
冷轧带肋钢筋生产装置.pdf

明轩****la


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

冷轧带肋钢筋生产装置.pdf
本发明公开一种冷轧带肋钢筋生产装置,所述冷轧带肋钢筋生产装置包括:塔轮、导论、多个减径轧辊、成型轧辊;塔轮一端连接旋转动力源;多个减径轧辊均设置在成型轧辊的下游位置;首个减径轧辊位于塔轮直径最小的辊轮的下游位置,其它道次的减径轧辊位于塔轮直径递增的辊轮和导论之间;成型轧辊设置在塔轮直径最大的辊轮和导论之间;多个减径轧辊用于对原料钢筋多次冷轧挤压减径,成型轧辊用于碾出所需的肋,塔轮对卷入的钢筋产生足够的牵拉作用,使钢筋经过多个减径轧辊后,一次成型的生产方式。本发明有益效果是:能轧制面缩比范围较大的钢筋原料,

冷轧带肋钢筋与热轧带肋钢筋的区别.docx
冷轧带肋钢筋与热轧带肋钢筋的区别热轧钢筋:是在钢铁加工厂里钢炉中的钢模上直接加工好的,就是从炉子里出来就是炽热(故称“热轧”)的成品,冷却后就可以使用。冷轧钢筋:是把热轧钢筋再进行冷加工而得到钢筋,比如在常温下对钢筋进行冷拉、拉拔。热轧钢筋屈服强度较低,塑性性能好。冷轧钢筋屈服强度较高,塑性性能差。两者的极限抗拉压强度相同。1、热轧带肋钢筋的牌号由HRB和牌号的屈服点最小值构成。H、R、B分别为热轧(Hotrolled)、带肋(Ribbed)、钢筋(Bars)三个词的英文首位字母。它的优点是:A、经济:由
一种冷轧带肋钢筋牵引装置.pdf
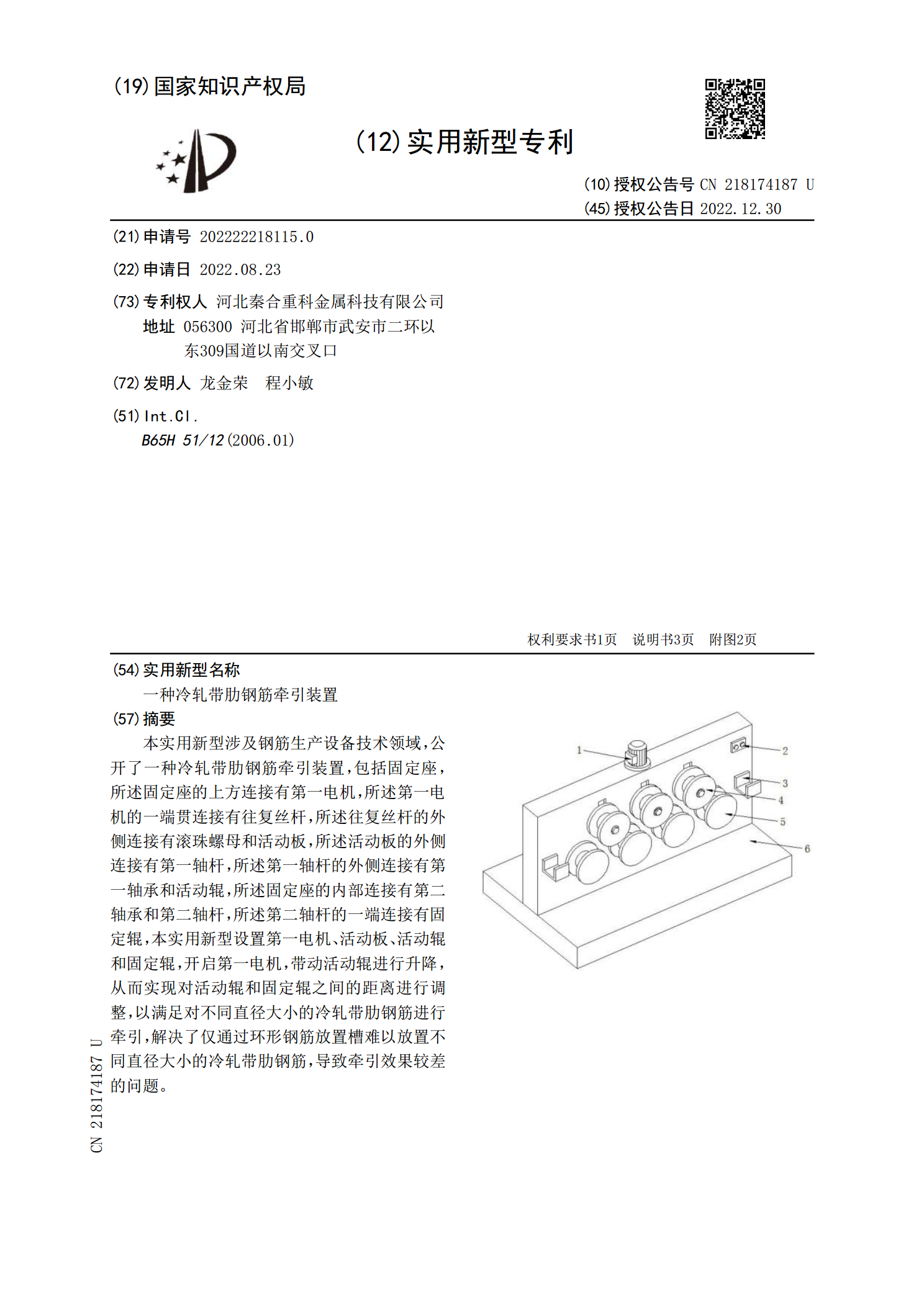
本实用新型涉及钢筋生产设备技术领域,公开了一种冷轧带肋钢筋牵引装置,包括固定座,所述固定座的上方连接有第一电机,所述第一电机的一端贯连接有往复丝杆,所述往复丝杆的外侧连接有滚珠螺母和活动板,所述活动板的外侧连接有第一轴杆,所述第一轴杆的外侧连接有第一轴承和活动辊,所述固定座的内部连接有第二轴承和第二轴杆,所述第二轴杆的一端连接有固定辊,本实用新型设置第一电机、活动板、活动辊和固定辊,开启第一电机,带动活动辊进行升降,从而实现对活动辊和固定辊之间的距离进行调整,以满足对不同直径大小的冷轧带肋钢筋进行牵引,解
冷轧带肋钢筋生产线的导电轮电加热装置.pdf
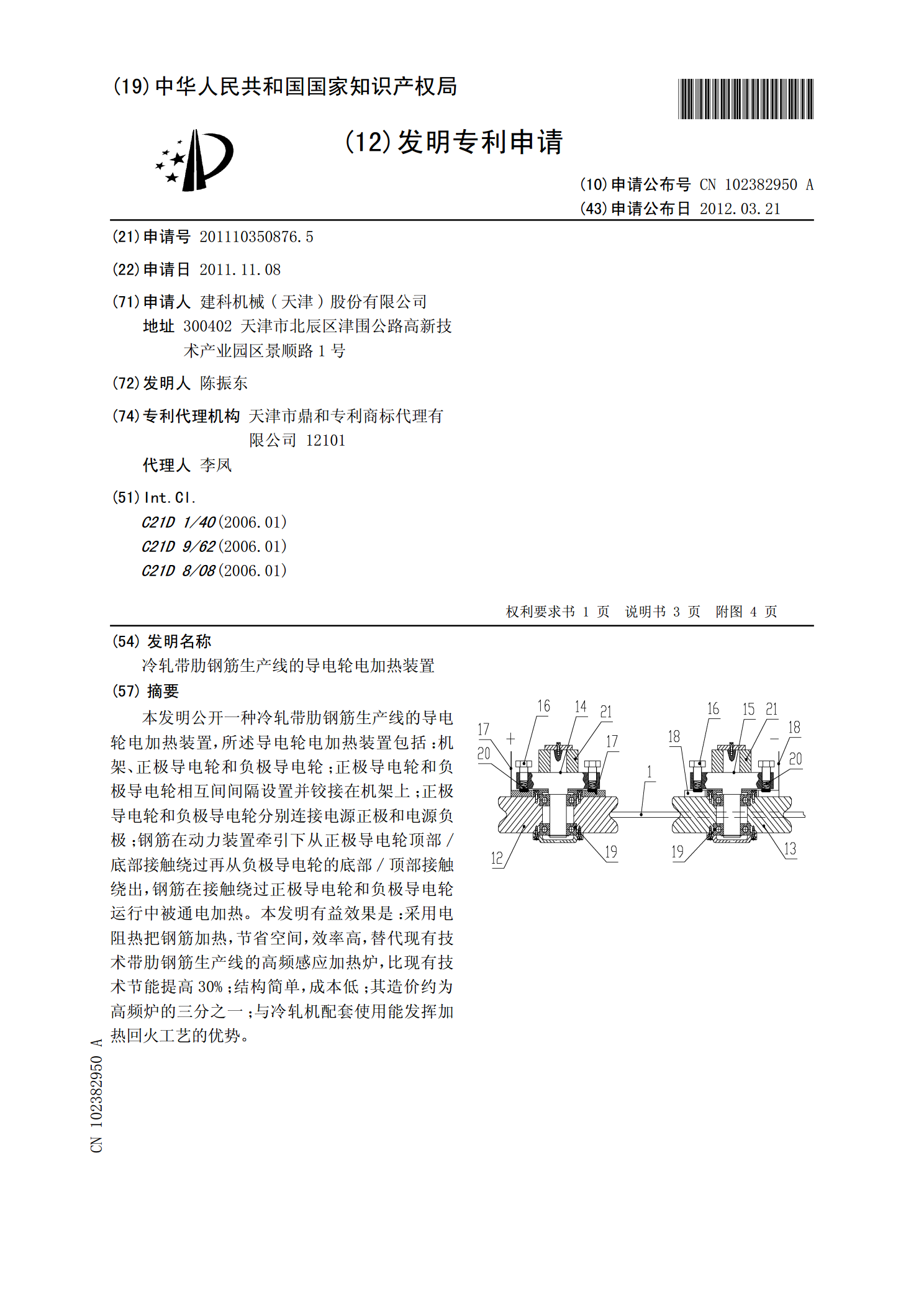
本发明公开一种冷轧带肋钢筋生产线的导电轮电加热装置,所述导电轮电加热装置包括:机架、正极导电轮和负极导电轮;正极导电轮和负极导电轮相互间间隔设置并铰接在机架上;正极导电轮和负极导电轮分别连接电源正极和电源负极;钢筋在动力装置牵引下从正极导电轮顶部/底部接触绕过再从负极导电轮的底部/顶部接触绕出,钢筋在接触绕过正极导电轮和负极导电轮运行中被通电加热。本发明有益效果是:采用电阻热把钢筋加热,节省空间,效率高,替代现有技术带肋钢筋生产线的高频感应加热炉,比现有技术节能提高30%;结构简单,成本低;其造价约为高频

冷轧带肋钢筋产品.docx
冷轧带肋钢筋产品生产许可证换(发)证实施细则全国工业产品生产许可证办公室二OO三年一月目录1总则…………………………………………………………………………⑴2管理机构和检验单位………………………………………………………⑴3企业取得冷轧带肋钢筋产品生产许可证的必备条件……………………⑵4申请和受理…………………………………………………………………⑶5企业生产条件审查…………………………………………………………⑷6产品抽样与检验……………………………………………………………⑷7审定与发证……………