
一种系泊链圆环的锻造方法.pdf

邻家****mk

1/6
2/6

3/6

4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种系泊链圆环的锻造方法.pdf
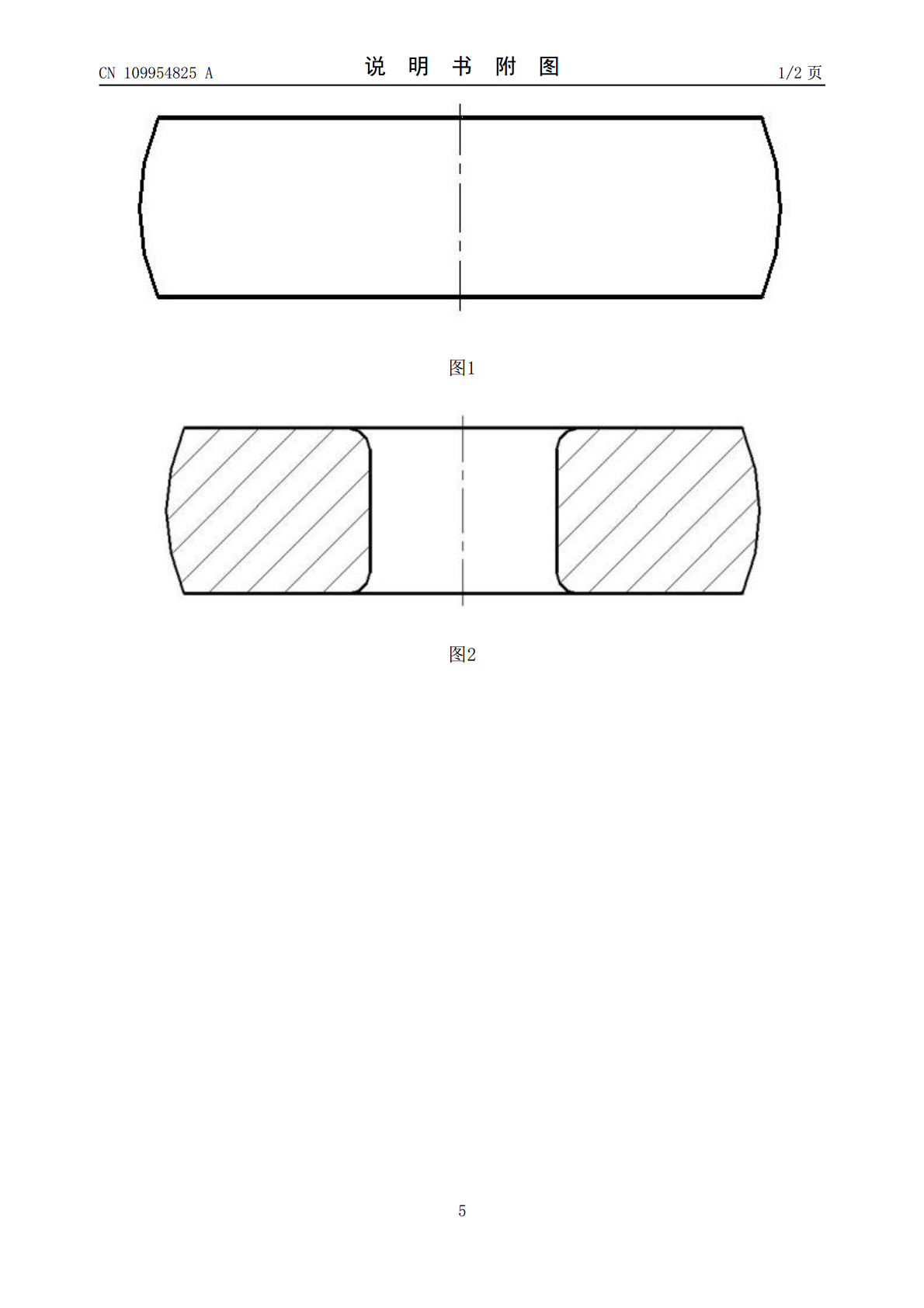
一种系泊圆环的锻造方法,其特征在于:包括以下步骤:步骤一,下料:保证下料件表面光滑,清除锯口棱角;步骤二,镦粗滚圆:将原材料钢放入火焰炉内加热,将加热的原材料钢用电液锤将其镦粗滚圆,以达到要求工件尺寸,锻造时不应有夹层、开裂、沟槽和降低产品性能的其它缺陷;步骤三,冲中心通孔:将步骤二得到的毛坯工件放于漏桶上,使用冲孔冲头对毛坯工件中心进行冲孔作业;步骤四,滚环:将芯棒穿入工件通孔中,以锤头敲击工件,同时转动芯棒,使工件逐步型变至圆环尺寸;步骤五,精整成型:将步骤四基本成型的工件用锻锤精整,去除过量变形,并
一种R5级系泊链附件旋转卸扣的锻造方法.pdf
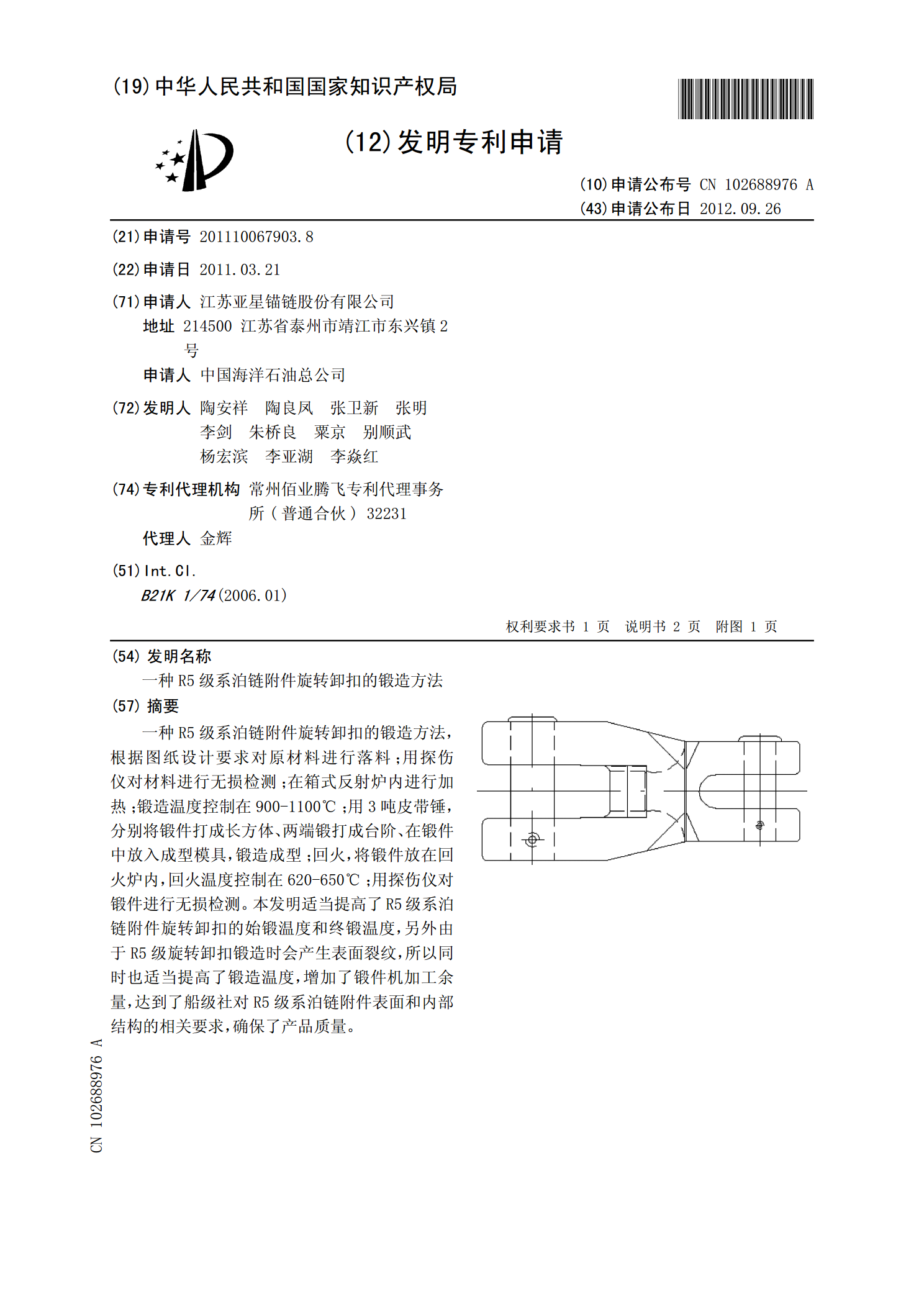
一种R5级系泊链附件旋转卸扣的锻造方法,根据图纸设计要求对原材料进行落料;用探伤仪对材料进行无损检测;在箱式反射炉内进行加热;锻造温度控制在900-1100℃;用3吨皮带锤,分别将锻件打成长方体、两端锻打成台阶、在锻件中放入成型模具,锻造成型;回火,将锻件放在回火炉内,回火温度控制在620-650℃;用探伤仪对锻件进行无损检测。本发明适当提高了R5级系泊链附件旋转卸扣的始锻温度和终锻温度,另外由于R5级旋转卸扣锻造时会产生表面裂纹,所以同时也适当提高了锻造温度,增加了锻件机加工余量,达到了船级社对R5级系

一种圆环链编链的方法.pdf
一种圆环链编链的方法,其特征在于:包括以下步骤:1)、设计胎模具;2、设计胎具及滚轮的运行轨迹;3)、确定胎模具和滚轮各相对工作点的位置;4)、编链。本发明,根据参数执行的编链结果,链环尺寸精度均达到工艺要求,环寇圆弧过渡圆滑,环开口距离一致,经过焊接、去毛刺、热处理和拉检试验,外形尺寸合格率达到98%,同批链条外形的重复性、公差的范围小于国家标准。

一种圆环链编链的方法.pdf
一种圆环链编链的方法,其特征在于包括以下步骤:1)、设计胎模具,将胎具模芯制作成环内圆椭圆形状,根据不同规格的国标或非标链条的参数要求,加工制作中心作胎具。2)、根据圆环直径规格参数比例,调整胎具座(编链模)和滚轮臂轮)。本发明,环寇圆弧过渡圆滑,环开口距离一致,经过焊接、去毛剌、热处理和拉检试验,外形尺寸合格率达到98%,达到过程控制要求,同批链条外形的重复性、尺寸精度均达到设计目标,公差的范围小于国家标准。
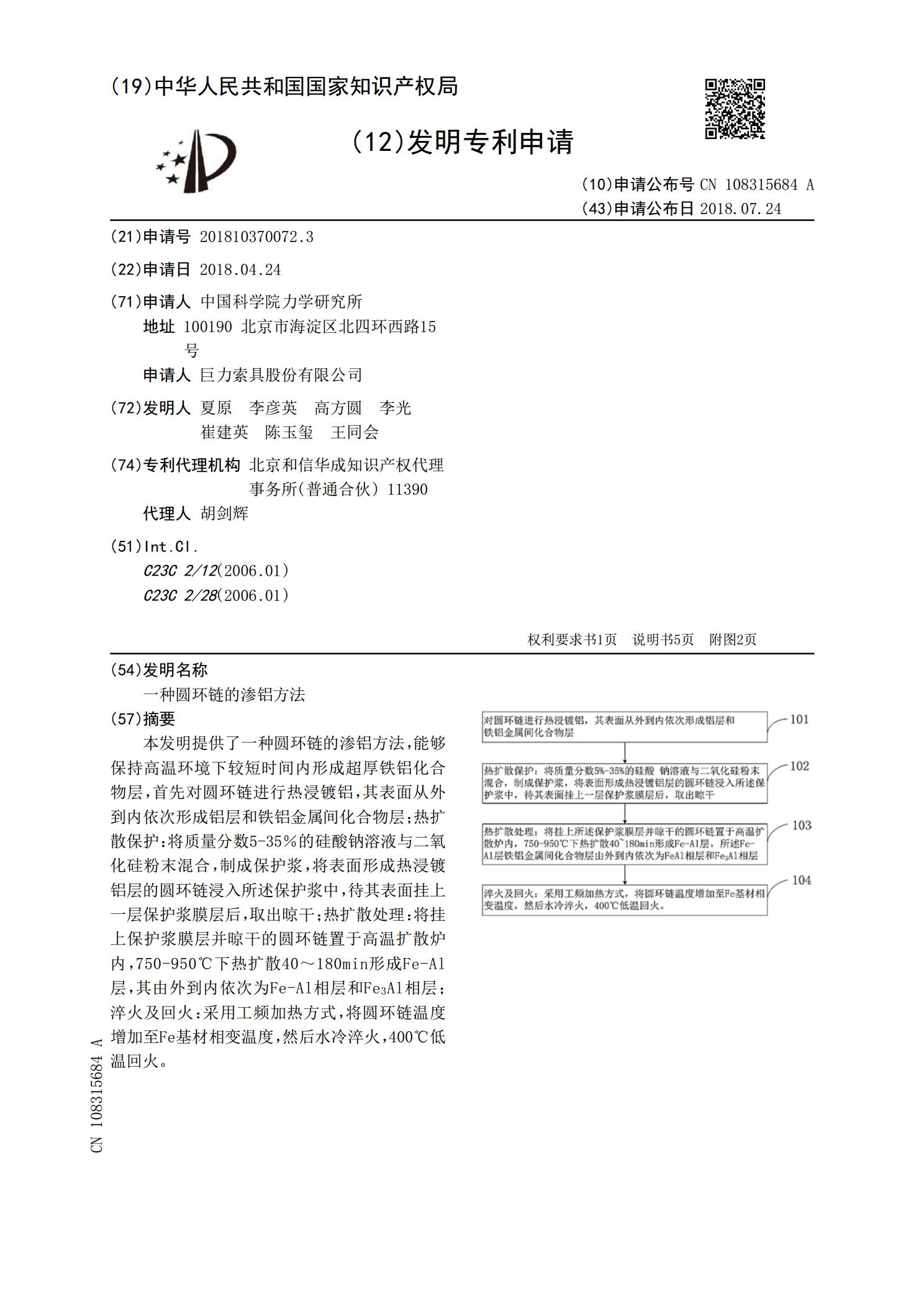
一种圆环链的渗铝方法.pdf
本发明提供了一种圆环链的渗铝方法,能够保持高温环境下较短时间内形成超厚铁铝化合物层,首先对圆环链进行热浸镀铝,其表面从外到内依次形成铝层和铁铝金属间化合物层;热扩散保护:将质量分数5‑35%的硅酸钠溶液与二氧化硅粉末混合,制成保护浆,将表面形成热浸镀铝层的圆环链浸入所述保护浆中,待其表面挂上一层保护浆膜层后,取出晾干;热扩散处理:将挂上保护浆膜层并晾干的圆环链置于高温扩散炉内,750‑950℃下热扩散40~180min形成Fe‑Al层,其由外到内依次为Fe‑Al相层和Fe