
冷轧辊及其制造方法.pdf

灵波****ng

1/6

2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
冷轧辊及其制造方法.pdf
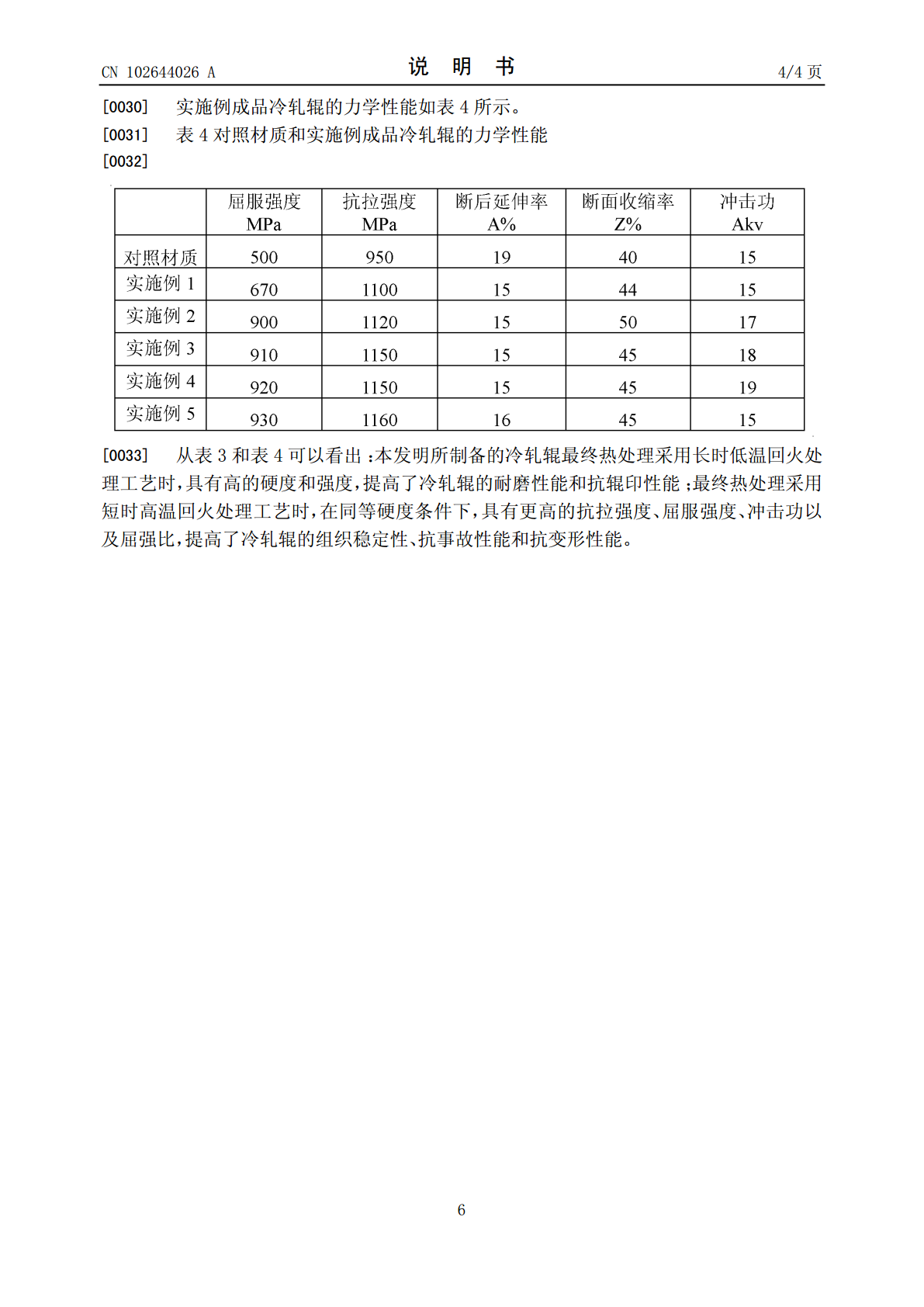
本发明公开了一种冷轧辊及其制造方法,其成份的重量百分比为:C:0.6~1.0%;Si:0.2~1.0%;Mn:0.2~0.6%;Cr:4.5~5.4%;Ni:0~0.5%;Mo:0.2~1.3%;V:0.4~1.0%;N:0.05~0.10%;S≤0.010%;P≤0.015%;其余为Fe和不可避免的杂质。其制造方法包括:电炉冶炼→炉外精炼→真空脱气→浇注电极棒→电渣重熔→铸锭→锻造→预备热处理→粗加工→调质热处理→半精加工→最终热处理→精加工。本发明的冷轧辊具有更高的耐磨损和抗辊印性能,同时具有优异的抗
一种轧辊及其制造方法.pdf
本发明公开了一种轧辊,按质量百分比包括:NbC粉70~90%、Ni粉10~30%。轧辊的制造方法,依次包括以下步骤:将原料混合均匀,放入球磨机中球磨,然后进入喷雾塔中制成粒子,在倒入模具中压制成型,最后放入烧结炉内烧结。本发明的优点是:具有抗高温软化和抵抗粘着磨损的性能,具有较好的导热和导电率,而且热导率随着温度升高而增加,这对于在高速相对磨损的情况下,其产生的摩擦热可以很快的从基体传导出去。
中板高铬钢轧辊及其制造方法.pdf
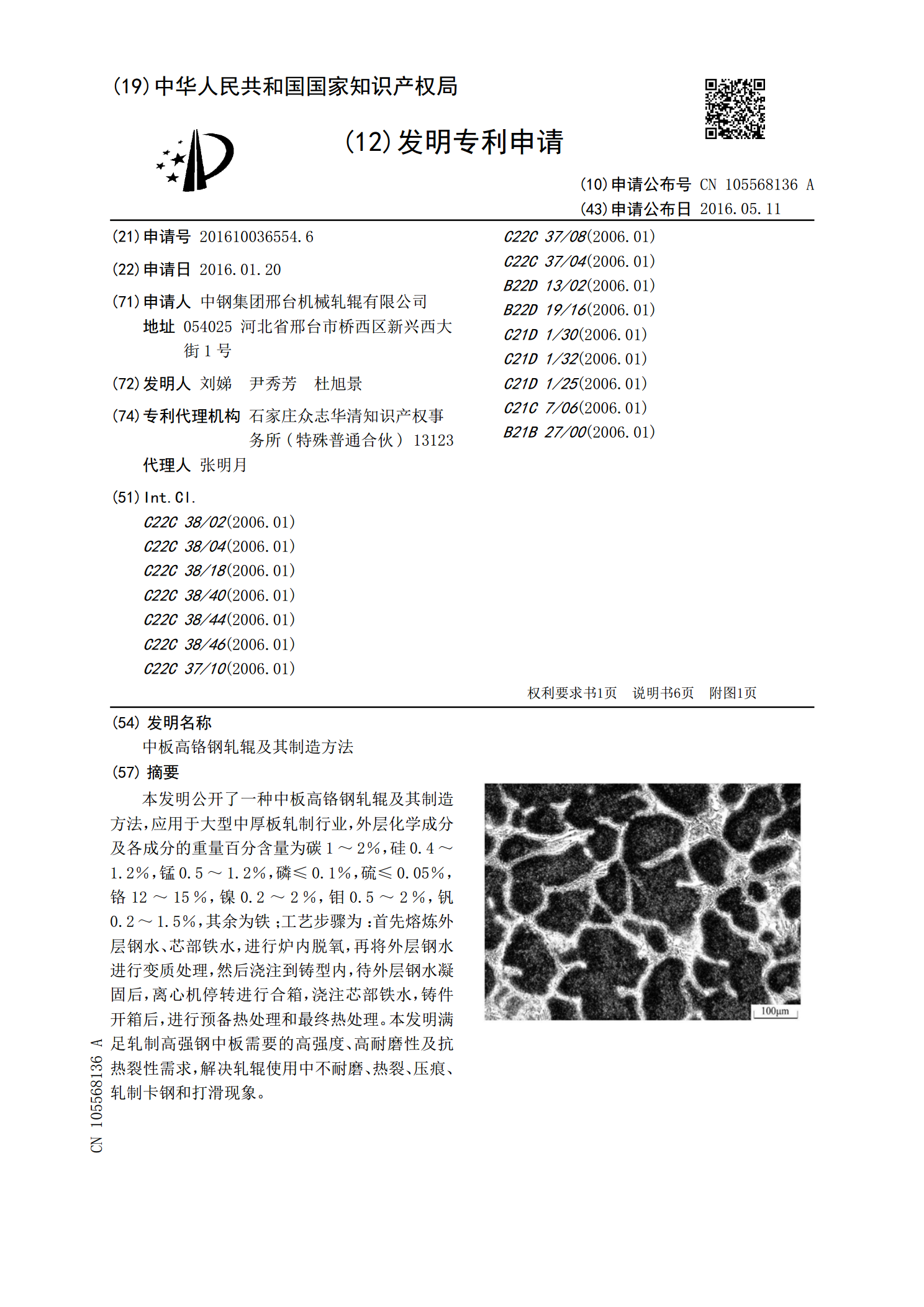
本发明公开了一种中板高铬钢轧辊及其制造方法,应用于大型中厚板轧制行业,外层化学成分及各成分的重量百分含量为碳1~2%,硅0.4~1.2%,锰0.5~1.2%,磷≤0.1%,硫≤0.05%,铬12~15%,镍0.2~2%,钼0.5~2%,钒0.2~1.5%,其余为铁;工艺步骤为:首先熔炼外层钢水、芯部铁水,进行炉内脱氧,再将外层钢水进行变质处理,然后浇注到铸型内,待外层钢水凝固后,离心机停转进行合箱,浇注芯部铁水,铸件开箱后,进行预备热处理和最终热处理。本发明满足轧制高强钢中板需要的高强度、高耐磨性及抗热裂
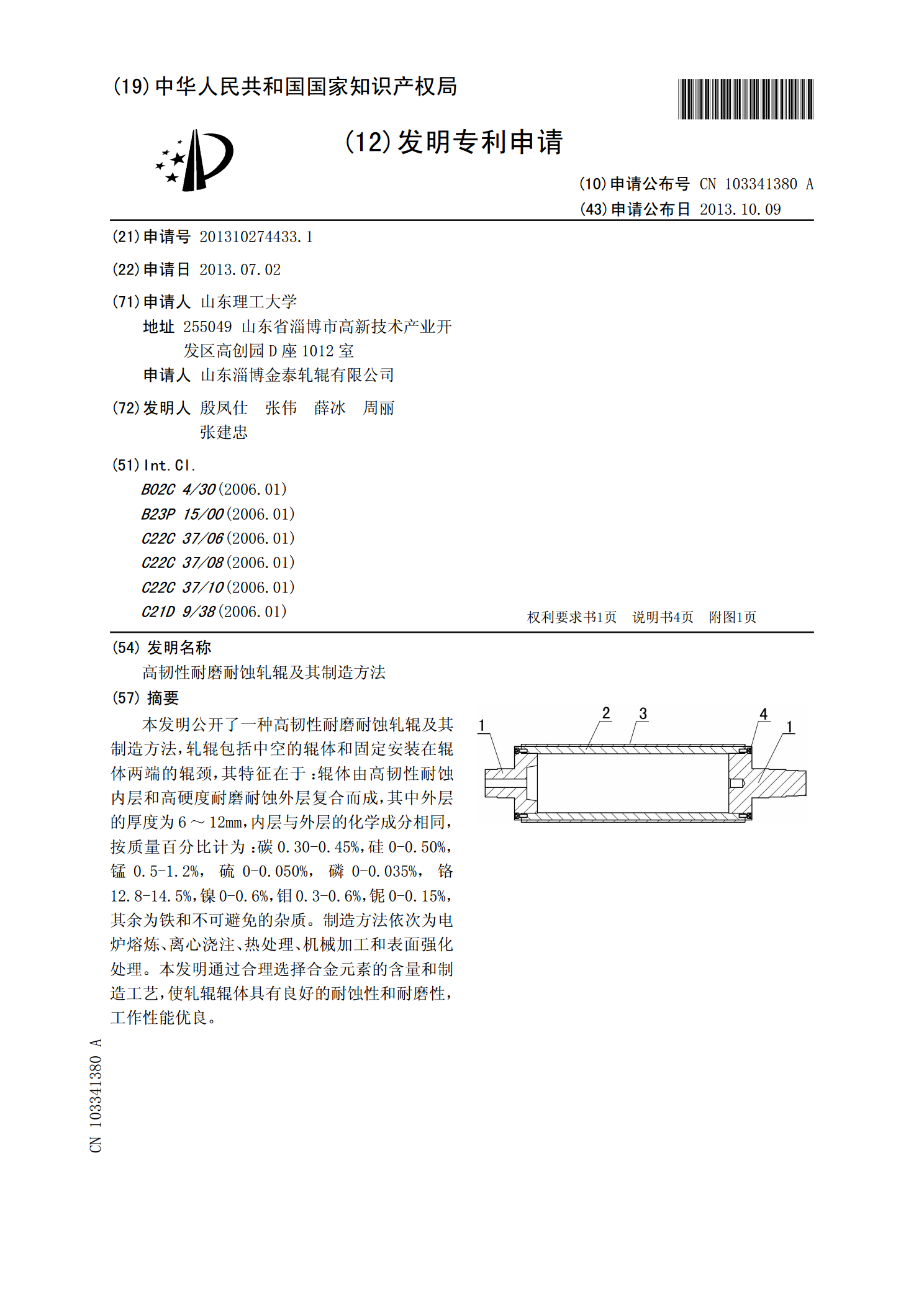
高韧性耐磨耐蚀轧辊及其制造方法.pdf
本发明公开了一种高韧性耐磨耐蚀轧辊及其制造方法,轧辊包括中空的辊体和固定安装在辊体两端的辊颈,其特征在于:辊体由高韧性耐蚀内层和高硬度耐磨耐蚀外层复合而成,其中外层的厚度为6~12mm,内层与外层的化学成分相同,按质量百分比计为:碳0.30-0.45%,硅0-0.50%,锰0.5-1.2%,硫0-0.050%,磷0-0.035%,铬12.8-14.5%,镍0-0.6%,钼0.3-0.6%,铌0-0.15%,其余为铁和不可避免的杂质。制造方法依次为电炉熔炼、离心浇注、热处理、机械加工和表面强化处理。本发明通
抗高温软化的轧辊及其制造方法.pdf
本发明公开了抗高温软化的轧辊,按质量百分比包括:NbC粉70~90%、Ni粉8~25%和Co粉2~15%。轧辊的制造方法,依次包括以下步骤:将原料混合均匀,放入球磨机中球磨,然后进入喷雾塔中制成粒子,在倒入模具中压制成型,最后放入烧结炉内烧结。本发明的优点是:具有抗高温软化和抵抗粘着磨损的性能,在经济上更具有吸引力,NbC比重与Ni、Co粉比重相近,在球磨混合过程中更容易均匀,在液相烧结凝固过程中也不易出现偏析现象,可以延长产品使用寿命。