
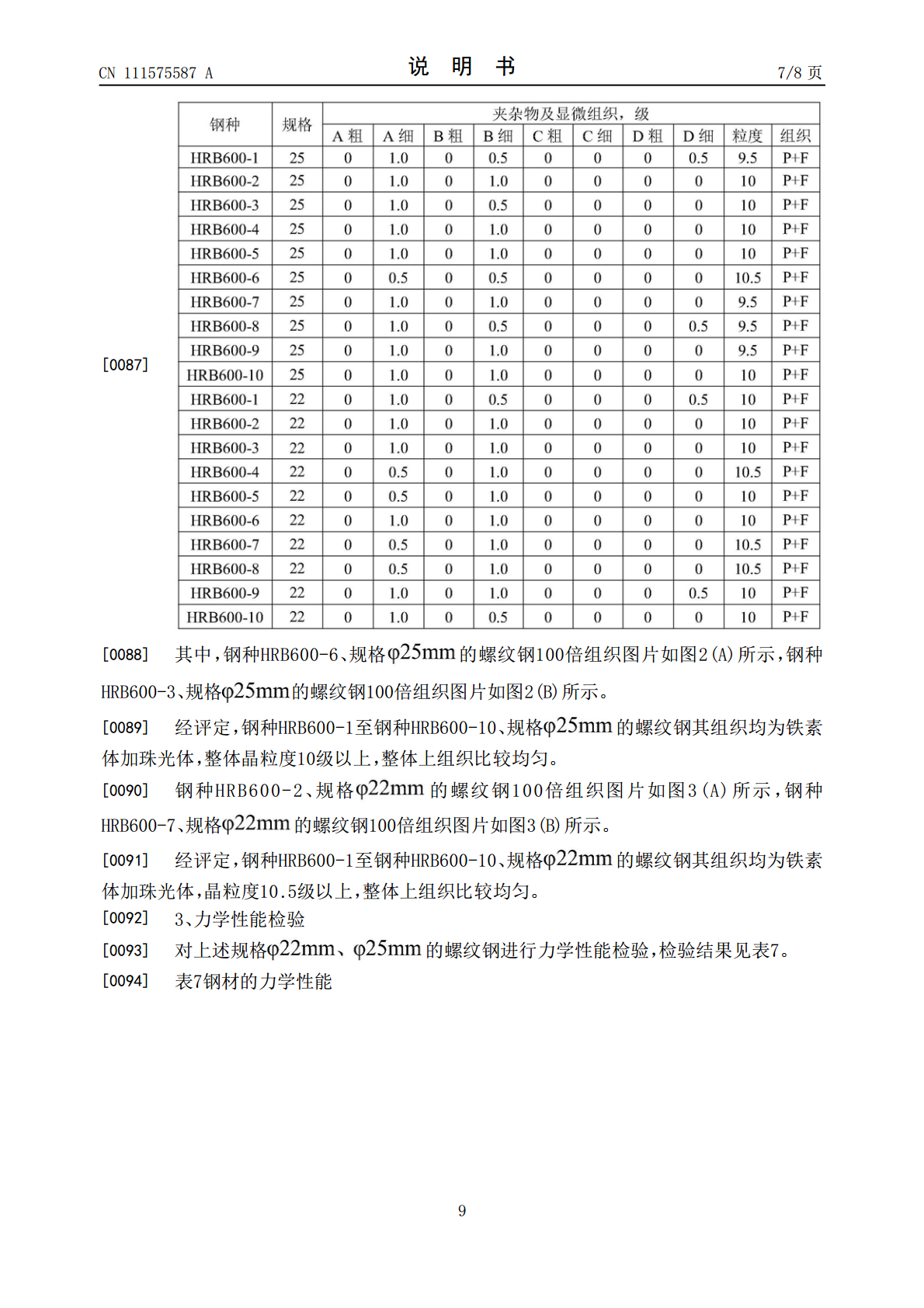
一种钒铬微合金化生产HRB600高强热轧带肋钢筋的方法.pdf

篷璐****爱吗

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种钒铬微合金化生产HRB600高强热轧带肋钢筋的方法.pdf
本发明公开了一种钒铬微合金化生产HRB600高强热轧带肋钢筋的方法,包括以下工序:转炉冶炼‑LF精炼‑连铸‑加热‑轧制‑冷床空冷‑剪切,其中,在转炉冶炼工序中,出钢2/3时加入硅铁、锰铁、硅锰合金、铬铁和硅氮合金进行硅、锰、铬合金化,在LF精炼工序中,精炼炉钢液温度≥1570℃时按成分要求加入钒铁进行钒合金化。本发明的有益之处在于:(1)填补了V‑Cr复合微合金化生产600MPa级钢筋的空白,以V、Cr作为微合金强化元素,避免了使用价格普遍较高的Nb和Ti,降低了生产成本;(2)轧制后80%的V以析出状态
一种HRB600热轧带肋钢筋的生产方法.pdf
一种HRB600热轧带肋钢筋的生产方法,包括转炉冶炼、钢坯强化、吹氩精炼、浇注、钢坯检验、加热炉加热、控制轧制、轧后轻微控制冷、成品检测、定尺包装、产品入库等工序,其特征有:①转炉冶炼出钢过程采用双挡渣工艺;②钢坯强化工序采用Cr、Nb、VN微合金复合强化;③吹氩精炼技术;④浇注工序采用全保护浇注;⑤控制轧制工序,微合金元素阻止奥氏体的再结晶进程,控制微合金元素的沉淀强化作用,达到提高钢筋强度的目的;⑥轧后微控制冷却工序,阻止奥氏体晶粒再长大,确保钢筋综合性能。采用本方法,普碳钢也可生产出HRB600热轧
一种Nb-Ti-N微合金化热轧带肋钢筋及其生产方法.pdf
本发明公开了一种Nb‑Ti‑N微合金化热轧带肋钢筋及其生产方法,所述Nb‑Ti‑N微合金化热轧带肋钢筋包括如下重量百分比的化学成分:C0.22~0.25%,Si0.40~0.60%,Mn1.25~1.35%,Nb0.012~0.018%,Ti0.005~0.015%,N0.0060~0.0090%,P≤0.045%,S≤0.045%和不可避免的杂质;在生产工艺中,转炉出钢进行底吹氮气,增加钢液N与Nb化合形成NbN,并控制轧制过程的工艺参数使晶界析出起到析出强化的作用,提高强度,确保力学性能合格;并提高连
一种钒铬微合金化大规格超细晶高强韧耐蚀抗震钢筋的制备方法.pdf
本发明公开了一种钒铬微合金化大规格超细晶高强韧耐蚀抗震钢筋的制备方法,本方法在炼钢出钢钢包加入一定量含钒生铁替代昂贵的钒合金,增加了钢水V含量,降低了钒合金加入量;炼钢脱氧合金化过程中加入硅氮合金,钢水通过LF炉精炼吹氮处理,增加了钢水中氮含量,降低了钢中V/N配比值,增加了V(C,N)沉淀析出的驱动力,促进了轧制过程V从固溶状态向碳氮化物析出相的转移,细小弥散的V(C,N)析出相大量形成和析出,使钢的析出强化效果明显改善;本方法工艺具有生产成本低、工艺适用性及控制性强等特点,大幅降低了GB/T1499
热轧带肋钢筋的生产方法.pdf
热轧带肋钢筋的生产方法,所述弹簧钢热轧盘条规格为Φ8mm~Φ10mm,钢的化学成分质量百分含量为C=0.20%~0.25%,Si=0.40%~0.50%,Mn=1.40%~1.60%,P≤0.045%,S≤0.045%,V=0.015%~0.020%,其余为Fe和不可避免的杂质元素;轧制工艺为:出炉温度1070~1130℃,进预精轧温度970~1000℃,进精轧温度840~880℃;吐丝温度845~875℃;终轧温度在奥氏体区再结晶温度以下;在风冷辊道上通过风机快速冷却,风量为100%;经过关闭保温罩的