
单面光冷成型药用铝箔的生产方法.pdf

一吃****仕龙

1/7
2/7
3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
单面光冷成型药用铝箔的生产方法.pdf
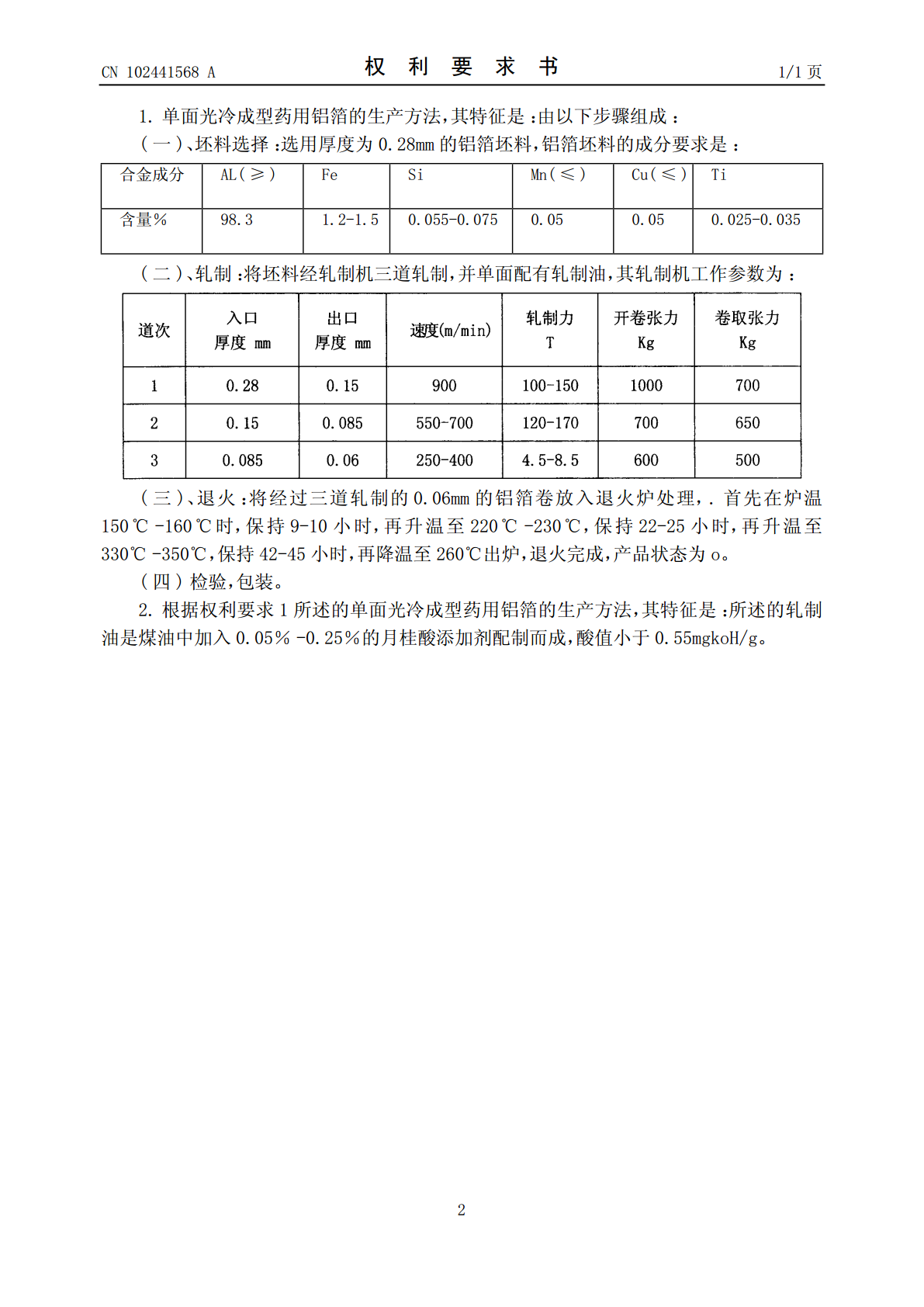
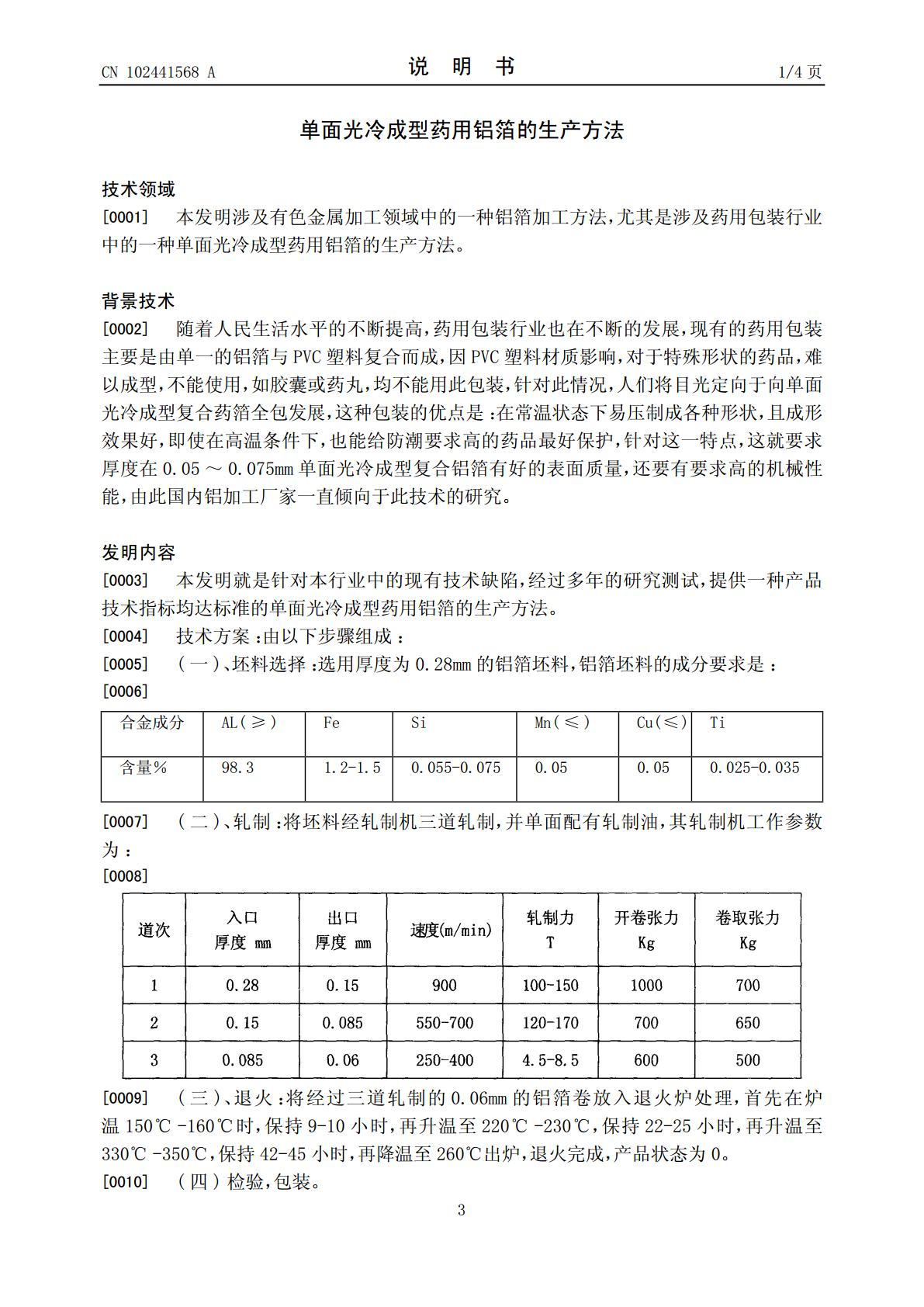
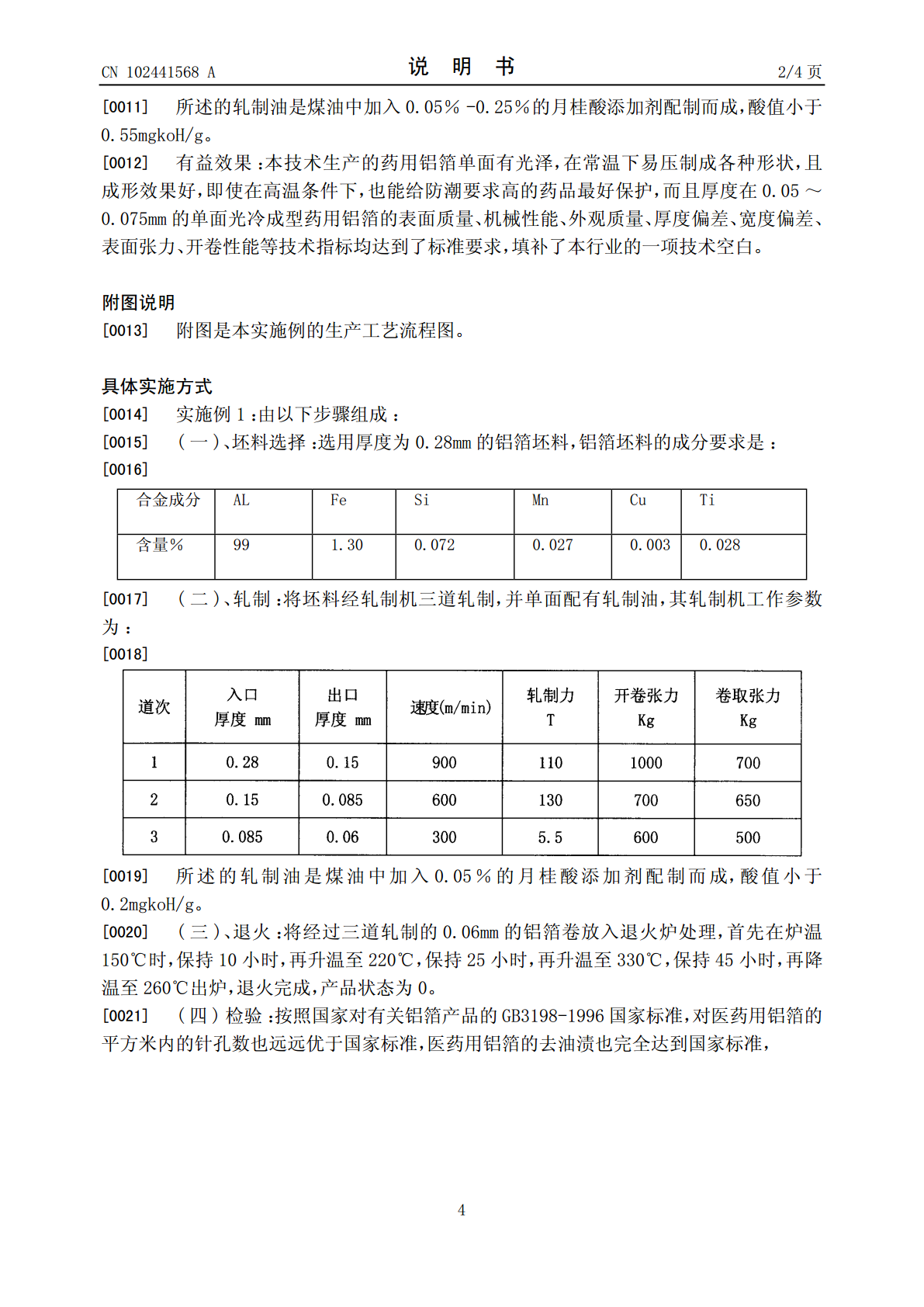
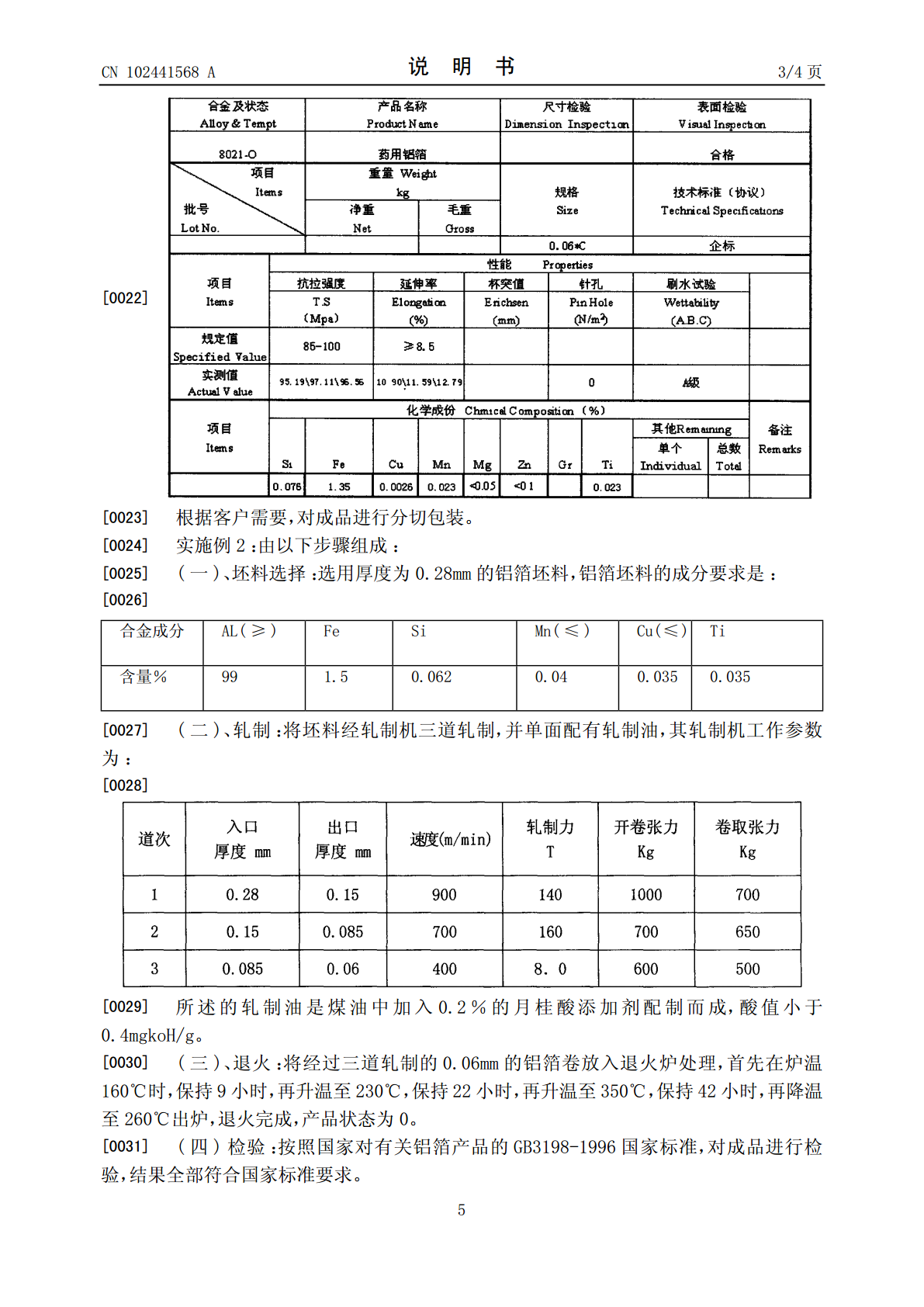
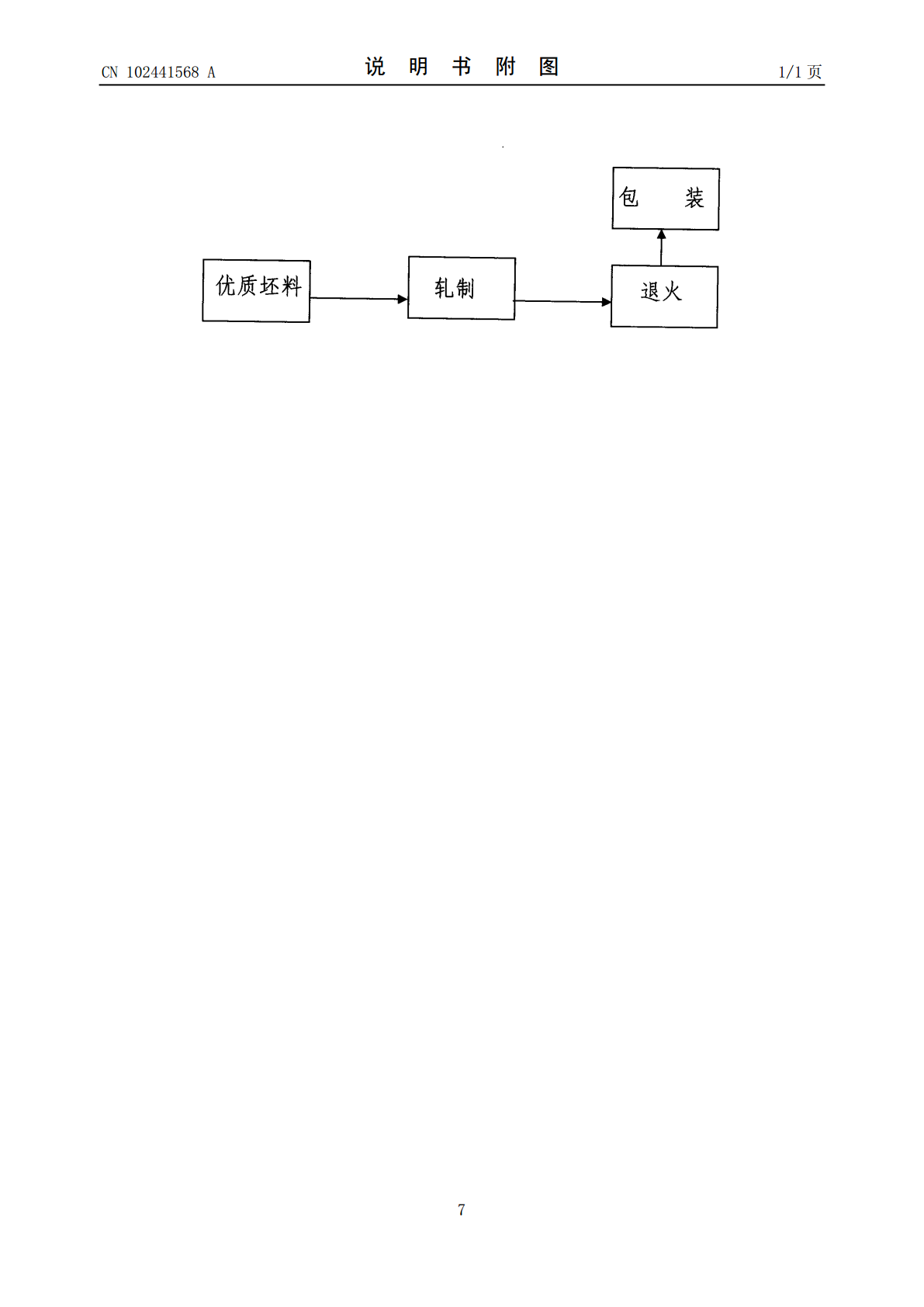
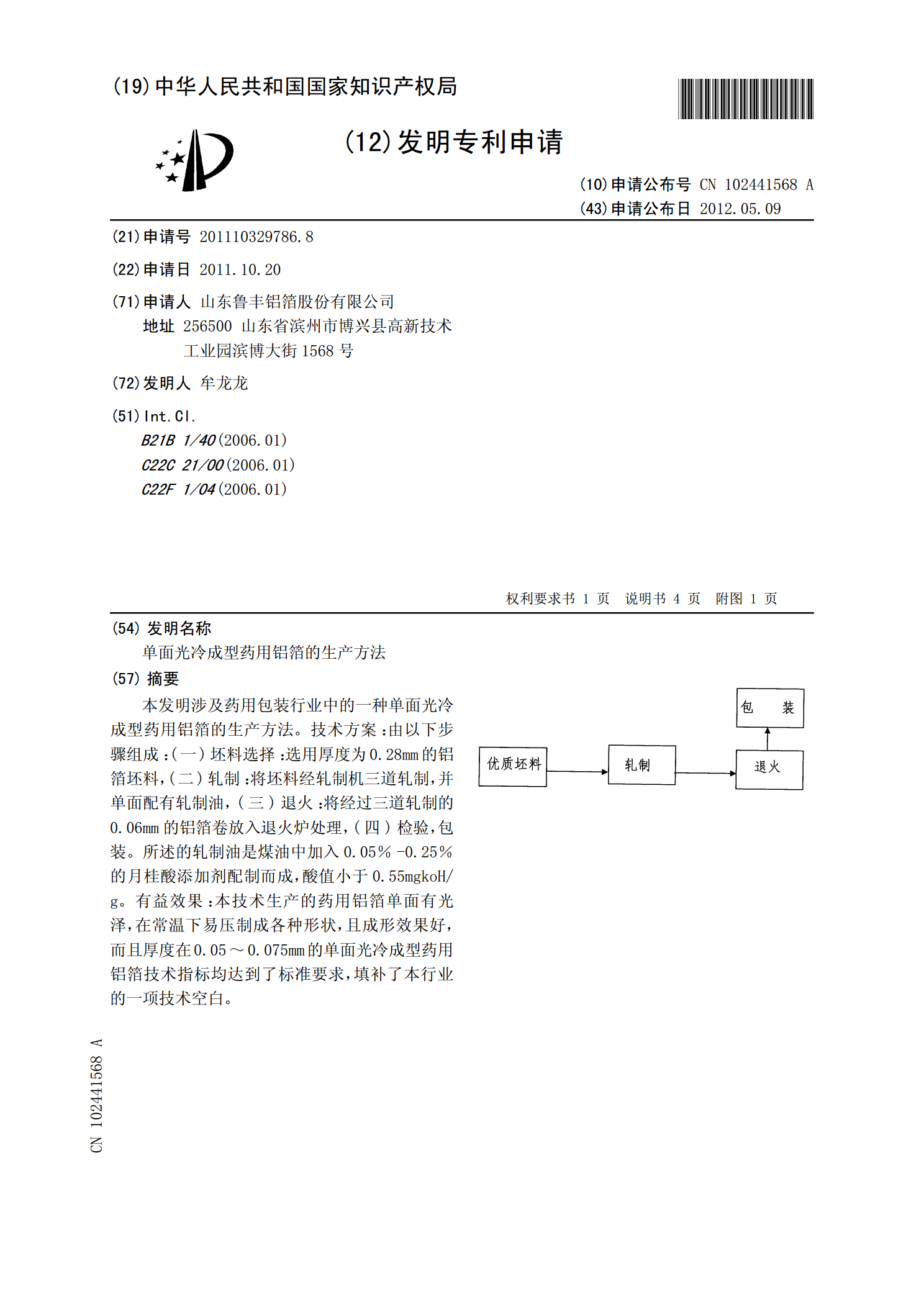
本发明涉及药用包装行业中的一种单面光冷成型药用铝箔的生产方法。技术方案:由以下步骤组成:(一)坯料选择:选用厚度为0.28mm的铝箔坯料,(二)轧制:将坯料经轧制机三道轧制,并单面配有轧制油,(三)退火:将经过三道轧制的0.06mm的铝箔卷放入退火炉处理,(四)检验,包装。所述的轧制油是煤油中加入0.05%-0.25%的月桂酸添加剂配制而成,酸值小于0.55mgkoH/g。有益效果:本技术生产的药用铝箔单面有光泽,在常温下易压制成各种形状,且成形效果好,而且厚度在0.05~0.075mm的单面光冷成型药用
一种短流程铸轧坯生产深冲冷成型药用铝箔的制备方法.pdf
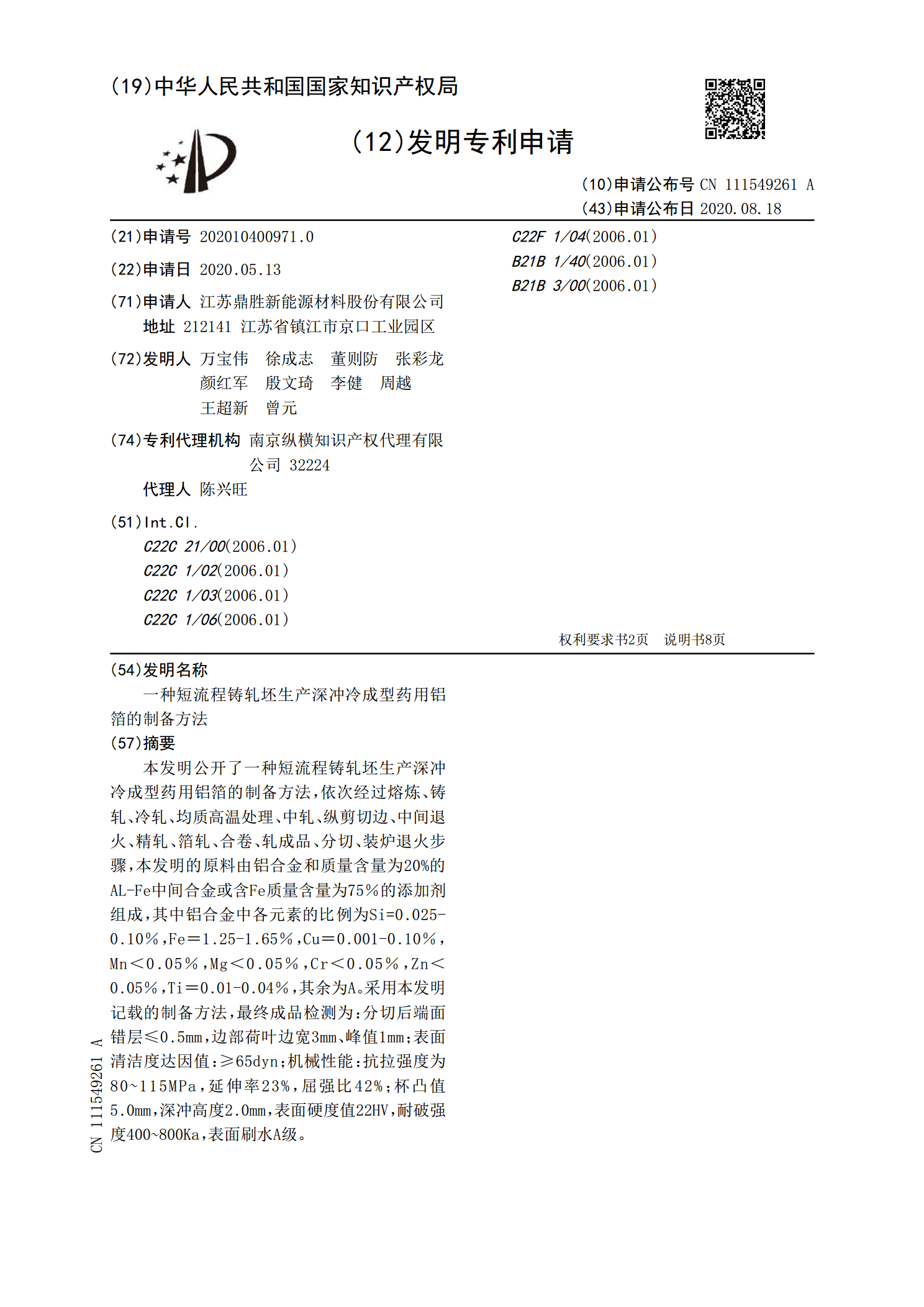
本发明公开了一种短流程铸轧坯生产深冲冷成型药用铝箔的制备方法,依次经过熔炼、铸轧、冷轧、均质高温处理、中轧、纵剪切边、中间退火、精轧、箔轧、合卷、轧成品、分切、装炉退火步骤,本发明的原料由铝合金和质量含量为20%的AL‑Fe中间合金或含Fe质量含量为75%的添加剂组成,其中铝合金中各元素的比例为Si=0.025‑0.10%,Fe=1.25‑1.65%,Cu=0.001‑0.10%,Mn<0.05%,Mg<0.05%,Cr<0.05%,Zn<0.05%,Ti=0.01‑0.04%,其余为A。采用本发明记载的
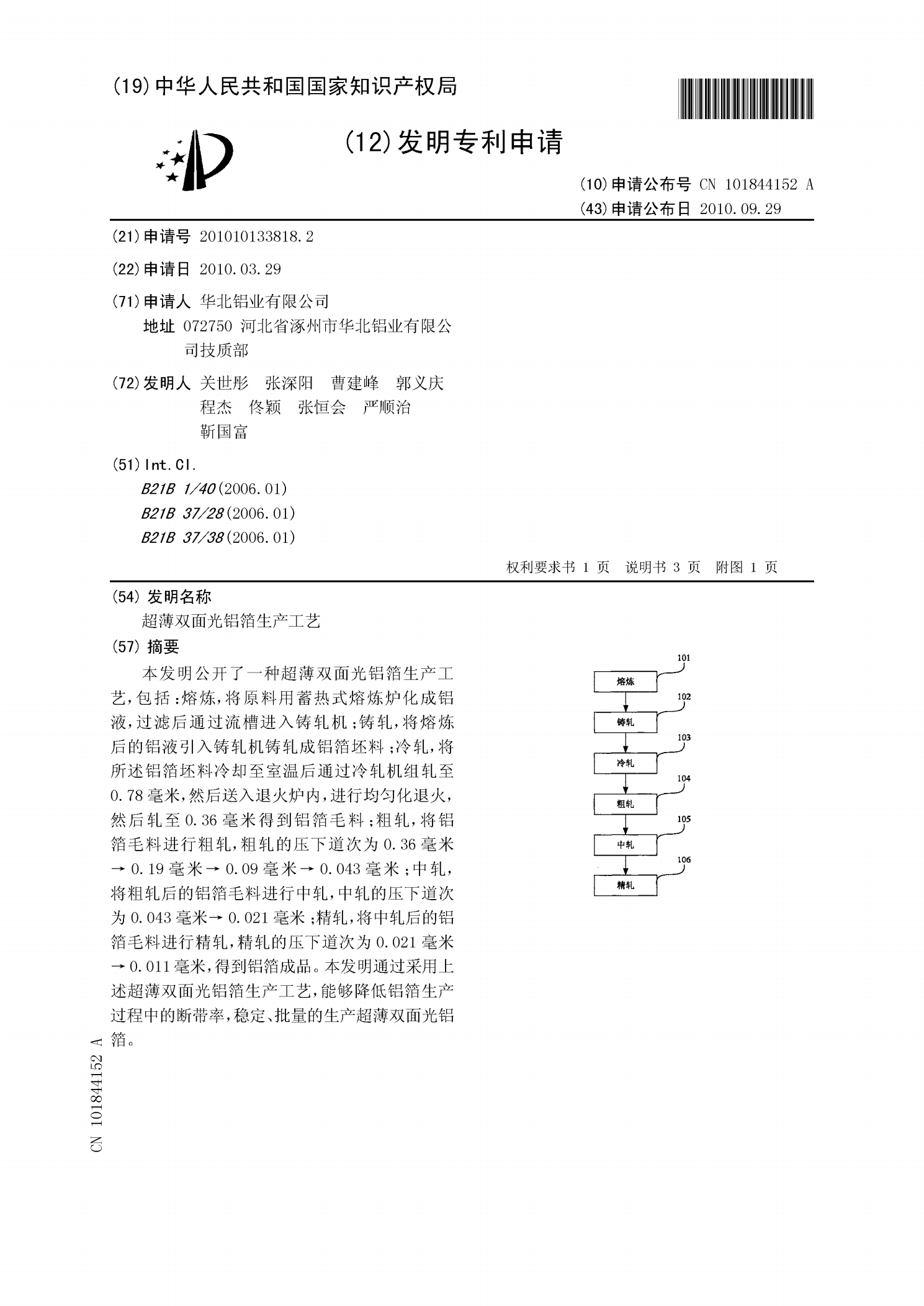
超薄双面光铝箔生产工艺.pdf
本发明公开了一种超薄双面光铝箔生产工艺,包括:熔炼,将原料用蓄热式熔炼炉化成铝液,过滤后通过流槽进入铸轧机;铸轧,将熔炼后的铝液引入铸轧机铸轧成铝箔坯料;冷轧,将所述铝箔坯料冷却至室温后通过冷轧机组轧至0.78毫米,然后送入退火炉内,进行均匀化退火,然后轧至0.36毫米得到铝箔毛料;粗轧,将铝箔毛料进行粗轧,粗轧的压下道次为0.36毫米→0.19毫米→0.09毫米→0.043毫米;中轧,将粗轧后的铝箔毛料进行中轧,中轧的压下道次为0.043毫米→0.021毫米;精轧,将中轧后的铝箔毛料进行精轧,精轧的压下
一种双面光铝箔的制备方法.pdf
本发明公开了一种双面光铝箔的制备方法,包括(1)铸轧:将铝合金材料和铝锭投入熔化炉中进行融化,经静置炉静置后,将熔融液进行过滤,经铸轧机多次铸轧后得到铸轧板;(2)冷轧:将铸轧板冷却至室温,经过冷压机进行多次冷压,然后进行多次退火处理后得到铝箔毛料;(3)铝箔工序:铝箔毛料经五道次轧制工序后得到成品铝箔,第一至第三道次为粗轧,得到的铝箔厚度为0.03mm,第四道次为中轧,得到的铝箔厚度为0.014mm,第五道次为精轧得到厚度0.009mm的铝箔。本方法对铝箔轧制工序的压下道次分配进行了重新的调整,适当提高
一种药用铝箔的制造方法.pdf
本发明属于铝箔制造领域,具体涉及一种药用铝箔的制造方法,包括以下步骤:按照8011合金成份配料、熔炼,使物料完全融化,导入保温炉;在保温炉中引入超声波发生器,对铝液进行晶粒细化;经过精炼细化的铝液流至除气箱进行在线除气,同时在除气箱中进行变质处理,变质剂采用Al‑Ti‑C‑B合金;铝液采用过滤箱过滤后进行铸轧,生产出来的铸轧卷先进行均匀化退火,将均匀化处理好的铝卷进行冷轧压延,然后切边,进行回火处理,回火之后的铝卷,送到精轧机,精轧到成品。本发明通过分级热处理工艺,配合合理的轧制工艺,有效的减小了组织不均