
自动焊锡端子矫正机.pdf

论文****轩吖

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
自动焊锡端子矫正机.pdf
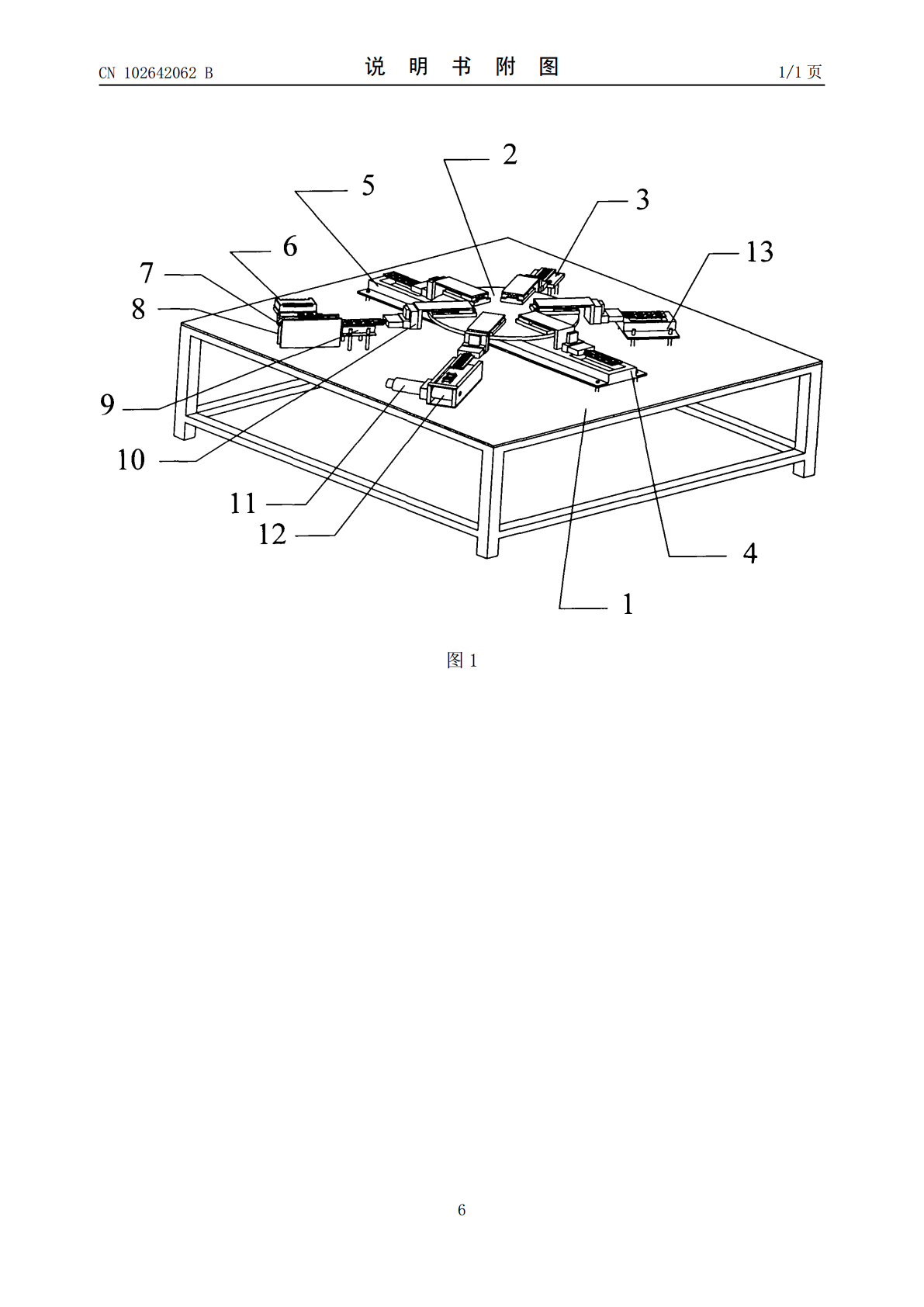
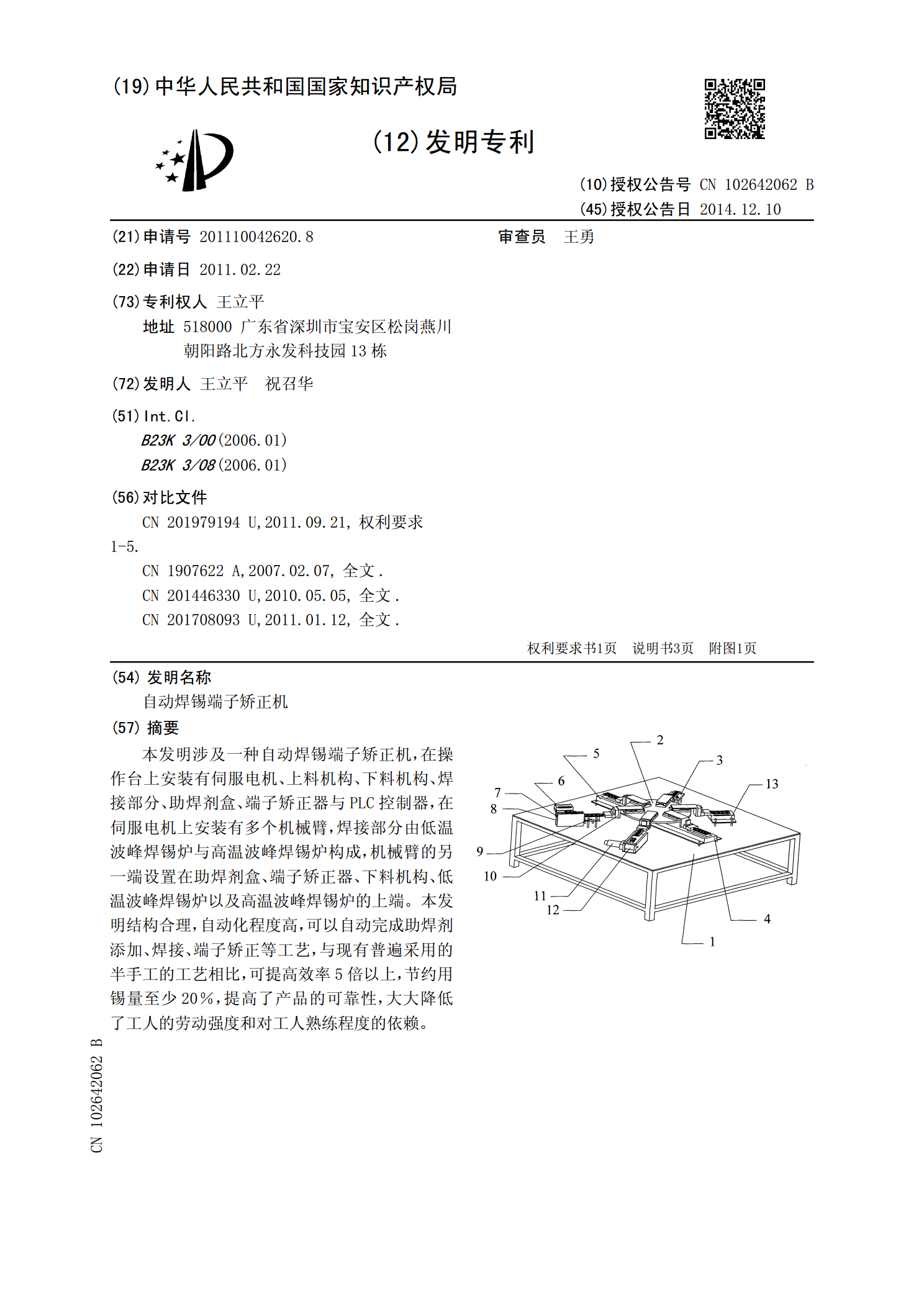
本发明涉及一种自动焊锡端子矫正机,在操作台上安装有伺服电机、上料机构、下料机构、焊接部分、助焊剂盒、端子矫正器与PLC控制器,在伺服电机上安装有多个机械臂,焊接部分由低温波峰焊锡炉与高温波峰焊锡炉构成,机械臂的另一端设置在助焊剂盒、端子矫正器、下料机构、低温波峰焊锡炉以及高温波峰焊锡炉的上端。本发明结构合理,自动化程度高,可以自动完成助焊剂添加、焊接、端子矫正等工艺,与现有普遍采用的半手工的工艺相比,可提高效率5倍以上,节约用锡量至少20%,提高了产品的可靠性,大大降低了工人的劳动强度和对工人熟练程度的依
自动焊锡机.pdf
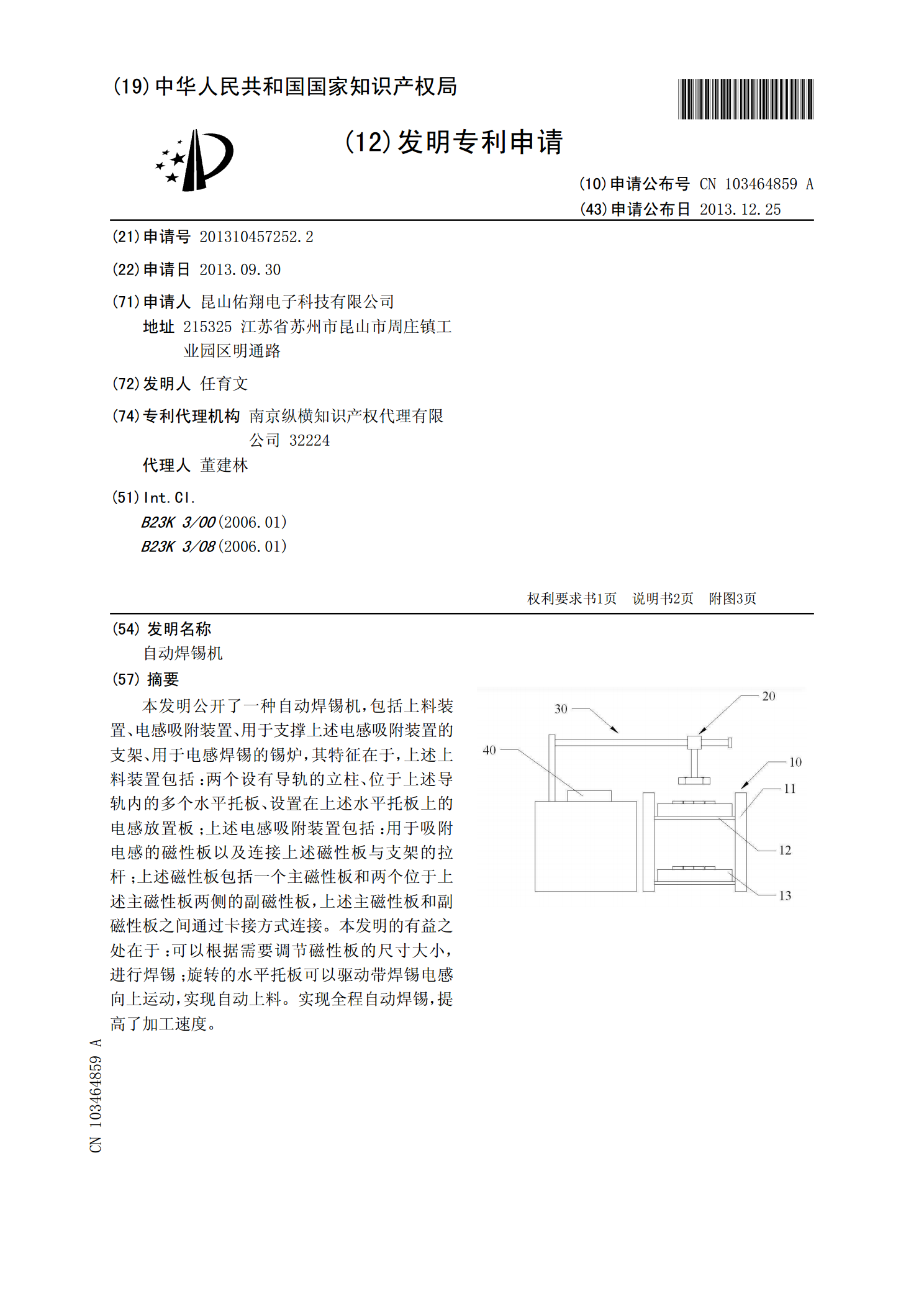
本发明公开了一种自动焊锡机,包括上料装置、电感吸附装置、用于支撑上述电感吸附装置的支架、用于电感焊锡的锡炉,其特征在于,上述上料装置包括:两个设有导轨的立柱、位于上述导轨内的多个水平托板、设置在上述水平托板上的电感放置板;上述电感吸附装置包括:用于吸附电感的磁性板以及连接上述磁性板与支架的拉杆;上述磁性板包括一个主磁性板和两个位于上述主磁性板两侧的副磁性板,上述主磁性板和副磁性板之间通过卡接方式连接。本发明的有益之处在于:可以根据需要调节磁性板的尺寸大小,进行焊锡;旋转的水平托板可以驱动带焊锡电感向上运动
自动焊锡机.pdf
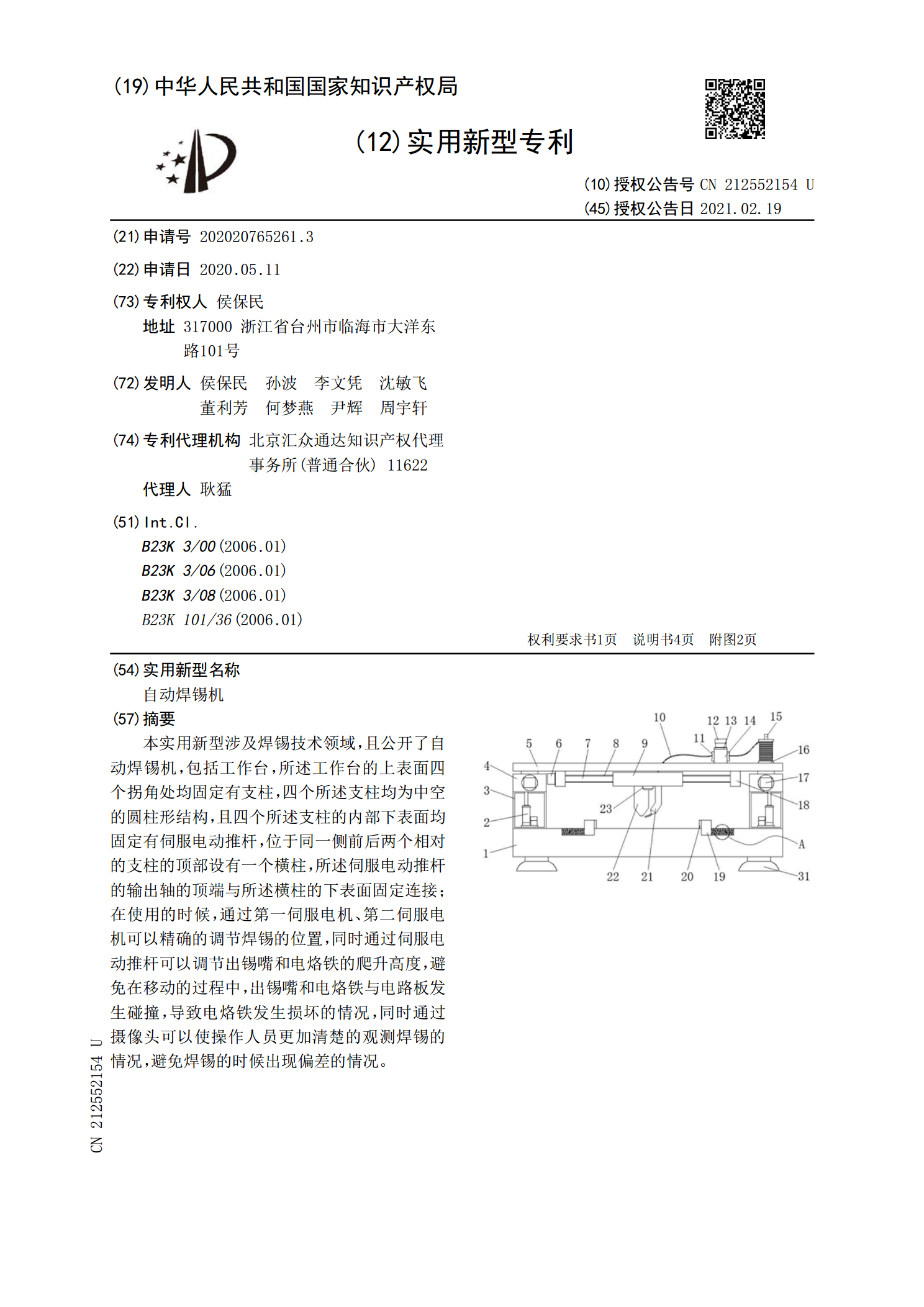
本实用新型涉及焊锡技术领域,且公开了自动焊锡机,包括工作台,所述工作台的上表面四个拐角处均固定有支柱,四个所述支柱均为中空的圆柱形结构,且四个所述支柱的内部下表面均固定有伺服电动推杆,位于同一侧前后两个相对的支柱的顶部设有一个橫柱,所述伺服电动推杆的输出轴的顶端与所述橫柱的下表面固定连接;在使用的时候,通过第一伺服电机、第二伺服电机可以精确的调节焊锡的位置,同时通过伺服电动推杆可以调节出锡嘴和电烙铁的爬升高度,避免在移动的过程中,出锡嘴和电烙铁与电路板发生碰撞,导致电烙铁发生损坏的情况,同时通过摄像头可以
自动焊锡机.pdf
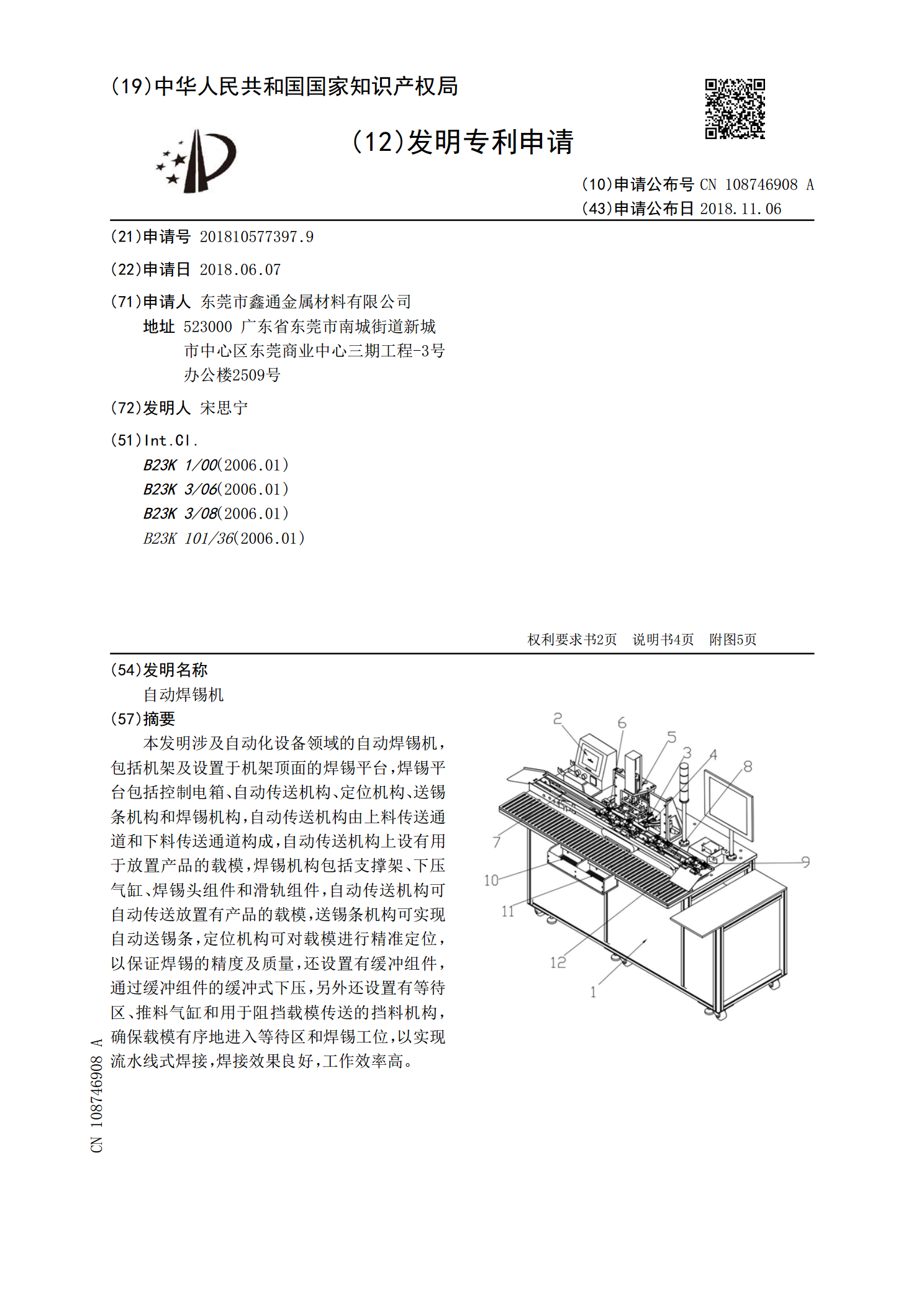
本发明涉及自动化设备领域的自动焊锡机,包括机架及设置于机架顶面的焊锡平台,焊锡平台包括控制电箱、自动传送机构、定位机构、送锡条机构和焊锡机构,自动传送机构由上料传送通道和下料传送通道构成,自动传送机构上设有用于放置产品的载模,焊锡机构包括支撑架、下压气缸、焊锡头组件和滑轨组件,自动传送机构可自动传送放置有产品的载模,送锡条机构可实现自动送锡条,定位机构可对载模进行精准定位,以保证焊锡的精度及质量,还设置有缓冲组件,通过缓冲组件的缓冲式下压,另外还设置有等待区、推料气缸和用于阻挡载模传送的挡料机构,确保载模
自动焊锡机.pdf
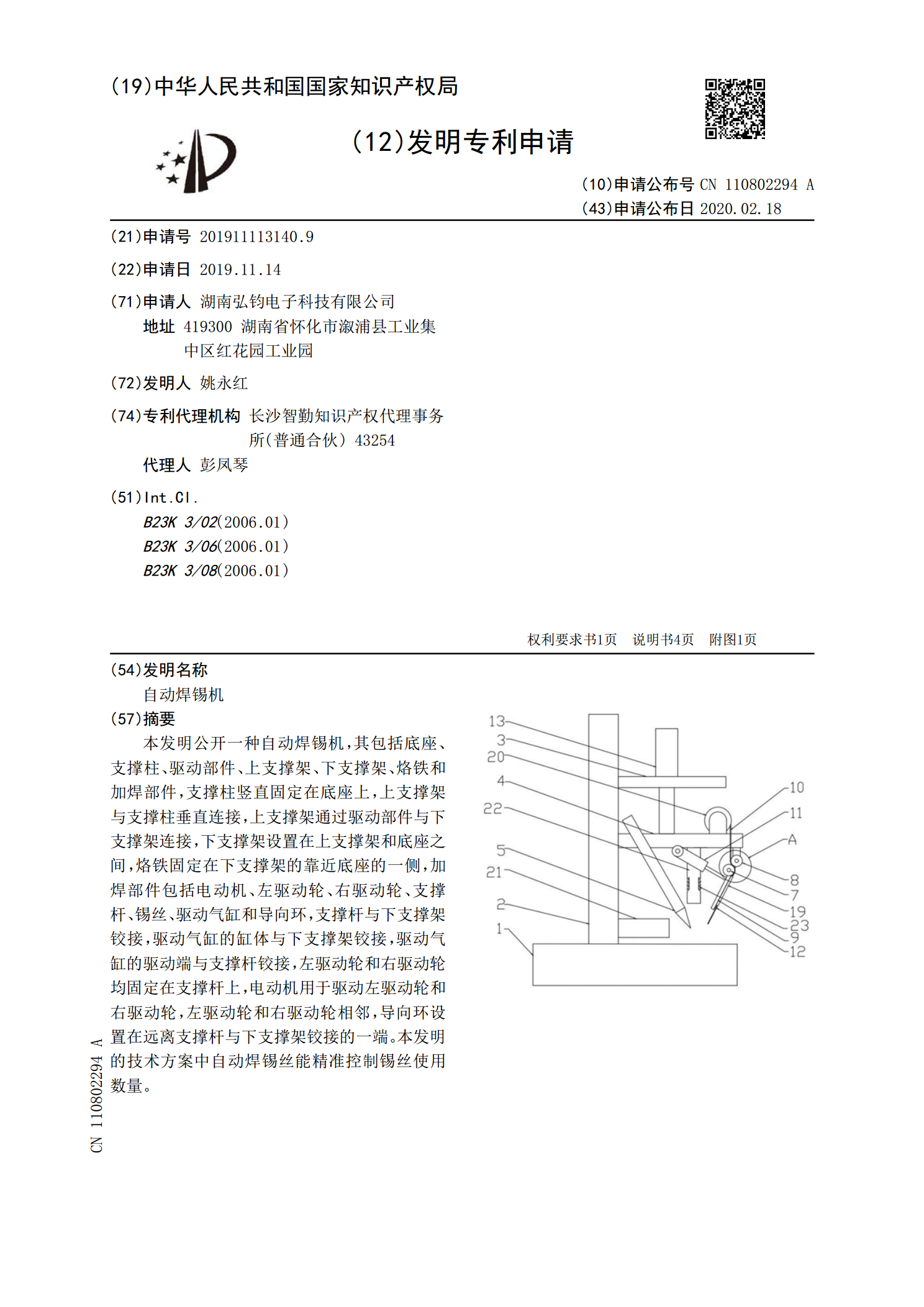
本发明公开一种自动焊锡机,其包括底座、支撑柱、驱动部件、上支撑架、下支撑架、烙铁和加焊部件,支撑柱竖直固定在底座上,上支撑架与支撑柱垂直连接,上支撑架通过驱动部件与下支撑架连接,下支撑架设置在上支撑架和底座之间,烙铁固定在下支撑架的靠近底座的一侧,加焊部件包括电动机、左驱动轮、右驱动轮、支撑杆、锡丝、驱动气缸和导向环,支撑杆与下支撑架铰接,驱动气缸的缸体与下支撑架铰接,驱动气缸的驱动端与支撑杆铰接,左驱动轮和右驱动轮均固定在支撑杆上,电动机用于驱动左驱动轮和右驱动轮,左驱动轮和右驱动轮相邻,导向环设置在远