
一种高强度预应力钢棒用盘条的生产方法.pdf

努力****妙风

1/6
2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高强度预应力钢棒用盘条的生产方法.pdf
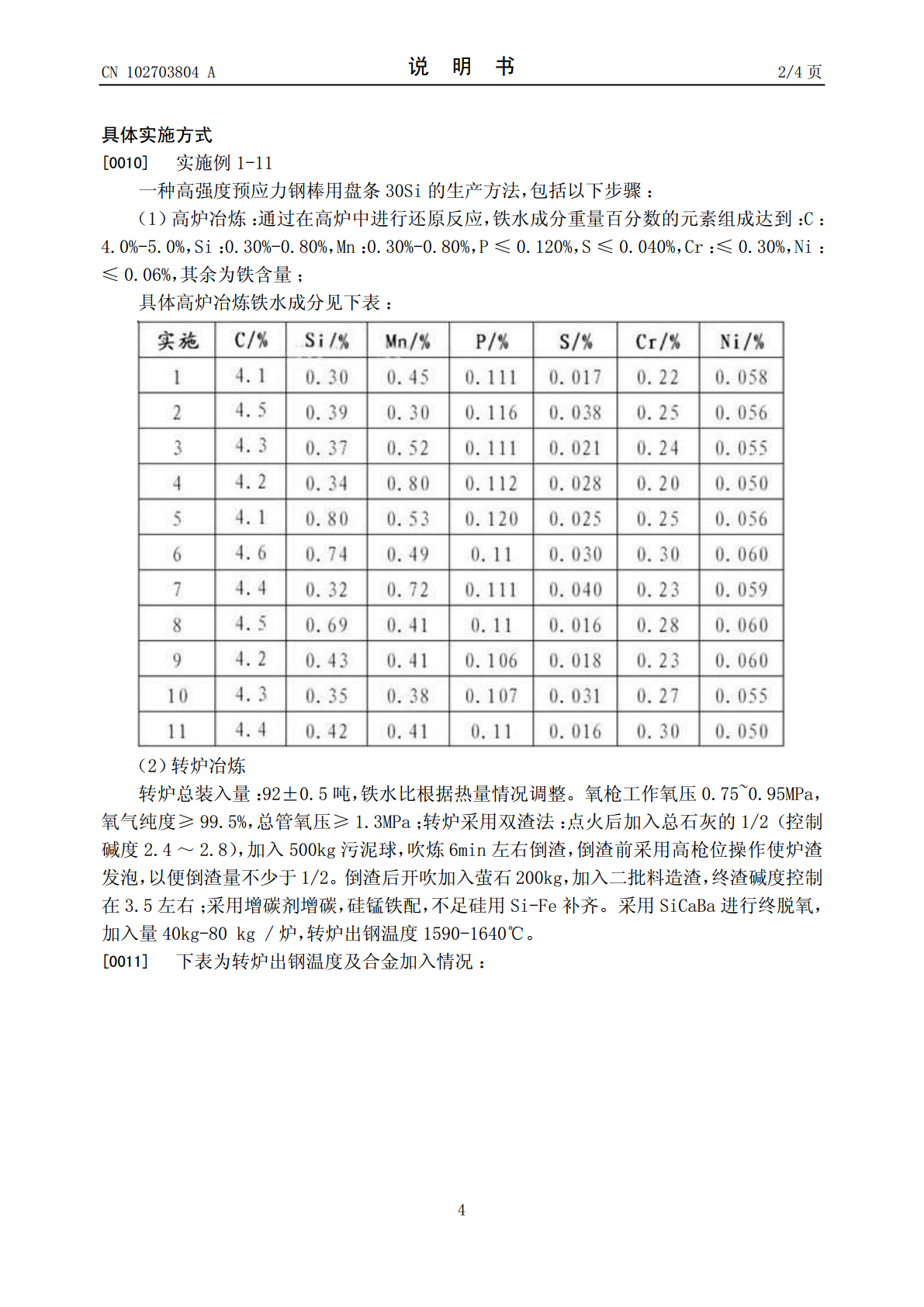
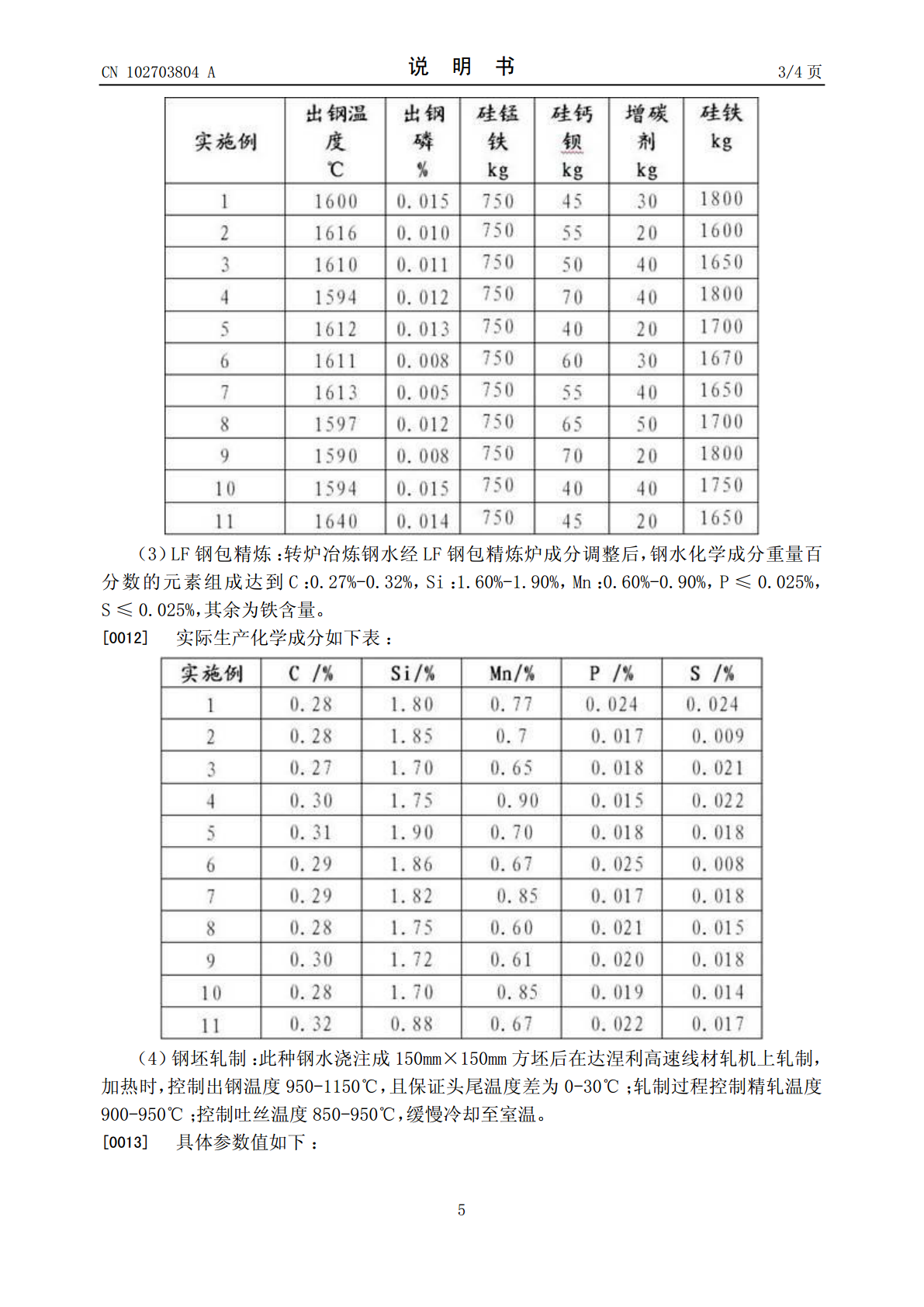
本发明公开了一种高强度预应力钢棒用盘条的生产方法,包括高炉冶炼、转炉冶炼、LF钢包精炼、钢坯轧制,其中:以硅、锰为主要强化元素,通过高炉冶炼、转炉冶炼、LF钢包精炼后钢水化学成分重量百分数的元素组成达到:C:0.27%-0.32%,Si:1.60%-1.90%,Mn:0.60%-0.90%,P≤0.025%,S≤0.025%,其余为铁含量;钢坯轧制:加热时,控制出钢温度950-1150℃,且保证头尾温度差为0-30℃;轧制过程控制精轧温度900-950℃;控制吐丝温度850-950℃,缓慢冷却至室温。本方
高强度预应力混凝土钢棒用盘条的生产方法.pdf
本发明提供一种高强度预应力混凝土钢棒用盘条的生产方法。该生产方法包括:步骤1、转炉冶炼,转炉终点钢水碳含量为0.06~0.15wt%、磷含量为0.011~0.020wt%,出钢温度为1630~1650℃;步骤2、钢包炉精炼,精炼就位温度为1504~1581℃,精炼离位温度为1557~1605℃;步骤3、小方坯连铸,过热度设置为20~32℃,拉速设置为2~2.2m/min;步骤4、高线轧制,钢坯加热时间大于2小时;加热段温度设置为:加热上段温度为1050~1200℃,加热下段温度980~1180℃,加热段时
预应力混凝土钢棒用热轧盘条的制备方法.pdf
本发明涉及热轧盘条技术领域,且公开了预应力混凝土钢棒用热轧盘条的制备方法,包括以下步骤:第一步:将30MnSi钢坯加热;第二步:控制加热炉温度;第三步:进行轧制,得到轧制后的盘条;第四步:对轧制后的盘条,进行水箱控冷;第五步:控制吐丝温度;第六步:将吐丝后的盘条采用斯太尔摩风冷控制冷却;第七步:集卷,打包即得热轧盘条,该预应力混凝土钢棒用热轧盘条的制备方法,通过加热炉温度控制、吐丝温度控制、辊道速度、风机、保温罩开启的控制,使PC钢棒用30MnSi热轧盘条具备强度稳定、塑性好、组织性能均匀的优点。采用本方
一种预应力混凝土钢棒用盘条制造工艺.pdf
本发明公开了一种预应力混凝土钢棒用盘条制造工艺,具体包括以下步骤:步骤1.冶炼钢水;步骤2.LF炉精炼;步骤3.钢水连铸;步骤4.轧钢;通过控制磷含量、硫含量、碳含量,保证PC钢棒的强度,提高PC钢棒的淬透性;通过对钢冶炼、精炼、连铸过程的精细控制,提高连铸坯质量,避免盘条镦头开裂现象;通过原料成分和生产工艺的控制,盘条抗拉强度700~770Mpa,断后伸长率为22/5‑29%,断面收缩率≥48%;对轧制出的盘条依序进行冷却、集卷,并且在集卷同时磷化,在盘条表面形成磷化膜层,该磷化膜层可以对盘条进行保护。

GBT245872009预应力混凝土钢棒用热轧盘条.pdf
标准分享网www.bzfxw.com免费下载