
一种基于真空自耗铸造镍板坯的方法.pdf

景山****魔王

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种基于真空自耗铸造镍板坯的方法.pdf
本发明公开了一种基于真空自耗铸造镍板坯的方法,它包括以下具体步骤:1)用电解镍制成柱体状镍电极;2)将柱状镍电极置入真空自耗凝壳炉腔内;3)将铸造镍板坯的模具固定设置在位于炉腔内并能高速旋转的模体支座上;4)封闭炉腔,使镍电极熔化成液体并积于坩埚内;5)使模体支座带动模具高速旋转,同时将坩锅内的液体注入该模具腔内离心浇铸;6)将浇铸后的镍板坯随模自然冷却,使之凝固成型。本发明具有生产周期短,制造成本低,原材料利用率高等优点。本发明无须将铸锭经过剥皮以后再锻造成板坯,通过快速成型铸造可保证板坯组织的均匀,质
真空铸造锆板坯的方法.pdf
一种生产锆板坯的方法,包括以下工序步骤:A、用海绵锆制成柱体状锆电极;B、将柱状锆电极置入真空自耗凝壳炉腔内;C、将铸造锆板坯的模具固定设置在位于炉腔内并能高速旋转的模体底座上,并使其浇铸口与设置在该炉腔内的盛液用坩锅的液体流出口相对应;D、封闭炉腔,并使炉腔内真空度≤0.3pa;接通电源,使锆电极与坩埚底垫起弧,并使两者间熔炼电流达16~22KA、熔炼电压达34~40V,使锆电极熔化成液体,并积于坩埚内。E、使模体底座带动模具高速旋转,同时将坩锅内的液体注入该模具腔内离心浇铸;F、将浇铸后的锆板坯随模自
一种真空自耗炉冶炼方法.pdf
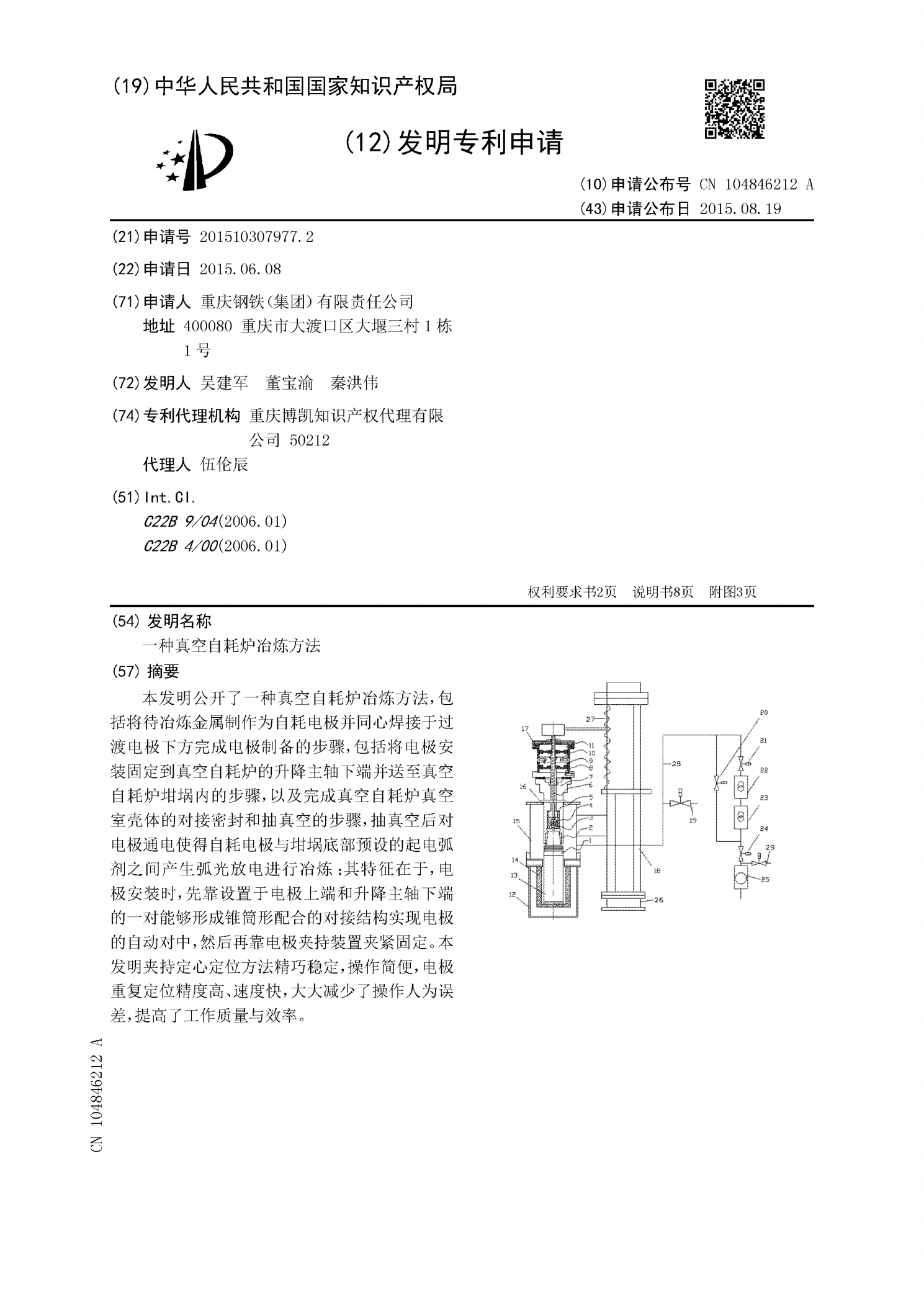
本发明公开了一种真空自耗炉冶炼方法,包括将待冶炼金属制作为自耗电极并同心焊接于过渡电极下方完成电极制备的步骤,包括将电极安装固定到真空自耗炉的升降主轴下端并送至真空自耗炉坩埚内的步骤,以及完成真空自耗炉真空室壳体的对接密封和抽真空的步骤,抽真空后对电极通电使得自耗电极与坩埚底部预设的起电弧剂之间产生弧光放电进行冶炼;其特征在于,电极安装时,先靠设置于电极上端和升降主轴下端的一对能够形成锥筒形配合的对接结构实现电极的自动对中,然后再靠电极夹持装置夹紧固定。本发明夹持定心定位方法精巧稳定,操作简便,电极重复定
一种真空自耗炉用电极及其焊接方法和真空自耗熔炼补缩的方法.pdf
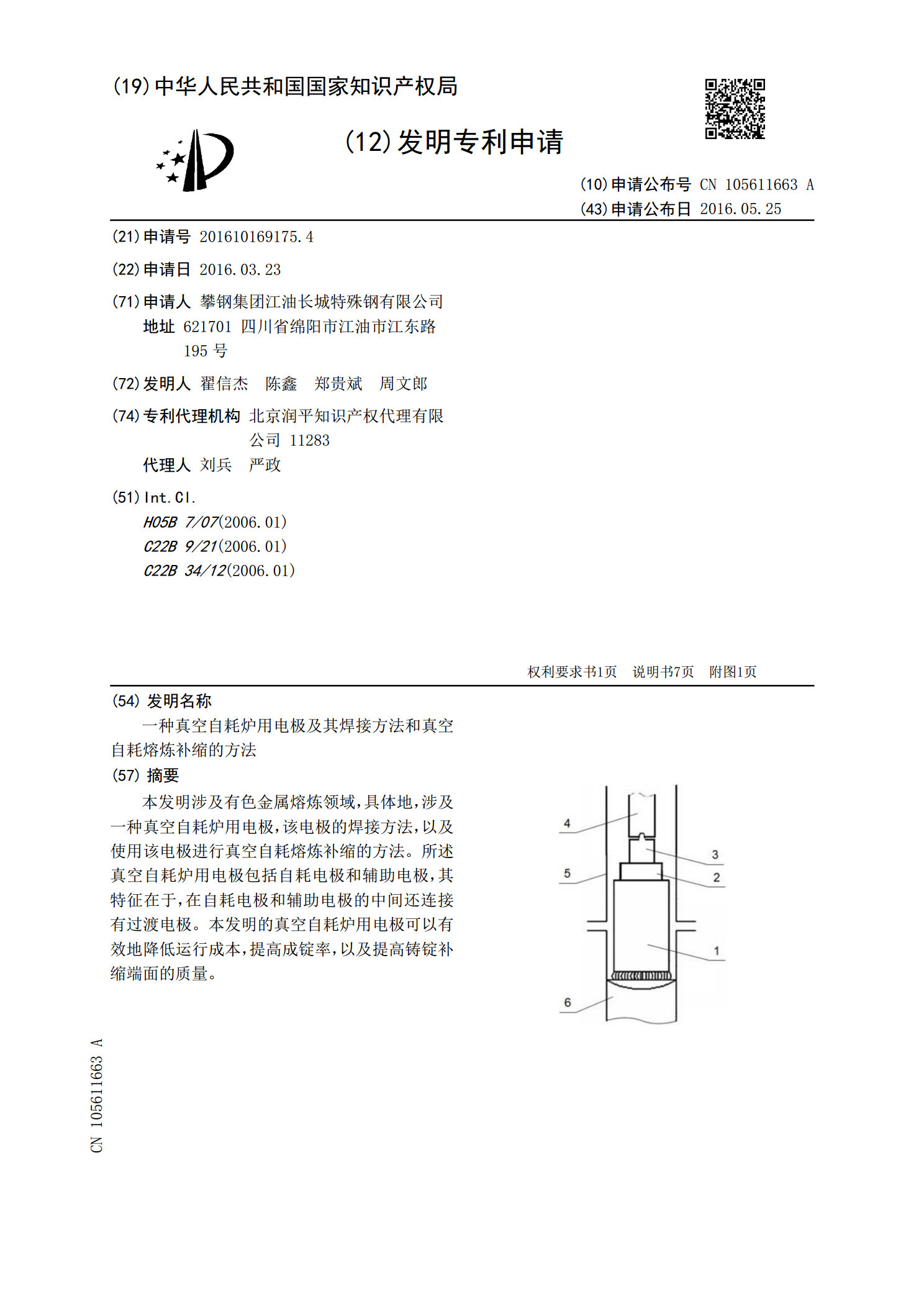
本发明涉及有色金属熔炼领域,具体地,涉及一种真空自耗炉用电极,该电极的焊接方法,以及使用该电极进行真空自耗熔炼补缩的方法。所述真空自耗炉用电极包括自耗电极和辅助电极,其特征在于,在自耗电极和辅助电极的中间还连接有过渡电极。本发明的真空自耗炉用电极可以有效地降低运行成本,提高成锭率,以及提高铸锭补缩端面的质量。
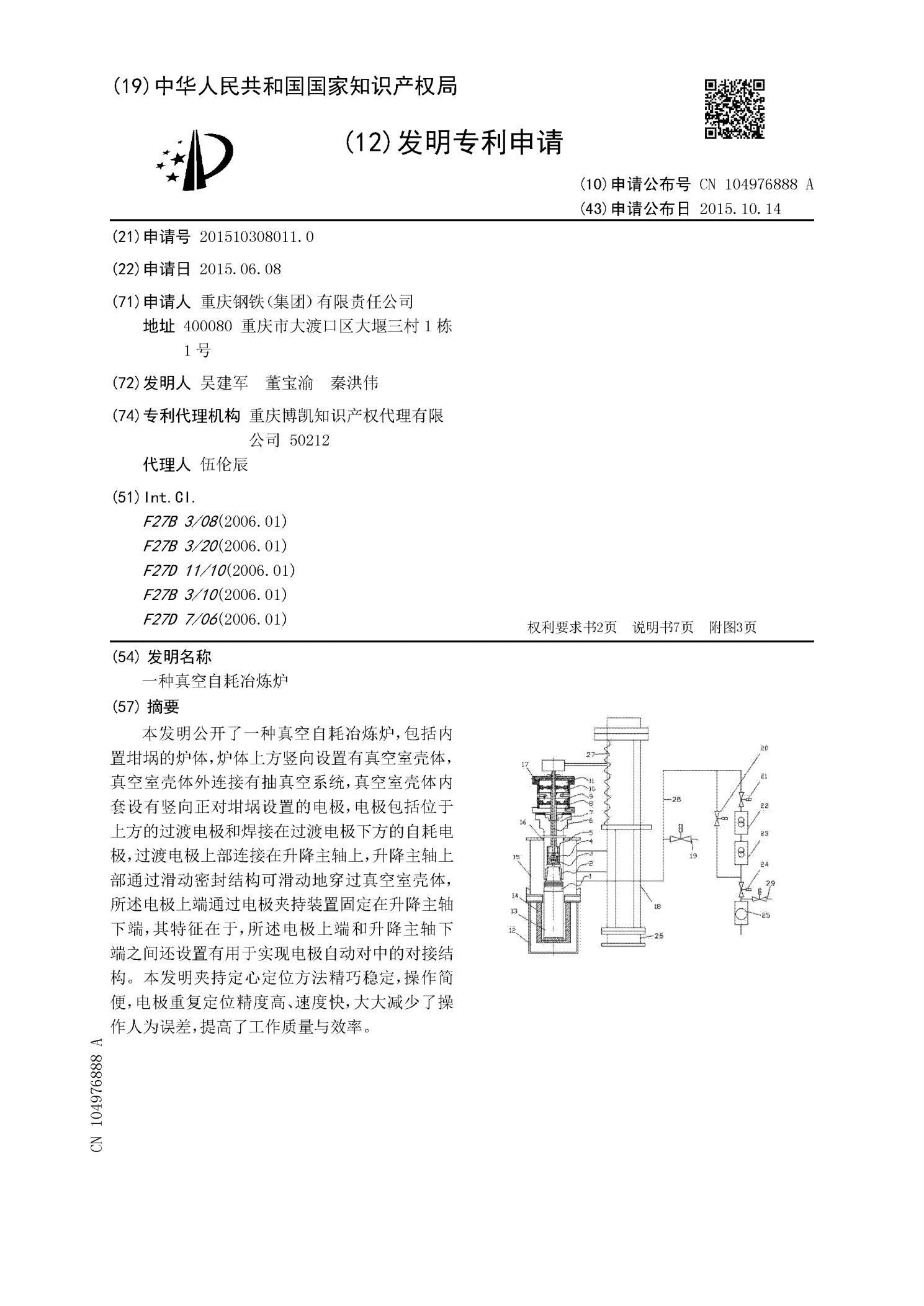
一种真空自耗冶炼炉.pdf
本发明公开了一种真空自耗冶炼炉,包括内置坩埚的炉体,炉体上方竖向设置有真空室壳体,真空室壳体外连接有抽真空系统,真空室壳体内套设有竖向正对坩埚设置的电极,电极包括位于上方的过渡电极和焊接在过渡电极下方的自耗电极,过渡电极上部连接在升降主轴上,升降主轴上部通过滑动密封结构可滑动地穿过真空室壳体,所述电极上端通过电极夹持装置固定在升降主轴下端,其特征在于,所述电极上端和升降主轴下端之间还设置有用于实现电极自动对中的对接结构。本发明夹持定心定位方法精巧稳定,操作简便,电极重复定位精度高、速度快,大大减少了操作人