
一种多曲面弯钢化玻璃的加工装置及其加工方法.pdf

雨巷****莺莺

1/10

2/10
3/10
4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共24页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种多曲面弯钢化玻璃的加工装置及其加工方法.pdf
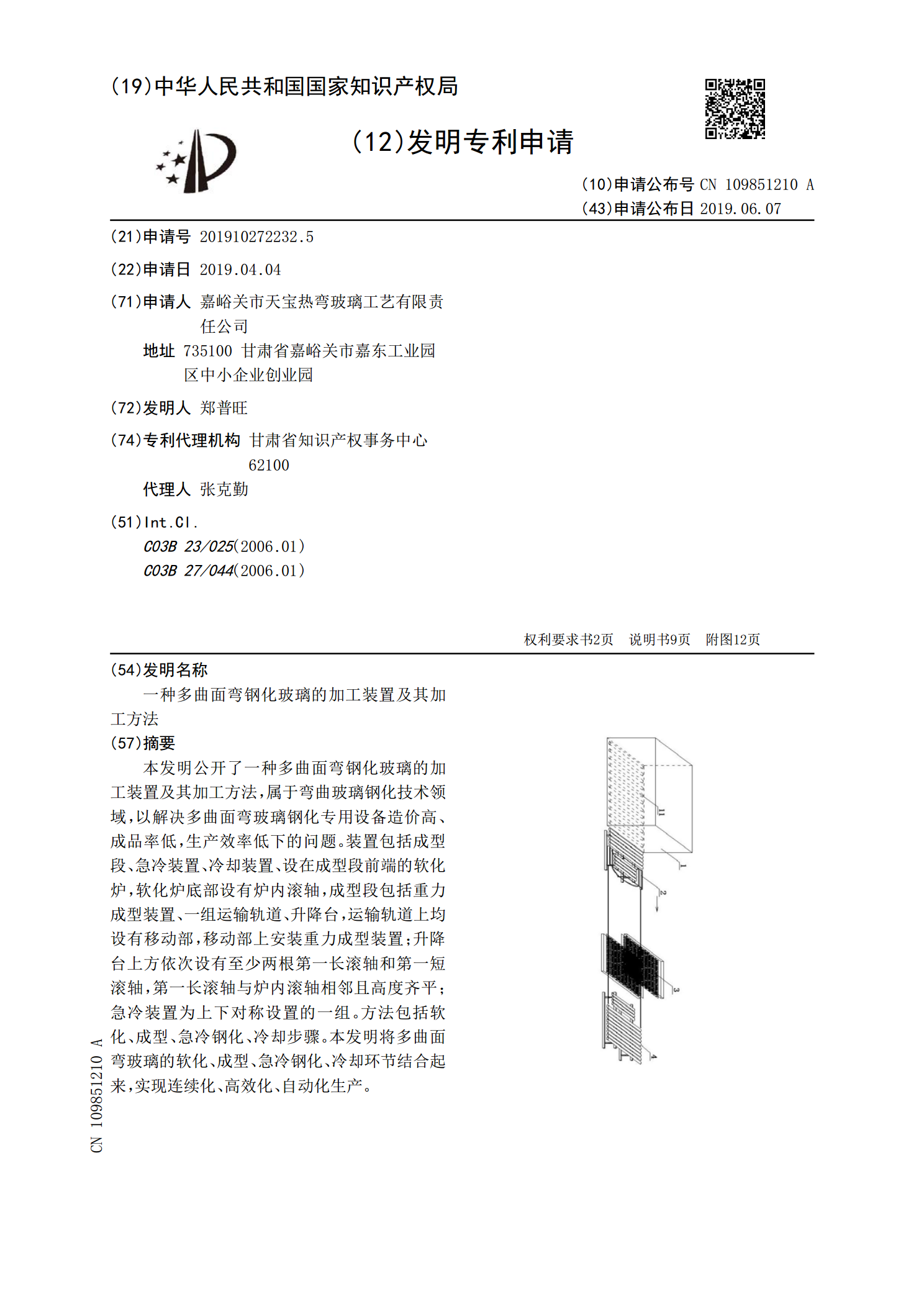
本发明公开了一种多曲面弯钢化玻璃的加工装置及其加工方法,属于弯曲玻璃钢化技术领域,以解决多曲面弯玻璃钢化专用设备造价高、成品率低,生产效率低下的问题。装置包括成型段、急冷装置、冷却装置、设在成型段前端的软化炉,软化炉底部设有炉内滚轴,成型段包括重力成型装置、一组运输轨道、升降台,运输轨道上均设有移动部,移动部上安装重力成型装置;升降台上方依次设有至少两根第一长滚轴和第一短滚轴,第一长滚轴与炉内滚轴相邻且高度齐平;急冷装置为上下对称设置的一组。方法包括软化、成型、急冷钢化、冷却步骤。本发明将多曲面弯玻璃的软
柱状曲面钢化玻璃加工方法.pdf
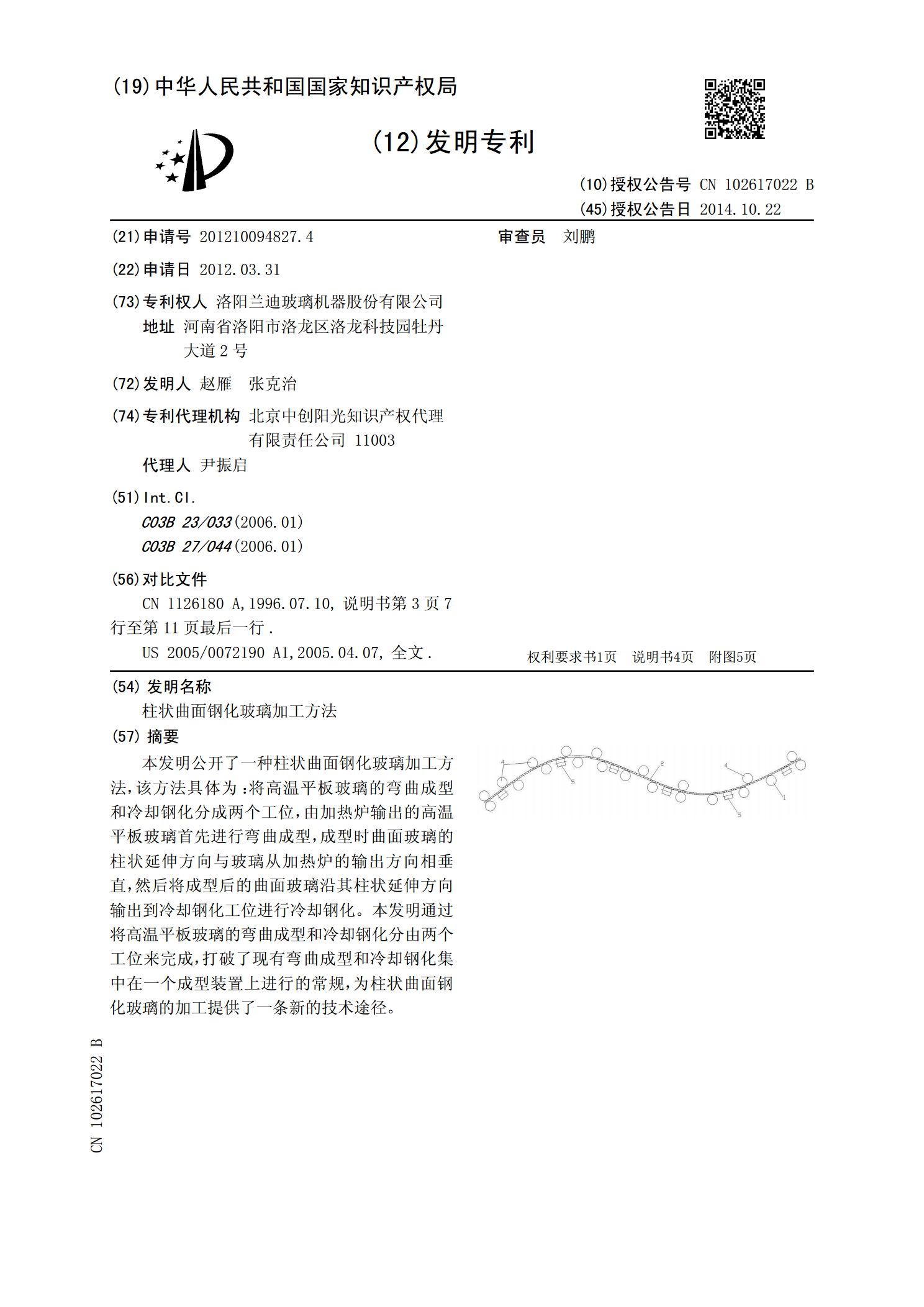
本发明公开了一种柱状曲面钢化玻璃加工方法,该方法具体为:将高温平板玻璃的弯曲成型和冷却钢化分成两个工位,由加热炉输出的高温平板玻璃首先进行弯曲成型,成型时曲面玻璃的柱状延伸方向与玻璃从加热炉的输出方向相垂直,然后将成型后的曲面玻璃沿其柱状延伸方向输出到冷却钢化工位进行冷却钢化。本发明通过将高温平板玻璃的弯曲成型和冷却钢化分由两个工位来完成,打破了现有弯曲成型和冷却钢化集中在一个成型装置上进行的常规,为柱状曲面钢化玻璃的加工提供了一条新的技术途径。
柱状曲面钢化玻璃加工装置.pdf
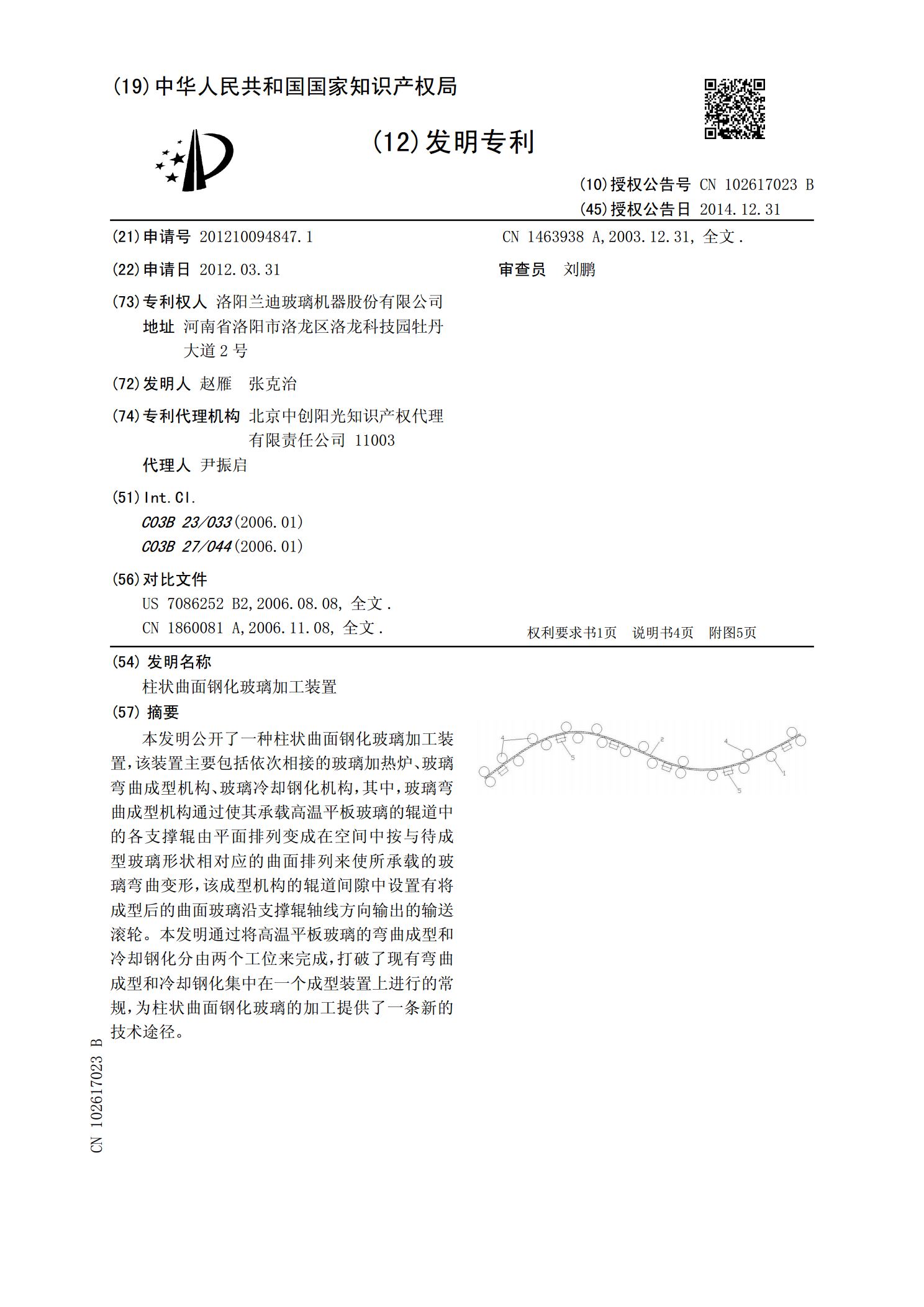
本发明公开了一种柱状曲面钢化玻璃加工装置,该装置主要包括依次相接的玻璃加热炉、玻璃弯曲成型机构、玻璃冷却钢化机构,其中,玻璃弯曲成型机构通过使其承载高温平板玻璃的辊道中的各支撑辊由平面排列变成在空间中按与待成型玻璃形状相对应的曲面排列来使所承载的玻璃弯曲变形,该成型机构的辊道间隙中设置有将成型后的曲面玻璃沿支撑辊轴线方向输出的输送滚轮。本发明通过将高温平板玻璃的弯曲成型和冷却钢化分由两个工位来完成,打破了现有弯曲成型和冷却钢化集中在一个成型装置上进行的常规,为柱状曲面钢化玻璃的加工提供了一条新的技术途径。
板弯钢化玻璃加工方法.pdf
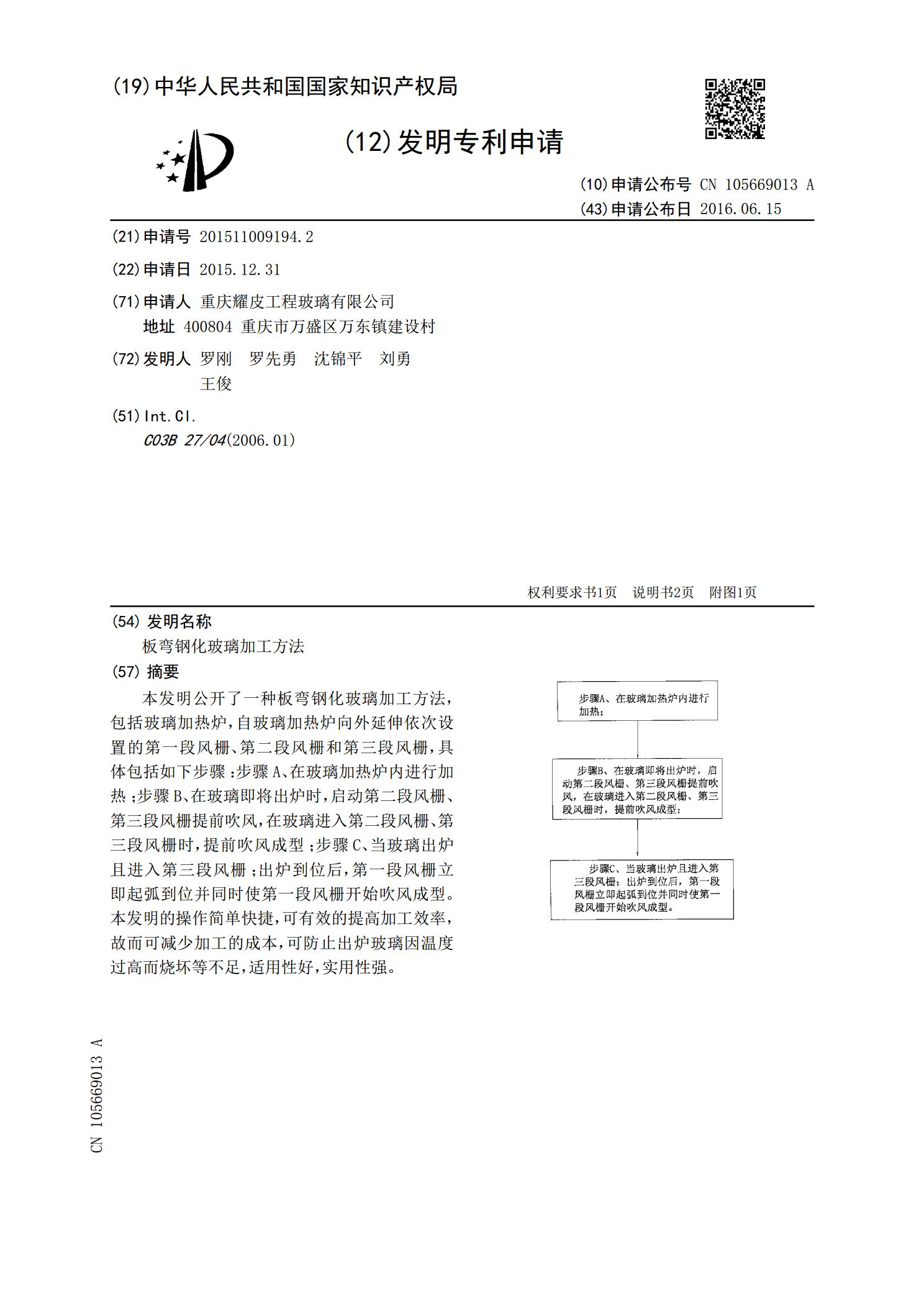
本发明公开了一种板弯钢化玻璃加工方法,包括玻璃加热炉,自玻璃加热炉向外延伸依次设置的第一段风栅、第二段风栅和第三段风栅,具体包括如下步骤:步骤A、在玻璃加热炉内进行加热;步骤B、在玻璃即将出炉时,启动第二段风栅、第三段风栅提前吹风,在玻璃进入第二段风栅、第三段风栅时,提前吹风成型;步骤C、当玻璃出炉且进入第三段风栅;出炉到位后,第一段风栅立即起弧到位并同时使第一段风栅开始吹风成型。本发明的操作简单快捷,可有效的提高加工效率,故而可减少加工的成本,可防止出炉玻璃因温度过高而烧坏等不足,适用性好,实用性强。
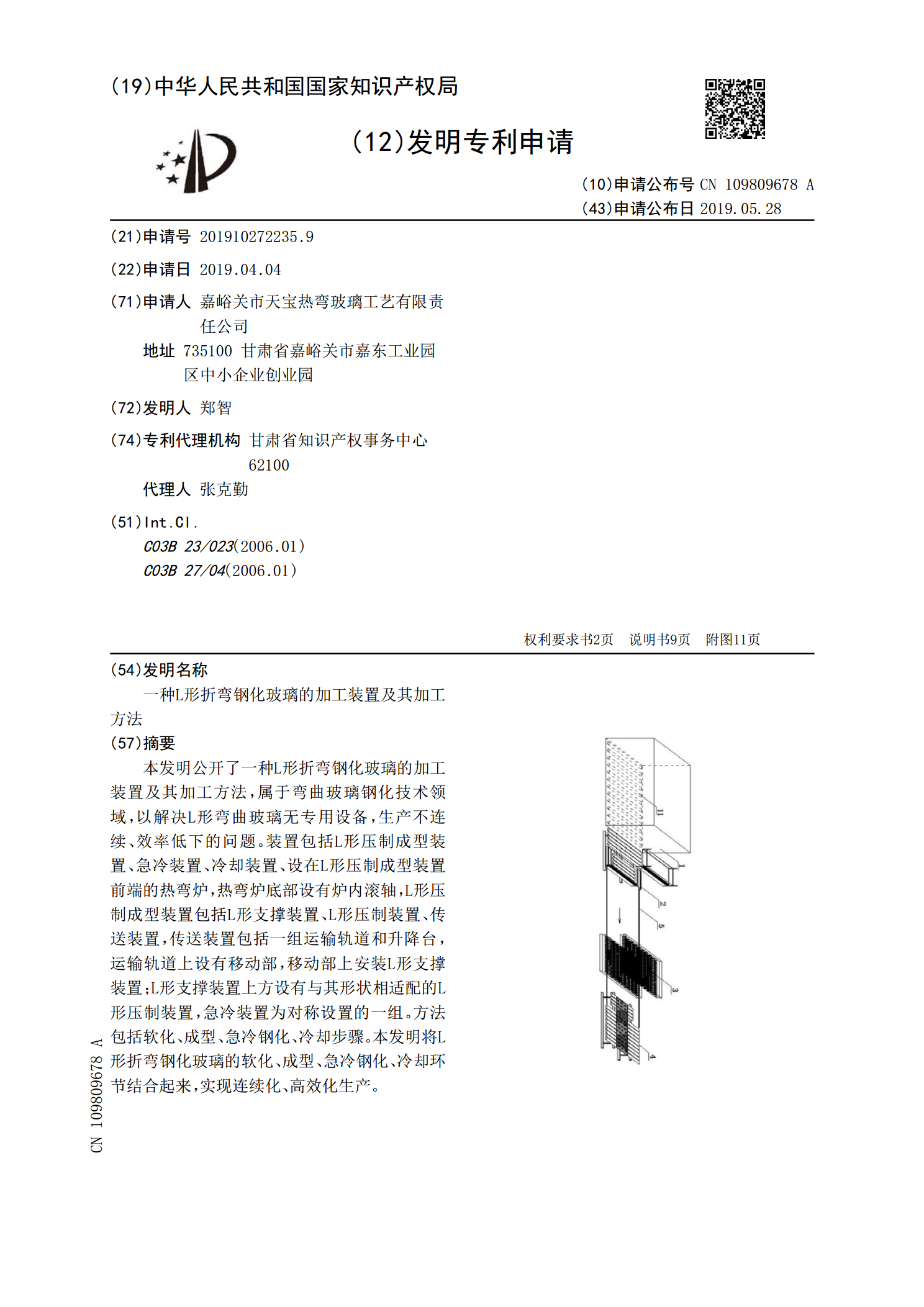
一种L形折弯钢化玻璃的加工装置及其加工方法.pdf
本发明公开了一种L形折弯钢化玻璃的加工装置及其加工方法,属于弯曲玻璃钢化技术领域,以解决L形弯曲玻璃无专用设备,生产不连续、效率低下的问题。装置包括L形压制成型装置、急冷装置、冷却装置、设在L形压制成型装置前端的热弯炉,热弯炉底部设有炉内滚轴,L形压制成型装置包括L形支撑装置、L形压制装置、传送装置,传送装置包括一组运输轨道和升降台,运输轨道上设有移动部,移动部上安装L形支撑装置;L形支撑装置上方设有与其形状相适配的L形压制装置,急冷装置为对称设置的一组。方法包括软化、成型、急冷钢化、冷却步骤。本发明将L