
一种超深冲IF钢及其二次冷轧工艺.pdf

玉军****la

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种超深冲IF钢及其二次冷轧工艺.pdf
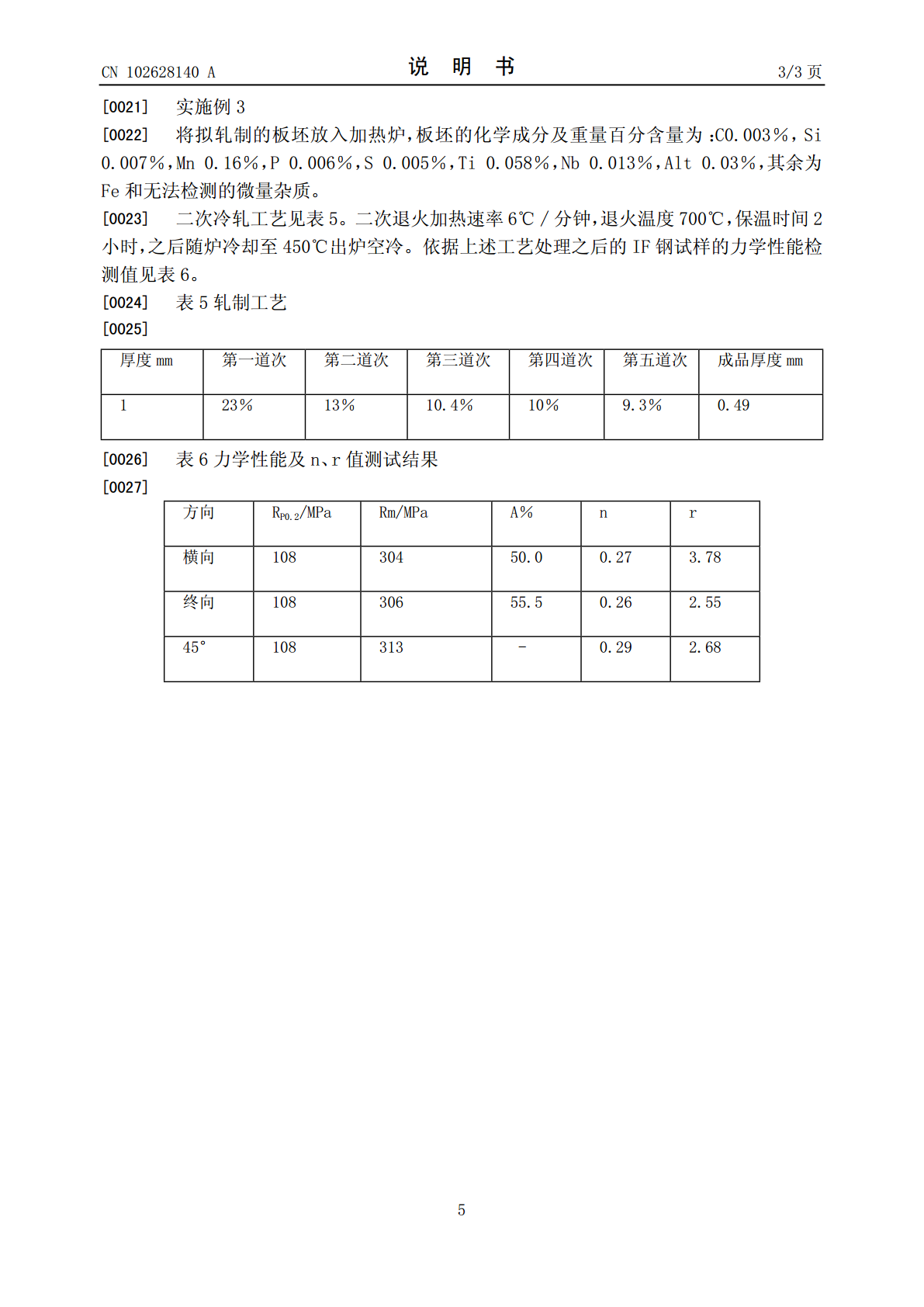
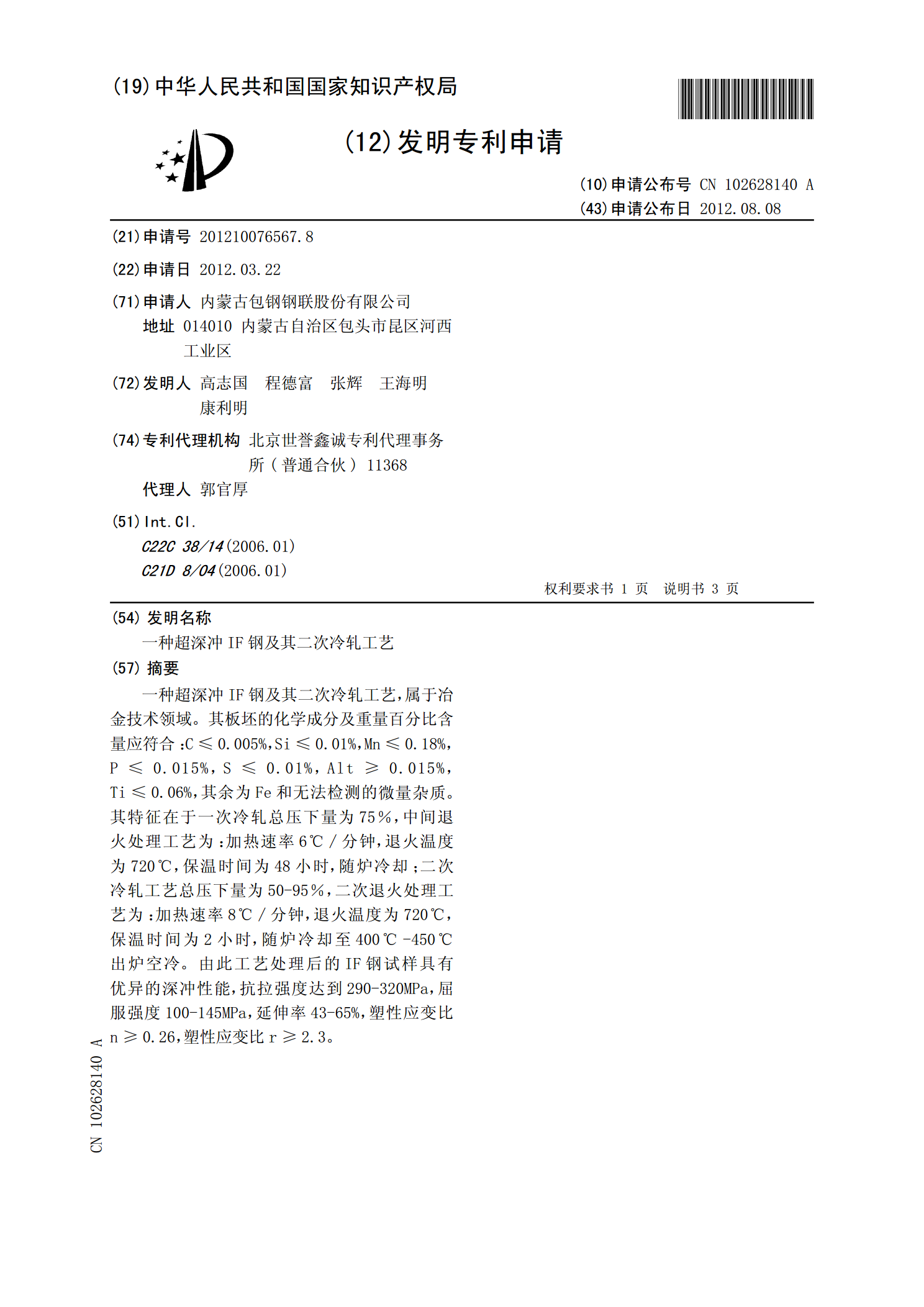
一种超深冲IF钢及其二次冷轧工艺,属于冶金技术领域。其板坯的化学成分及重量百分比含量应符合:C≤0.005%,Si≤0.01%,Mn≤0.18%,P≤0.015%,S≤0.01%,Alt≥0.015%,Ti≤0.06%,其余为Fe和无法检测的微量杂质。其特征在于一次冷轧总压下量为75%,中间退火处理工艺为:加热速率6℃/分钟,退火温度为720℃,保温时间为48小时,随炉冷却;二次冷轧工艺总压下量为50-95%,二次退火处理工艺为:加热速率8℃/分钟,退火温度为720℃,保温时间为2小时,随炉冷却至400℃
一种超深冲IF钢及其退火工艺.pdf
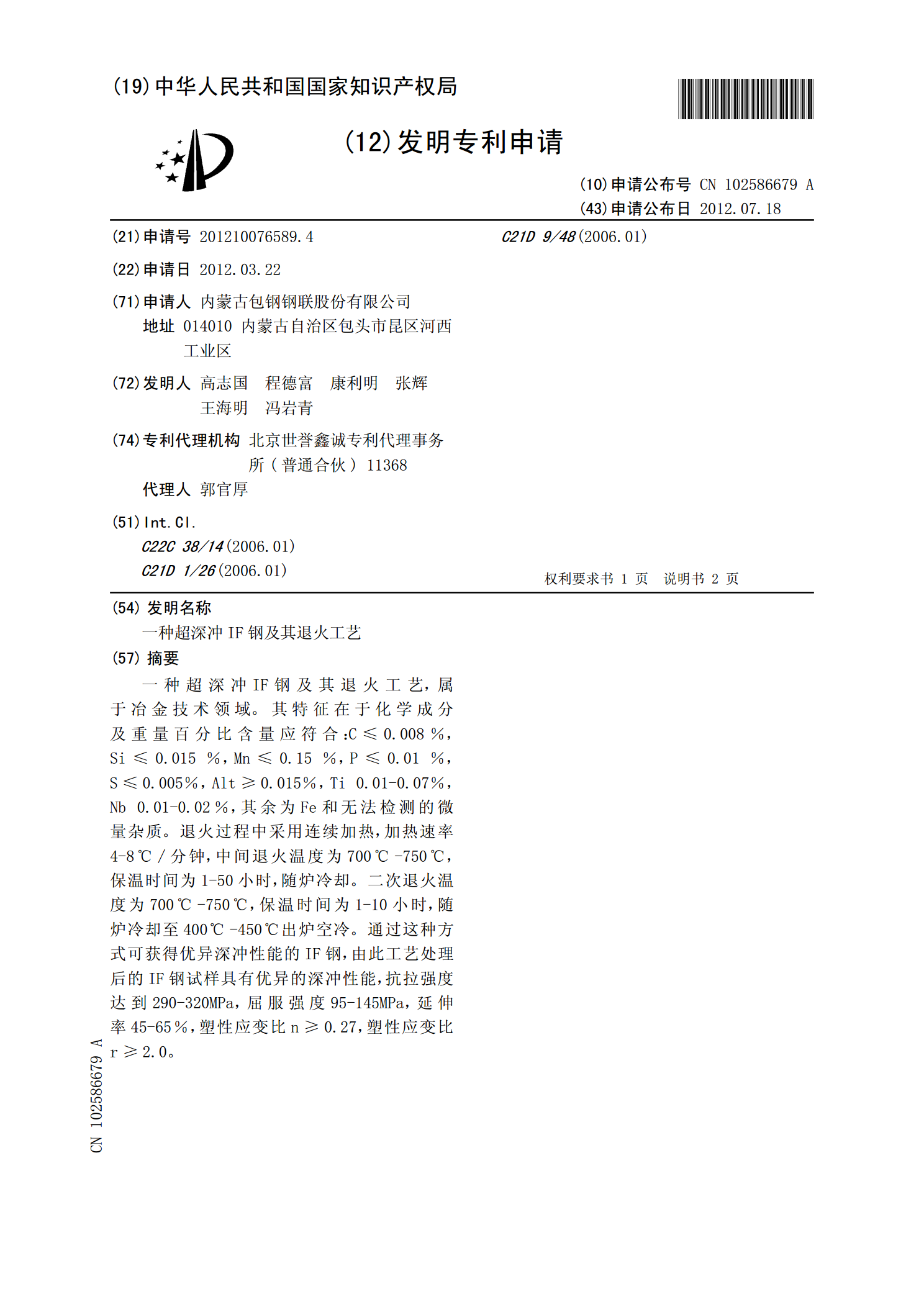
一种超深冲IF钢及其退火工艺,属于冶金技术领域。其特征在于化学成分及重量百分比含量应符合:C≤0.008%,Si≤0.015%,Mn≤0.15%,P≤0.01%,S≤0.005%,Alt≥0.015%,Ti?0.01-0.07%,Nb?0.01-0.02%,其余为Fe和无法检测的微量杂质。退火过程中采用连续加热,加热速率4-8℃/分钟,中间退火温度为700℃-750℃,保温时间为1-50小时,随炉冷却。二次退火温度为700℃-750℃,保温时间为1-10小时,随炉冷却至400℃-450℃出炉空冷。通过这种
一种ASP双联工艺生产的超深冲冷轧搪瓷钢及其制造方法.pdf
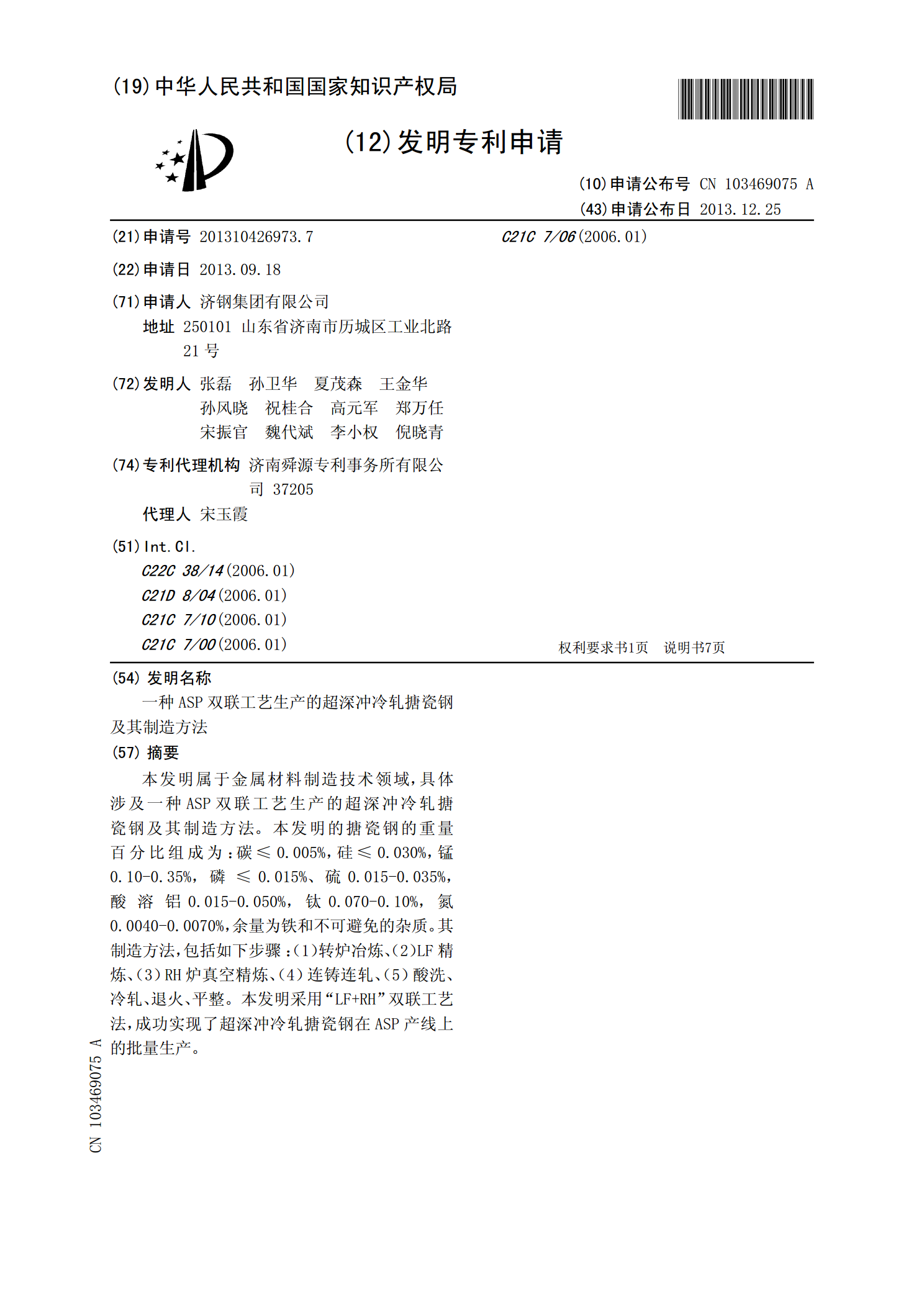
本发明属于金属材料制造技术领域,具体涉及一种ASP双联工艺生产的超深冲冷轧搪瓷钢及其制造方法。本发明的搪瓷钢的重量百分比组成为:碳≤0.005%,硅≤0.030%,锰0.10-0.35%,磷≤0.015%、硫0.015-0.035%,酸溶铝0.015-0.050%,钛0.070-0.10%,氮0.0040-0.0070%,余量为铁和不可避免的杂质。其制造方法,包括如下步骤:(1)转炉冶炼、(2)LF精炼、(3)RH炉真空精炼、(4)连铸连轧、(5)酸洗、冷轧、退火、平整。本发明采用“LF+RH”双联工艺法

一种超深冲冷轧搪瓷钢高效生产的方法.pdf
本发明公开了一种超深冲冷轧搪瓷钢高效生产的方法,属于搪瓷钢产技术领域。本发明的步骤为:步骤一:转炉根据热平衡控制入炉废钢量≤50吨,辅吹过程通过提高底吹氩气流量,增加熔池搅拌,降低终点氧;步骤二:出钢1/3时加入石灰,出钢结束抬炉后立即向钢包渣面加入炉渣调整剂和炉渣脱氧剂进行调整渣系结构。本发明通过对调整钢包顶渣渣系结构,全工序控制钢水过程氧含量,提高钢水洁净度,连铸采取全程保护浇铸,改善钢水可浇性,提高连浇炉数。“热机清+热装”组产模式,减少生产交货周期,降低生产成本,提高搪瓷钢炼钢生产效率。

热轧工艺对超深冲IF钢冷轧板力学性能影响研究.docx
热轧工艺对超深冲IF钢冷轧板力学性能影响研究超深冲IF(InterstitialFree)钢常用于汽车制造的车身结构部件,其具有优异的成形性能和高品质的表面光洁度,适用于复杂的冲压加工。在汽车结构中扮演着越来越重要的角色。本文主要就热轧工艺对超深冲IF钢冷轧板力学性能的影响进行研究。热轧和冷轧是超深冲IF钢板成型的两个重要工艺,两者之间存在密切的联系。热轧工艺对冷轧板材的表面性质、形变硬化和力学性能等方面都有较大的影响。首先,热轧温度会对钢板中的晶粒尺寸和形状产生影响。在高温下,钢板中的晶粒尺寸会变大,晶