
柱状曲面钢化玻璃加工装置.pdf

Do****76


1/10
2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
柱状曲面钢化玻璃加工装置.pdf
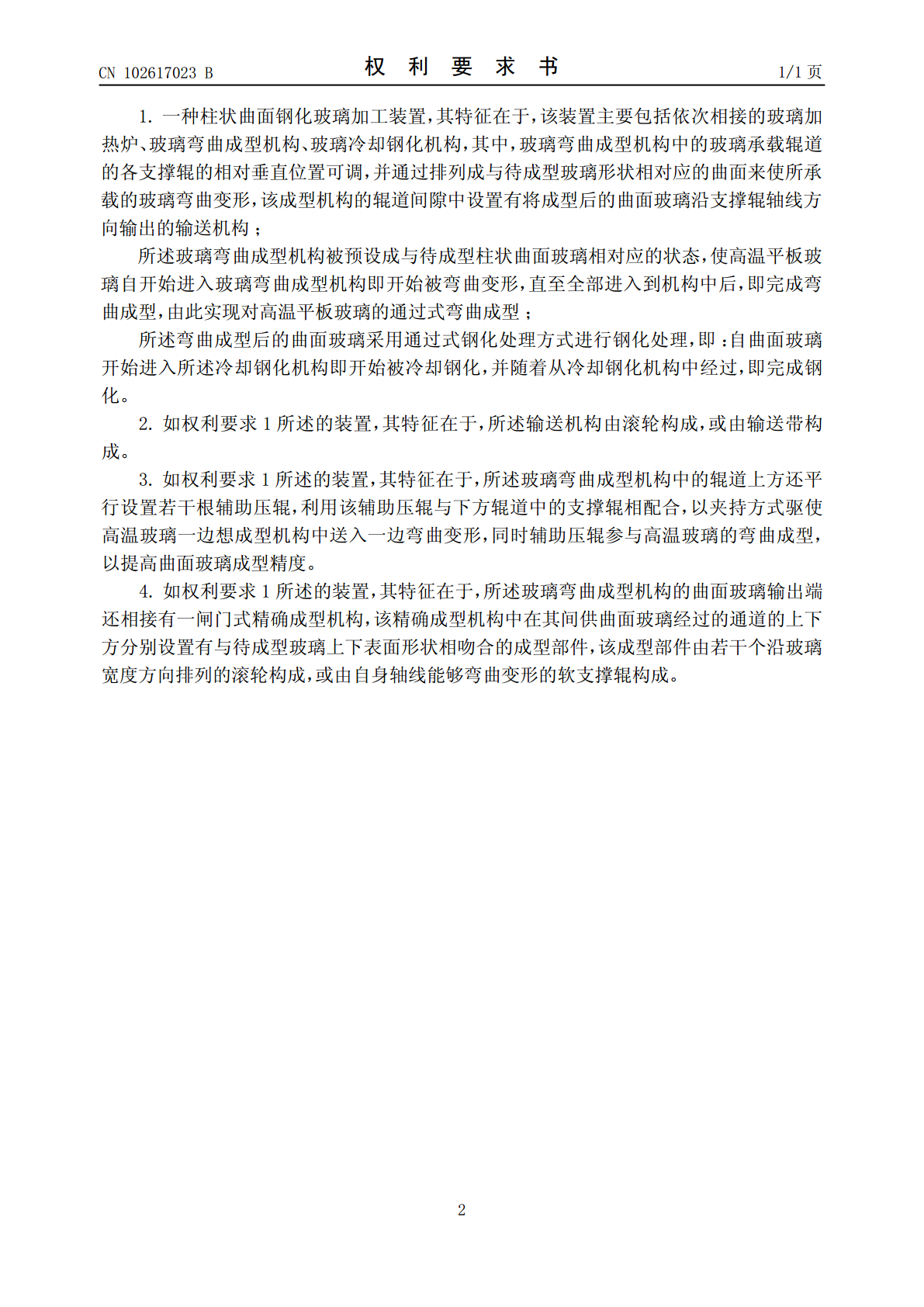
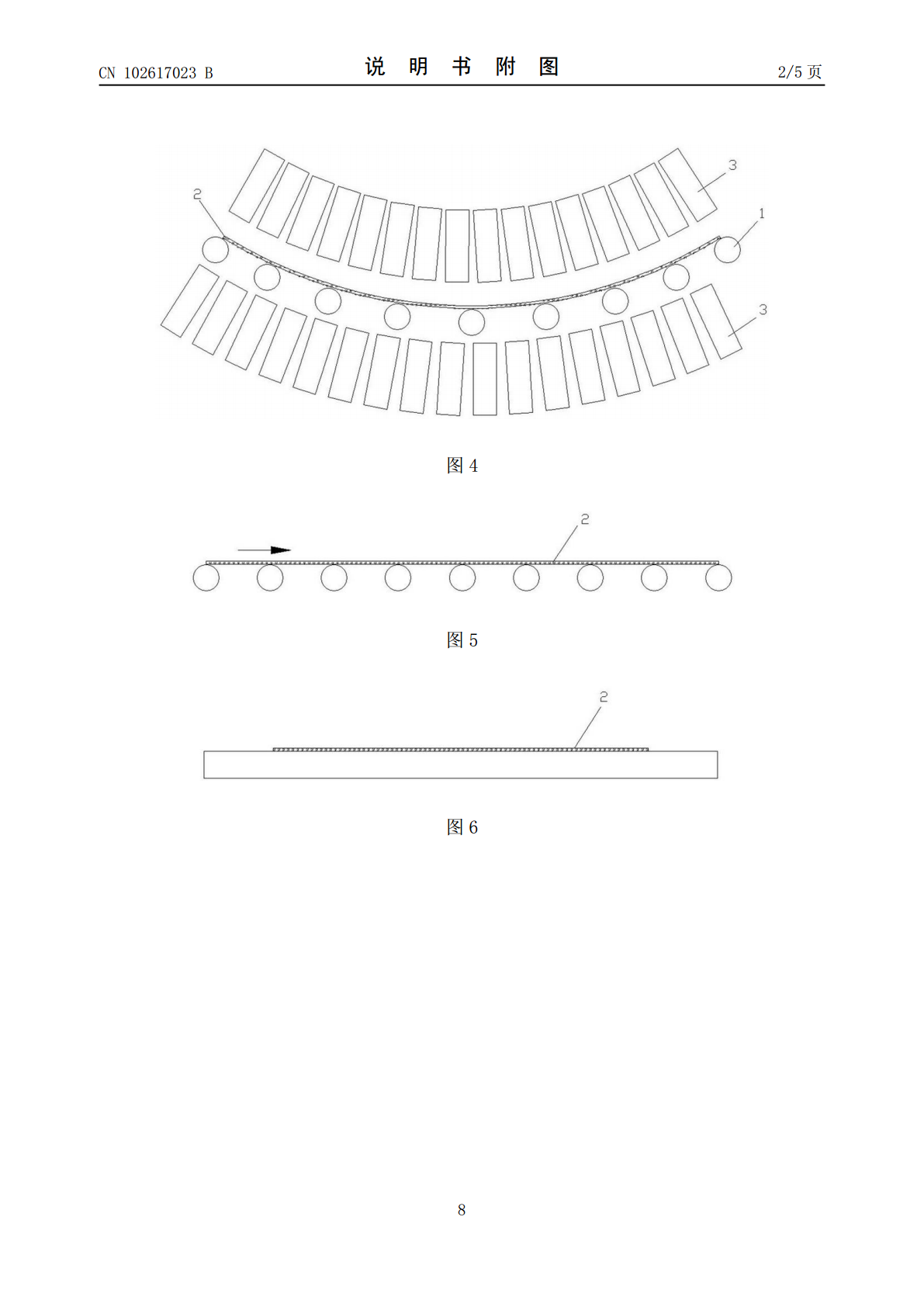
本发明公开了一种柱状曲面钢化玻璃加工装置,该装置主要包括依次相接的玻璃加热炉、玻璃弯曲成型机构、玻璃冷却钢化机构,其中,玻璃弯曲成型机构通过使其承载高温平板玻璃的辊道中的各支撑辊由平面排列变成在空间中按与待成型玻璃形状相对应的曲面排列来使所承载的玻璃弯曲变形,该成型机构的辊道间隙中设置有将成型后的曲面玻璃沿支撑辊轴线方向输出的输送滚轮。本发明通过将高温平板玻璃的弯曲成型和冷却钢化分由两个工位来完成,打破了现有弯曲成型和冷却钢化集中在一个成型装置上进行的常规,为柱状曲面钢化玻璃的加工提供了一条新的技术途径。
柱状曲面钢化玻璃加工方法.pdf
本发明公开了一种柱状曲面钢化玻璃加工方法,该方法具体为:将高温平板玻璃的弯曲成型和冷却钢化分成两个工位,由加热炉输出的高温平板玻璃首先进行弯曲成型,成型时曲面玻璃的柱状延伸方向与玻璃从加热炉的输出方向相垂直,然后将成型后的曲面玻璃沿其柱状延伸方向输出到冷却钢化工位进行冷却钢化。本发明通过将高温平板玻璃的弯曲成型和冷却钢化分由两个工位来完成,打破了现有弯曲成型和冷却钢化集中在一个成型装置上进行的常规,为柱状曲面钢化玻璃的加工提供了一条新的技术途径。
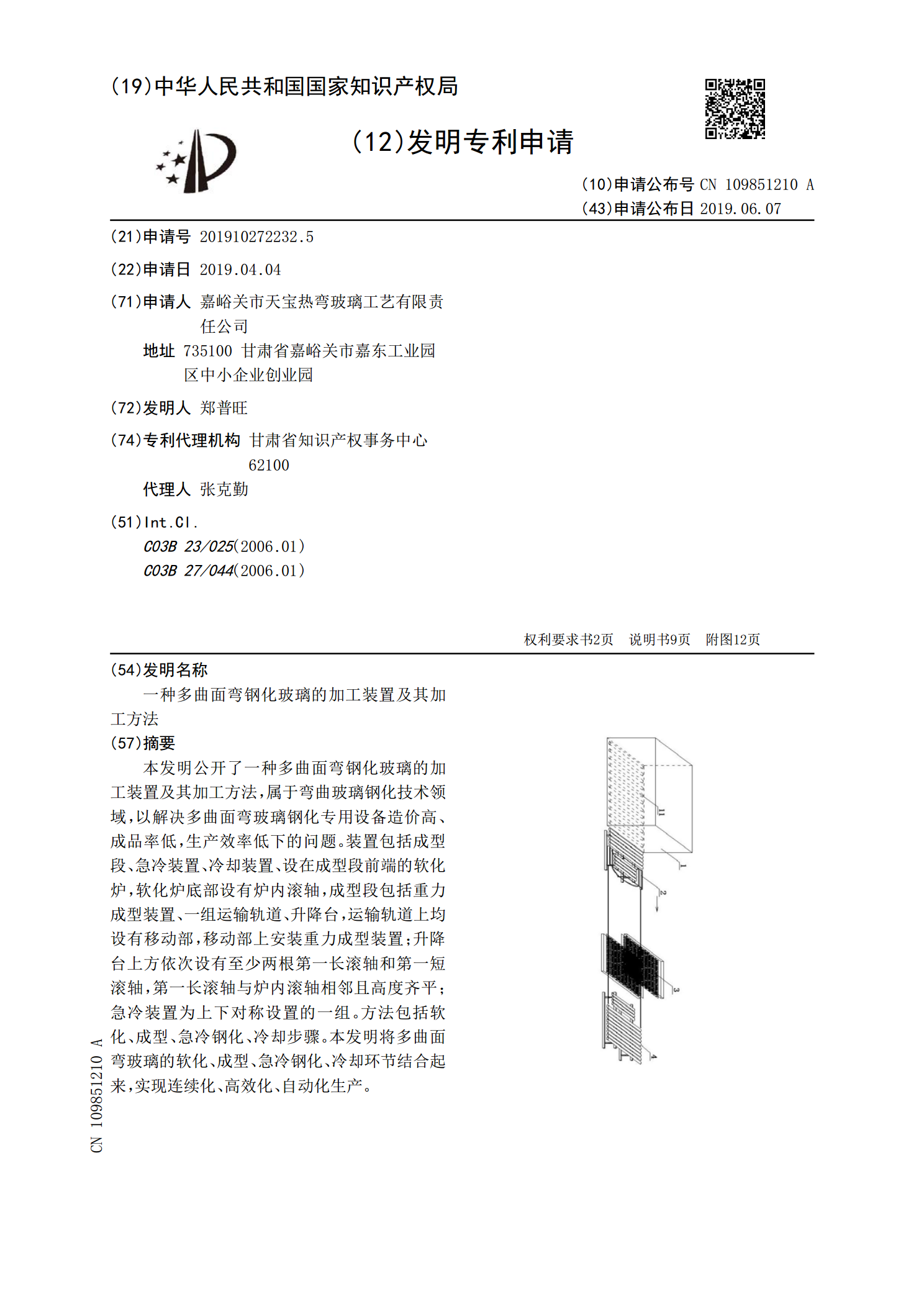
一种多曲面弯钢化玻璃的加工装置及其加工方法.pdf
本发明公开了一种多曲面弯钢化玻璃的加工装置及其加工方法,属于弯曲玻璃钢化技术领域,以解决多曲面弯玻璃钢化专用设备造价高、成品率低,生产效率低下的问题。装置包括成型段、急冷装置、冷却装置、设在成型段前端的软化炉,软化炉底部设有炉内滚轴,成型段包括重力成型装置、一组运输轨道、升降台,运输轨道上均设有移动部,移动部上安装重力成型装置;升降台上方依次设有至少两根第一长滚轴和第一短滚轴,第一长滚轴与炉内滚轴相邻且高度齐平;急冷装置为上下对称设置的一组。方法包括软化、成型、急冷钢化、冷却步骤。本发明将多曲面弯玻璃的软
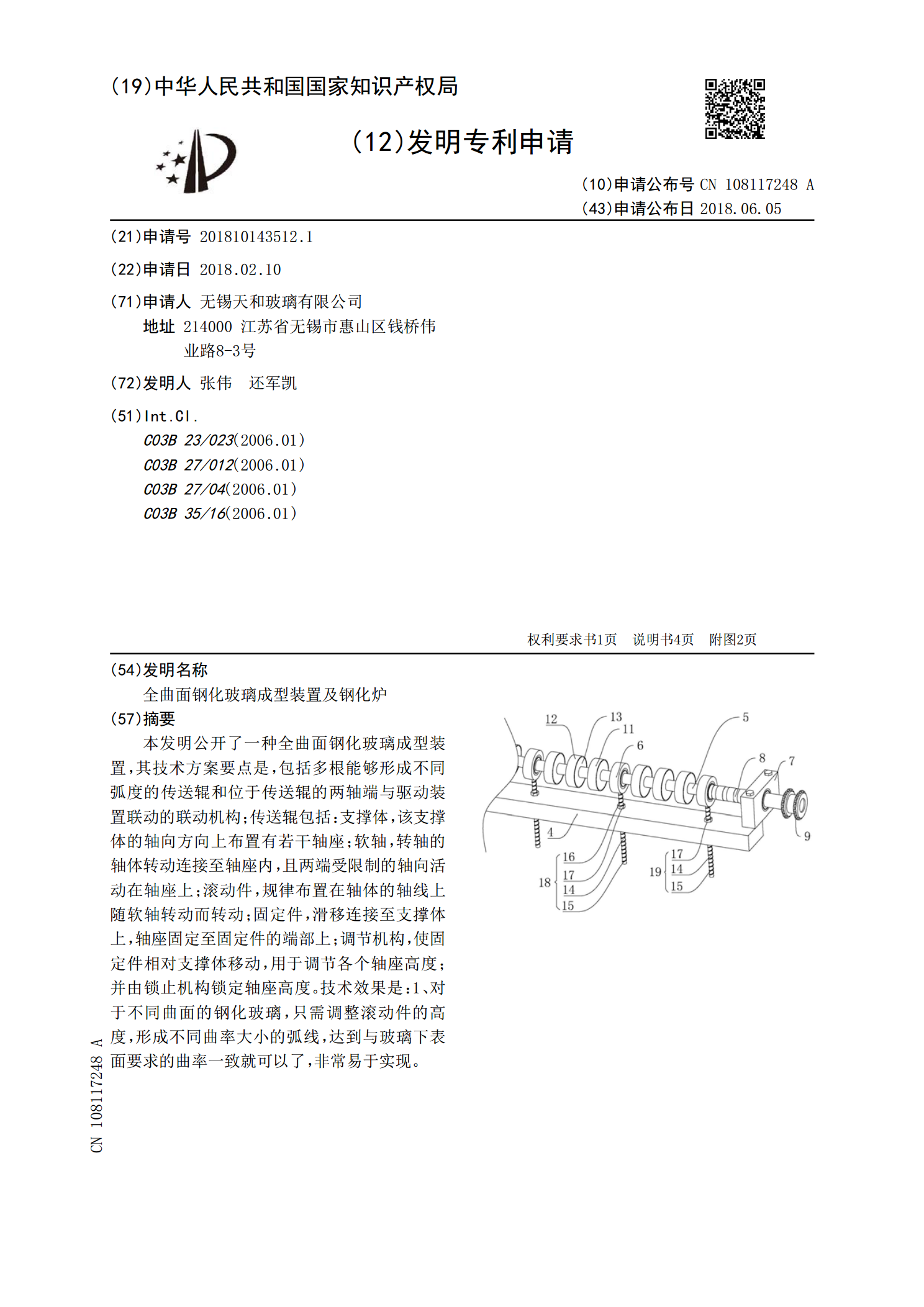
全曲面钢化玻璃成型装置及钢化炉.pdf
本发明公开了一种全曲面钢化玻璃成型装置,其技术方案要点是,包括多根能够形成不同弧度的传送辊和位于传送辊的两轴端与驱动装置联动的联动机构;传送辊包括:支撑体,该支撑体的轴向方向上布置有若干轴座;软轴,转轴的轴体转动连接至轴座内,且两端受限制的轴向活动在轴座上;滚动件,规律布置在轴体的轴线上随软轴转动而转动;固定件,滑移连接至支撑体上,轴座固定至固定件的端部上;调节机构,使固定件相对支撑体移动,用于调节各个轴座高度;并由锁止机构锁定轴座高度。技术效果是:1、对于不同曲面的钢化玻璃,只需调整滚动件的高度,形成不
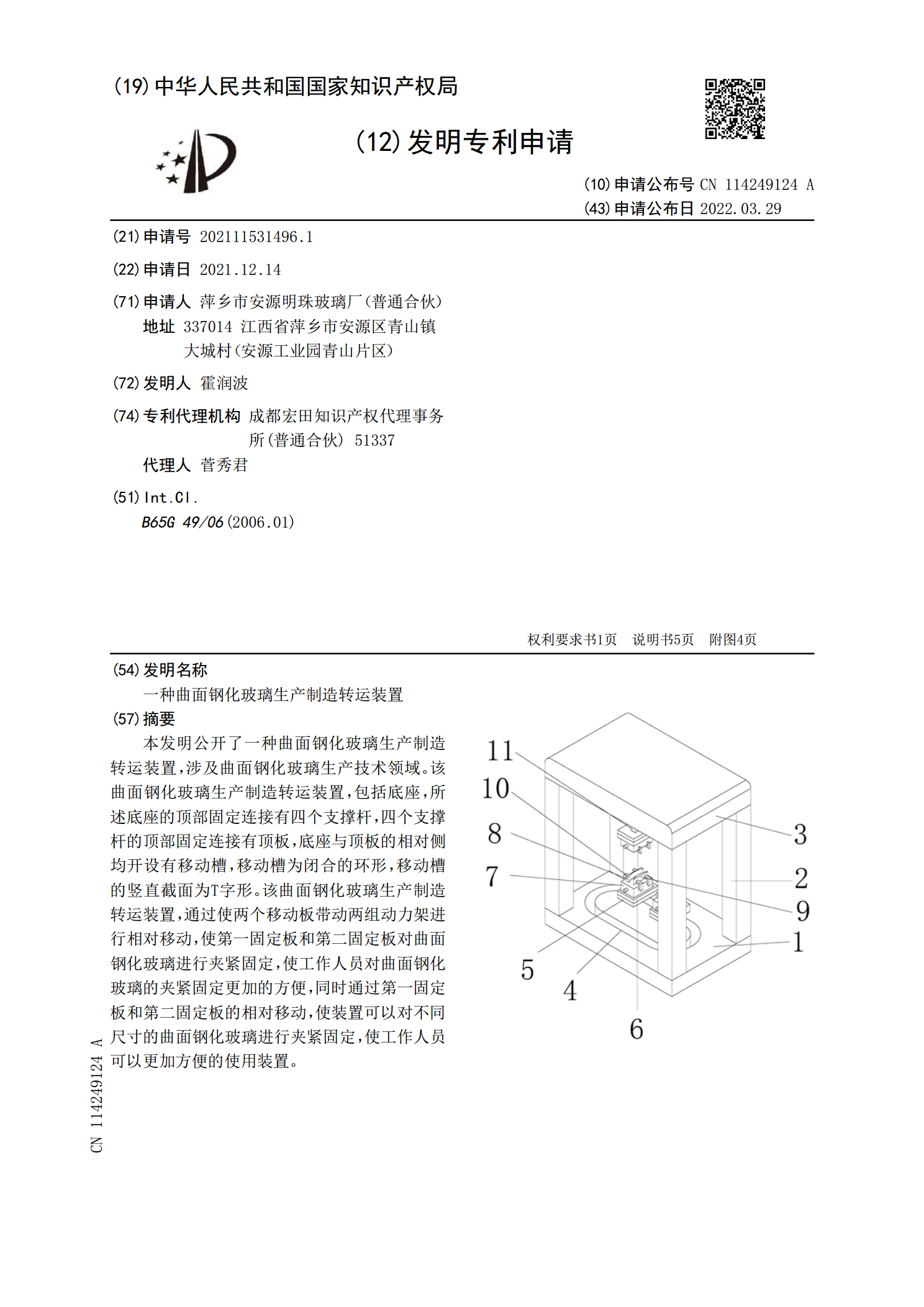
一种曲面钢化玻璃生产制造转运装置.pdf
本发明公开了一种曲面钢化玻璃生产制造转运装置,涉及曲面钢化玻璃生产技术领域。该曲面钢化玻璃生产制造转运装置,包括底座,所述底座的顶部固定连接有四个支撑杆,四个支撑杆的顶部固定连接有顶板,底座与顶板的相对侧均开设有移动槽,移动槽为闭合的环形,移动槽的竖直截面为T字形。该曲面钢化玻璃生产制造转运装置,通过使两个移动板带动两组动力架进行相对移动,使第一固定板和第二固定板对曲面钢化玻璃进行夹紧固定,使工作人员对曲面钢化玻璃的夹紧固定更加的方便,同时通过第一固定板和第二固定板的相对移动,使装置可以对不同尺寸的曲面钢