
一种R5级系泊链附件旋转卸扣的锻造方法.pdf

努力****甲寅

1/5

2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种R5级系泊链附件旋转卸扣的锻造方法.pdf
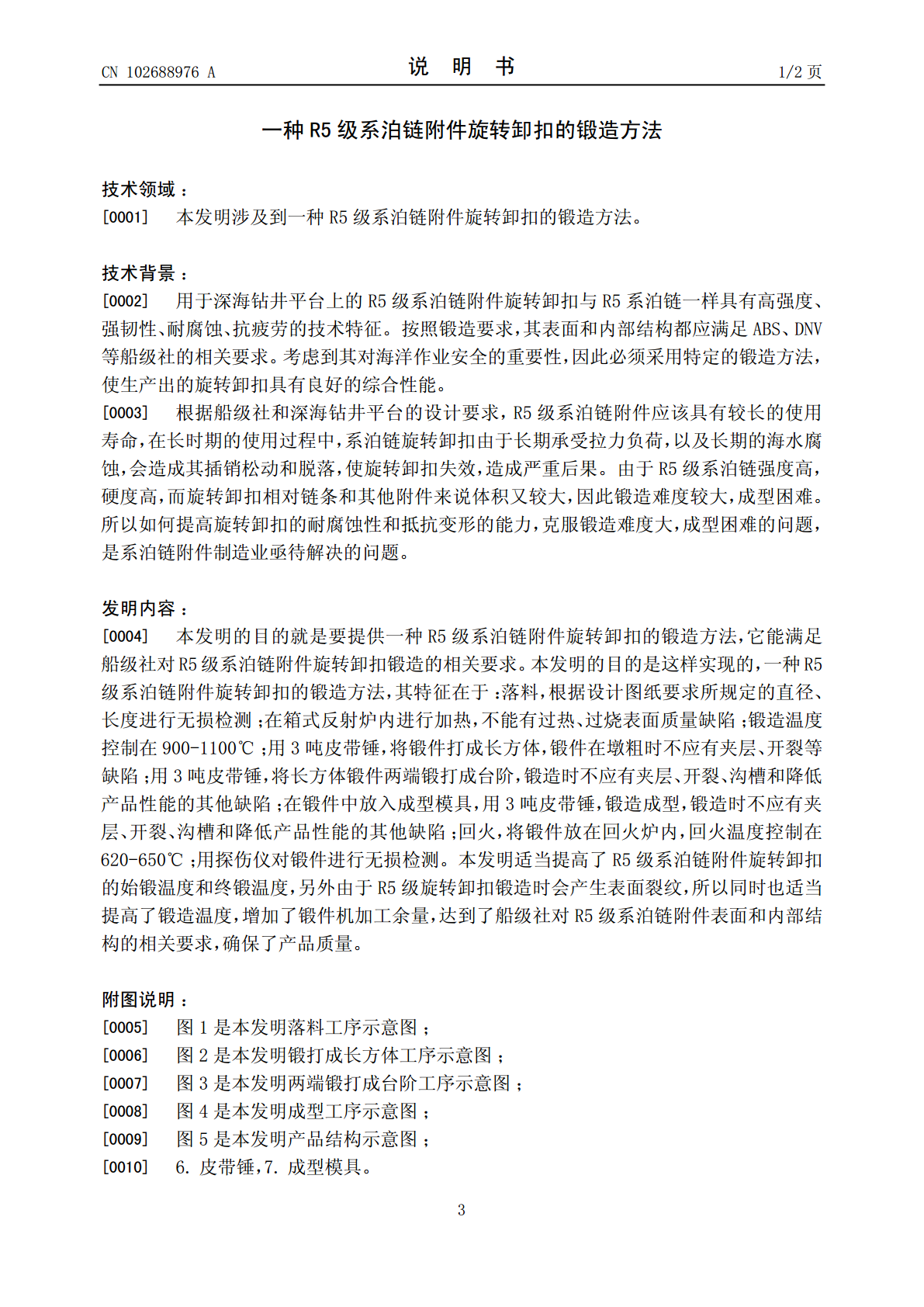
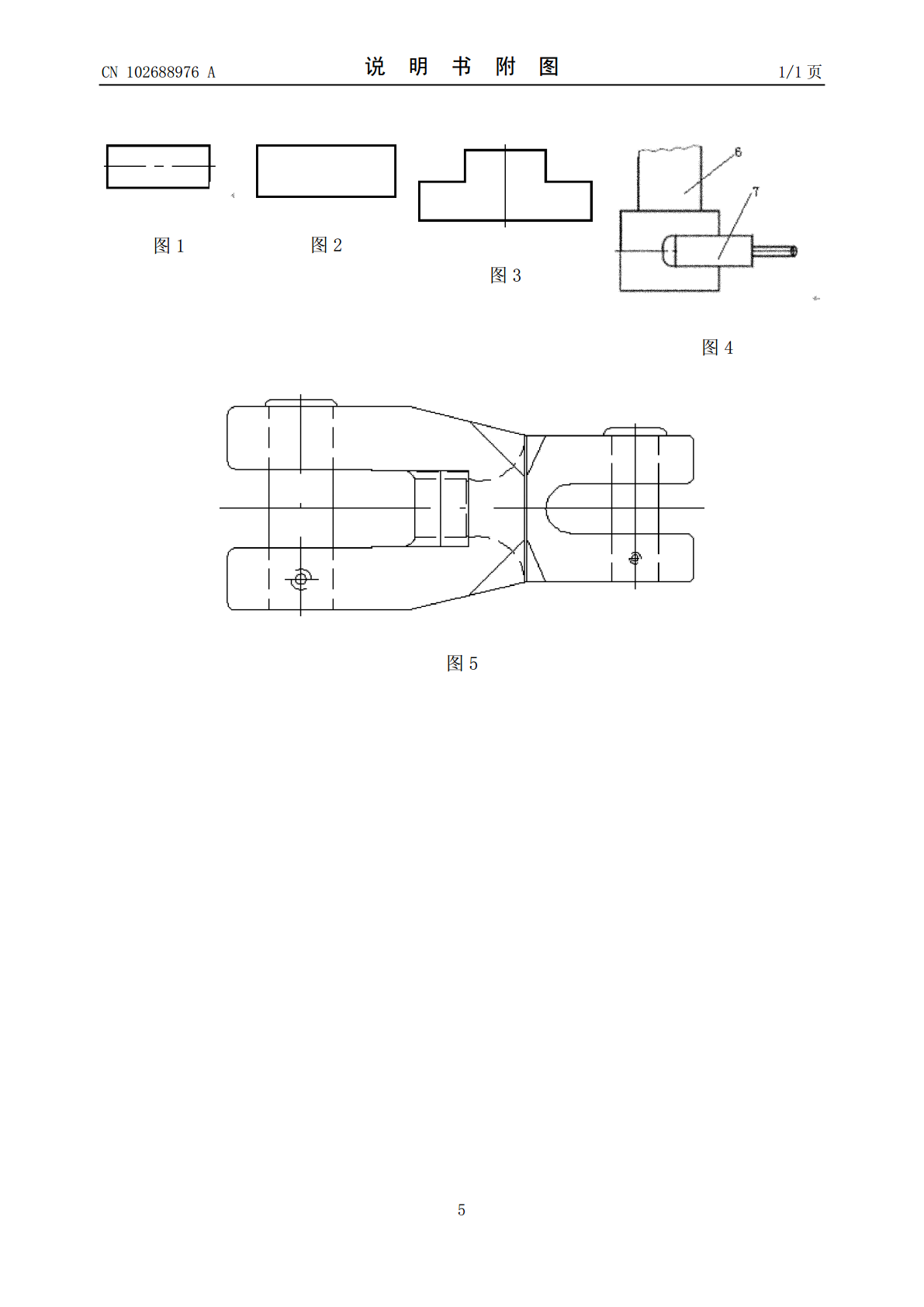
一种R5级系泊链附件旋转卸扣的锻造方法,根据图纸设计要求对原材料进行落料;用探伤仪对材料进行无损检测;在箱式反射炉内进行加热;锻造温度控制在900-1100℃;用3吨皮带锤,分别将锻件打成长方体、两端锻打成台阶、在锻件中放入成型模具,锻造成型;回火,将锻件放在回火炉内,回火温度控制在620-650℃;用探伤仪对锻件进行无损检测。本发明适当提高了R5级系泊链附件旋转卸扣的始锻温度和终锻温度,另外由于R5级旋转卸扣锻造时会产生表面裂纹,所以同时也适当提高了锻造温度,增加了锻件机加工余量,达到了船级社对R5级系
一种R5级系泊链热处理方法.pdf
一种R5级系泊链热处理方法,其特征在于包括以下步骤:(1)在连续式调质炉中,将系泊链淬火加热到980-1050℃,并保温250-280分钟;(2)从炉中取出水冷;(3)将冷却后的系泊链放入炉中,回火加热到600-650℃,并保温250-280分钟;(4)再次从炉中取出水冷。本发明加工的钢强度和韧性高,强度范围窄,屈强比不大于0.92,断裂韧性高,环境脆化敏感性能低。由于淬火和回火温度进行了控制,从而使链环的力学性能得到了很大改善,提高链环的综合性能,完全满足对R5级系泊链强韧性配合要求和相关船级社的规定。

一种大型卸扣的整体锻造方法.pdf
本发明公开了一种大型卸扣的整体锻造方法,涉及卸扣技术领域。本发明包括以下步骤:SS01下料:根据要求对原材料化验、分析并下料,SS02锻造:在加热炉内加热,采用锻压设备将锻件锻造成圆棒状,并将两端压扁,SS03车加工:将圆钢两端铣出平面,其余部位车圆,SS04折弯成型:在加热炉内加热后进行折弯处理,SS05表面处理:对成品进行打磨修整,SS06成品检测,SS07入库。本发明通过在成品形状不影响承载力的条件下,将卸扣本体设为由一组平直部、一组环形部和一弧形连接部组成的形状特征,生产时采用锻圆棒、两端压扁、两

一种系泊链圆环的锻造方法.pdf
一种系泊圆环的锻造方法,其特征在于:包括以下步骤:步骤一,下料:保证下料件表面光滑,清除锯口棱角;步骤二,镦粗滚圆:将原材料钢放入火焰炉内加热,将加热的原材料钢用电液锤将其镦粗滚圆,以达到要求工件尺寸,锻造时不应有夹层、开裂、沟槽和降低产品性能的其它缺陷;步骤三,冲中心通孔:将步骤二得到的毛坯工件放于漏桶上,使用冲孔冲头对毛坯工件中心进行冲孔作业;步骤四,滚环:将芯棒穿入工件通孔中,以锤头敲击工件,同时转动芯棒,使工件逐步型变至圆环尺寸;步骤五,精整成型:将步骤四基本成型的工件用锻锤精整,去除过量变形,并

Y型卸扣的锻造方法.pdf
本发明公开了一种Y型卸扣的锻造方法,其包括以下步骤:步骤一,下料,根据要求的产品尺寸确定所需圆钢尺寸;步骤二,加热,将圆钢放入火焰炉内加热;步骤三,拔长,用电液锤将加热的圆钢反复镦粗拔长;步骤四,打方、分料,锤头敲击一端并整形,以达到要求制坯尺寸,对达到制坯尺寸的毛坯产品进行分料,对一端进行拔长,对拔长后的毛坯件进行分料,对一端进行拔长;步骤五,打磨修整,对成型后的锻件进行打磨修整,去除应力敏感区,并修整到要求尺寸。本发明锻造出的Y型卸扣具有良好的力学性能和高强度、强韧性的技术特征,且满足尺寸和形状要求。