
中板高铬钢轧辊及其制造方法.pdf

依波****bc


1/9
2/9
3/9

4/9
5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
中板高铬钢轧辊及其制造方法.pdf
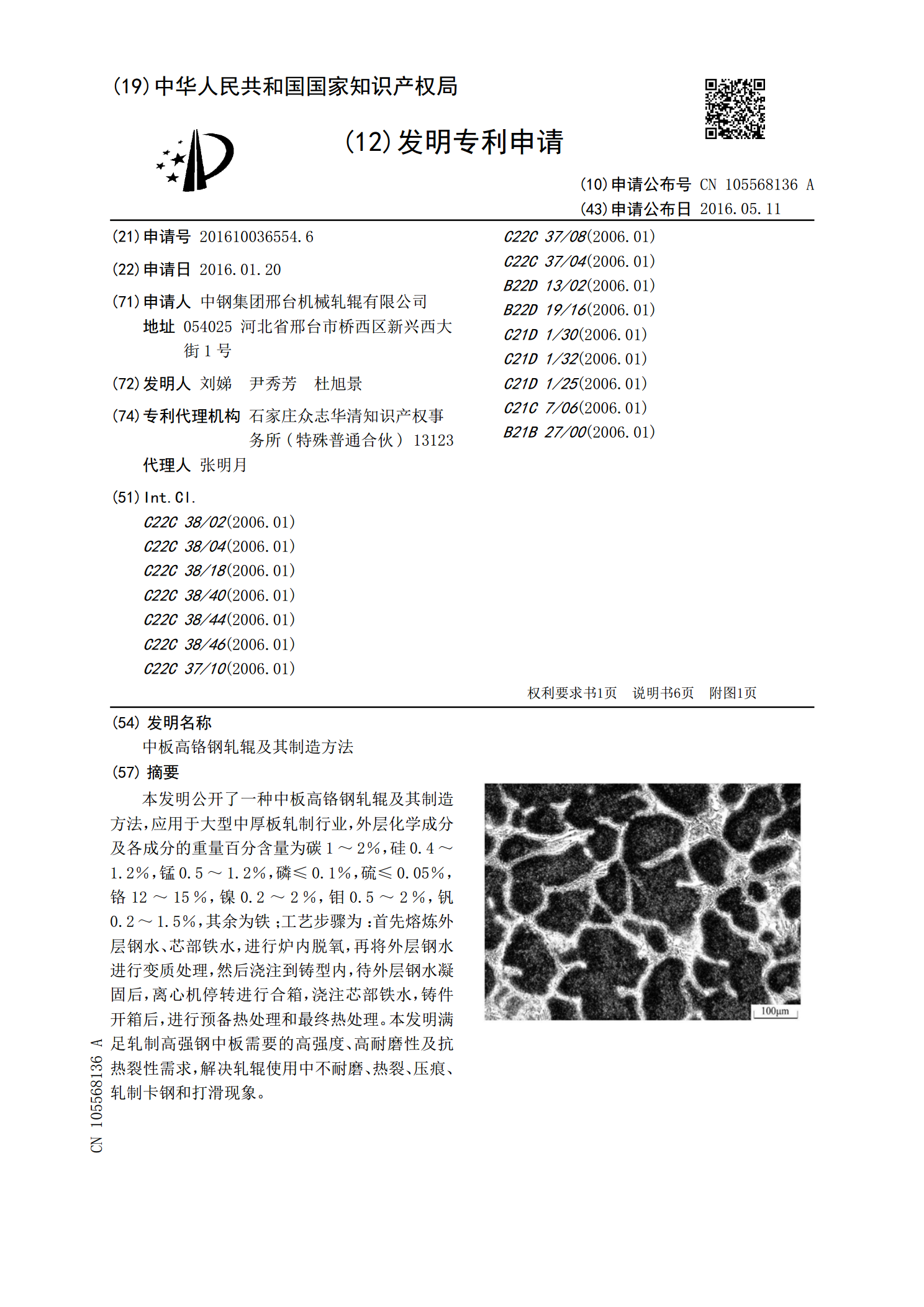
本发明公开了一种中板高铬钢轧辊及其制造方法,应用于大型中厚板轧制行业,外层化学成分及各成分的重量百分含量为碳1~2%,硅0.4~1.2%,锰0.5~1.2%,磷≤0.1%,硫≤0.05%,铬12~15%,镍0.2~2%,钼0.5~2%,钒0.2~1.5%,其余为铁;工艺步骤为:首先熔炼外层钢水、芯部铁水,进行炉内脱氧,再将外层钢水进行变质处理,然后浇注到铸型内,待外层钢水凝固后,离心机停转进行合箱,浇注芯部铁水,铸件开箱后,进行预备热处理和最终热处理。本发明满足轧制高强钢中板需要的高强度、高耐磨性及抗热裂

高铬钢复合轧辊的制造方法.pdf
本发明公开了一种高铬钢复合轧辊的制造方法,包括以下步骤:根据需要熔炼的高速钢轧辊的成分要求分别熔炼外层钢水和芯部铁水;炉前处理;出炉后扒渣静置一分钟,然后采用离心机进行外层钢水浇注、合箱和芯部铁水浇注;粗加工;热处理;精加工;其中,所述出炉时的外层钢水温度为1580-1620℃,芯部铁水的温度为1460-1490℃;所述外层钢水浇注时的浇注温度为1460-1490℃,浇注时间为30-45s,所述芯部铁水浇注时的浇注温度为1370-1390℃,浇注时间为2-2.5min。通过上述方式,本发明能够提高轧辊的硬

一种高镍高铬钢轧辊及其制备方法.pdf
本发明涉及一种高镍高铬钢轧辊及其制备方法,包括以下步骤:1)将原料在熔炼炉中融化,得到配比为C1.2~1.3%,Si0.5~0.6%,Mn0.45%,P

高铬钢复合轧辊的热处理方法.pdf
本发明公开了一种高铬钢复合轧辊的热处理方法,包括粒化处理、淬火和回火,所述粒化处理包括高温固溶处理和球化退火,所述高温固溶处理时的温度为1100-1150℃,保温时间为1-1.5小时,所述球化退火时的温度为860-950℃,保温时间为2-3小时,所述淬火工艺为990-1110℃保温1-1.5小时,然后随炉冷却,所述回火工艺为350-550℃保温1-2小时,然后空冷。通过上述方式,本发明能够提高高铬钢复合轧辊的综合性能,使其具有较高的强度和冲击韧性,并提高其使用寿命。

铸造高铬钢轧辊的研制的综述报告.docx
铸造高铬钢轧辊的研制的综述报告高铬钢轧辊是现代钢铁工业中重要的辊轧材料之一。与传统的普通钢辊相比,高铬钢轧辊具有更高的耐磨性、耐腐蚀性和抗变形性能,能够在高温高压条件下稳定运行,使钢材的加工质量更高。因此,制造高铬钢轧辊一直是钢铁工业中的关键技术之一。近年来,我国在高铬钢轧辊的研制方面取得了一定的进展。针对高铬钢轧辊所面临的一系列问题,如材料选择、热处理工艺等,国内外研究人员进行了广泛的研究。本文将从材料选择、热处理工艺、表面处理以及未来发展方向等方面对高铬钢轧辊的研制进行综述。一、材料选择高铬钢轧辊的主