
一种HRB600热轧带肋钢筋的生产方法.pdf

含秀****66

1/6
2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种HRB600热轧带肋钢筋的生产方法.pdf
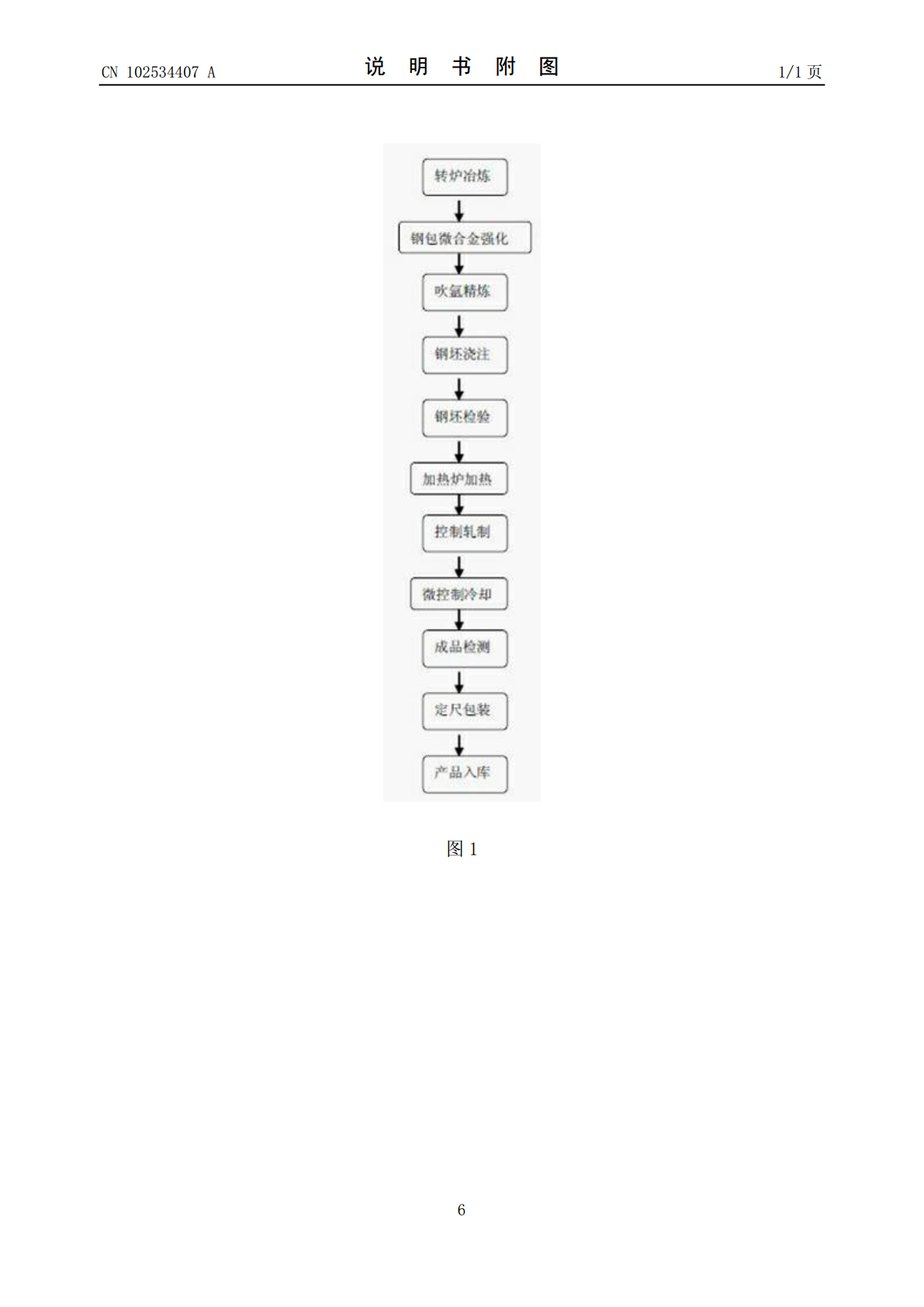
一种HRB600热轧带肋钢筋的生产方法,包括转炉冶炼、钢坯强化、吹氩精炼、浇注、钢坯检验、加热炉加热、控制轧制、轧后轻微控制冷、成品检测、定尺包装、产品入库等工序,其特征有:①转炉冶炼出钢过程采用双挡渣工艺;②钢坯强化工序采用Cr、Nb、VN微合金复合强化;③吹氩精炼技术;④浇注工序采用全保护浇注;⑤控制轧制工序,微合金元素阻止奥氏体的再结晶进程,控制微合金元素的沉淀强化作用,达到提高钢筋强度的目的;⑥轧后微控制冷却工序,阻止奥氏体晶粒再长大,确保钢筋综合性能。采用本方法,普碳钢也可生产出HRB600热轧
热轧带肋钢筋的生产方法.pdf
热轧带肋钢筋的生产方法,所述弹簧钢热轧盘条规格为Φ8mm~Φ10mm,钢的化学成分质量百分含量为C=0.20%~0.25%,Si=0.40%~0.50%,Mn=1.40%~1.60%,P≤0.045%,S≤0.045%,V=0.015%~0.020%,其余为Fe和不可避免的杂质元素;轧制工艺为:出炉温度1070~1130℃,进预精轧温度970~1000℃,进精轧温度840~880℃;吐丝温度845~875℃;终轧温度在奥氏体区再结晶温度以下;在风冷辊道上通过风机快速冷却,风量为100%;经过关闭保温罩的
一种钒铬微合金化生产HRB600高强热轧带肋钢筋的方法.pdf
本发明公开了一种钒铬微合金化生产HRB600高强热轧带肋钢筋的方法,包括以下工序:转炉冶炼‑LF精炼‑连铸‑加热‑轧制‑冷床空冷‑剪切,其中,在转炉冶炼工序中,出钢2/3时加入硅铁、锰铁、硅锰合金、铬铁和硅氮合金进行硅、锰、铬合金化,在LF精炼工序中,精炼炉钢液温度≥1570℃时按成分要求加入钒铁进行钒合金化。本发明的有益之处在于:(1)填补了V‑Cr复合微合金化生产600MPa级钢筋的空白,以V、Cr作为微合金强化元素,避免了使用价格普遍较高的Nb和Ti,降低了生产成本;(2)轧制后80%的V以析出状态

冷轧带肋钢筋生产装置.pdf
本发明公开一种冷轧带肋钢筋生产装置,所述冷轧带肋钢筋生产装置包括:塔轮、导论、多个减径轧辊、成型轧辊;塔轮一端连接旋转动力源;多个减径轧辊均设置在成型轧辊的下游位置;首个减径轧辊位于塔轮直径最小的辊轮的下游位置,其它道次的减径轧辊位于塔轮直径递增的辊轮和导论之间;成型轧辊设置在塔轮直径最大的辊轮和导论之间;多个减径轧辊用于对原料钢筋多次冷轧挤压减径,成型轧辊用于碾出所需的肋,塔轮对卷入的钢筋产生足够的牵拉作用,使钢筋经过多个减径轧辊后,一次成型的生产方式。本发明有益效果是:能轧制面缩比范围较大的钢筋原料,
双高棒生产热轧带肋钢筋的方法.pdf
本发明提供了一种双高棒生产热轧带肋钢筋的方法,所述双高棒生产热轧带肋钢筋的方法包括:高炉铁水冶炼、铁水脱硫预处理、转炉钢水冶炼、方坯连铸、加热炉加热、粗轧、中轧、精轧前水箱(2个)及恢复段、精轧、减径前水箱(2个)及恢复段、减径、减径后水箱(3个)及恢复段、剪倍尺、冷床、剪定尺。开轧温度为950~1000℃,进精轧温度在900~930℃,进减径温度控制在830~870℃,轧后自然冷却。