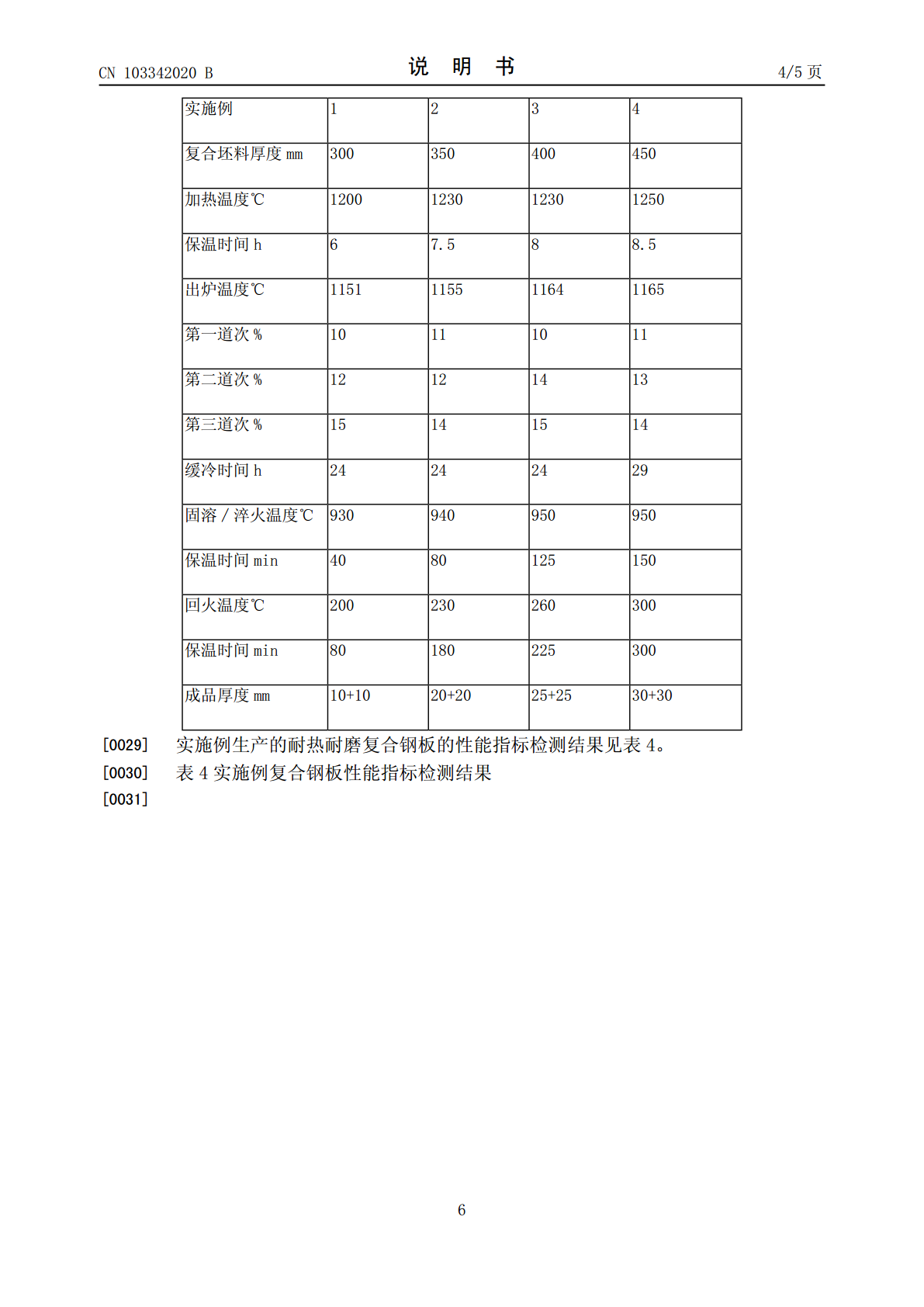
一种耐热耐磨复合钢板及其制造方法.pdf

念珊****写意

1/7
2/7
3/7
4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种耐热耐磨复合钢板及其制造方法.pdf
本发明提供一种耐热耐磨复合钢板及其制造方法,所述钢板由上层耐热层和下层耐磨层复合而成;耐热层由元素C、Si、Mn、P、S、Cr、Ni、Mo、N组成;耐磨层由元素C、Si、Mn、P、S、Cr、Mo、Ti、B组成。经电炉冶炼—模铸—脱模缓冷—钢锭清理—将钢锭加工成所需规格钢坯;抽真空后,采用电子束进行封焊,经加热炉加热后,进入轧机直接轧制,轧后进行热矫直、缓冷,缓冷后再进行离线热处理。本发明可消除钢板的铸态组织,使复合钢板具有优良的抗磨、耐热性能,可延长钢板的使用寿命,其性能均匀,规格齐全,应用范围广,能适应

耐磨复合钢板的制造方法及制备的复合钢板.pdf
本发明公开了一种耐磨复合钢板的制造方法,包括以下步骤:离心浇铸复合钢管;将浇铸出的复合钢管进行粗加工;将粗加工后的复合钢管切割成弧板;将弧板料常温入加热炉加热;将预热后的弧板料锻平或轧平;将钢板进行粗加工;将粗加工后的钢板进行热处理;精磨热处理后的复合钢板。本发明耐磨复合钢板的制造方法节省贵重材料,采用离心浇注法,基层与复合层界面结合强度高,复合板成材率高,与爆炸法相比更安全环保,生产效率高,生产成本低,可生产不同品种的钢板,可满足不同性能要求,可生产大尺寸中厚复合钢板,制得的钢板耐冲击性好,耐磨性好,使

一种制造硬质点耐磨复合钢板的方法及设备.pdf
一种制造硬质点耐磨复合钢板的方法及设备,其方法将基体钢板表面进行熔焊形成熔池,熔池内不允许有渣;将颗粒状的硬质点颗粒材料均匀地撒入熔池上面,随后用辊轮在熔池上面碾压,将硬质点材料碾压进熔池中或熔池的表层,形成表面平整的硬质点复合层,该硬质点复合层与所述的基体钢板构成所述的硬质点耐磨复合钢板。本发明的优点:复合层硬质点材料可选用硬质合金,金属陶瓷、金刚石等高硬度的任何材料,可显著提高复合钢板的耐磨性能;结合强度高,表面平整、厚度均匀,而且硬质点材料不会被高温分解或烧损而发生性能的改变。其设备,不仅
一种用真空钎焊制造耐磨复合钢板方法.pdf
本发明公开了一种用真空钎焊制造耐磨复合钢板方法,属于耐磨损材料领域。在母材上加工出凹槽,槽的边缘有留边;将陶瓷颗粒与钎料混合、搅拌均匀,制成钎焊粉末;用松节油和松香混合制成粘结剂;将粘结剂与钎焊粉末混合制成泥状体,将泥状体放入母材钢板的凹槽中刮平、烘干;放入真空炉中,使钎料熔化形成强化层,温度继续升高到1180℃,保温15分钟后,随炉降温至200℃,出炉冷却,切除留边;钎料的化学成分为C:0.6-0.8%;B:3-4%;Si:4-5%;Cr:14-16%;Fe≤5%;Ni余量。钢板经钎焊后,表面形成了具有

一种耐磨齿条钢板及其制造方法.pdf
本发明公开一种耐磨齿条钢板及其制造方法。钢中含有:C0.20%~0.30%,Si0.2%~0.4%,Mn0.6%~0.9%,P≤0.02%,S≤0.01%,Als0.01%~0.03%,Ni0.8%~1.2%,Cr0.9%~1.5%,Mo0.5%~1.0%,V0.05%~0.1%,B0.0015%~0.0025%,W0.05%~0.2%,余量为铁和不可避免的杂质。炉温400~700℃时装入钢锭,开坯后钢坯厚度为2~3倍成品厚度,采用两火轧制,开坯终轧温度900~1000℃,回炉温度12