
一种高强度冷轧热镀锌双相钢板及其制造方法.pdf

a是****澜吖

1/9
2/9

3/9
4/9
5/9

6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高强度冷轧热镀锌双相钢板及其制造方法.pdf
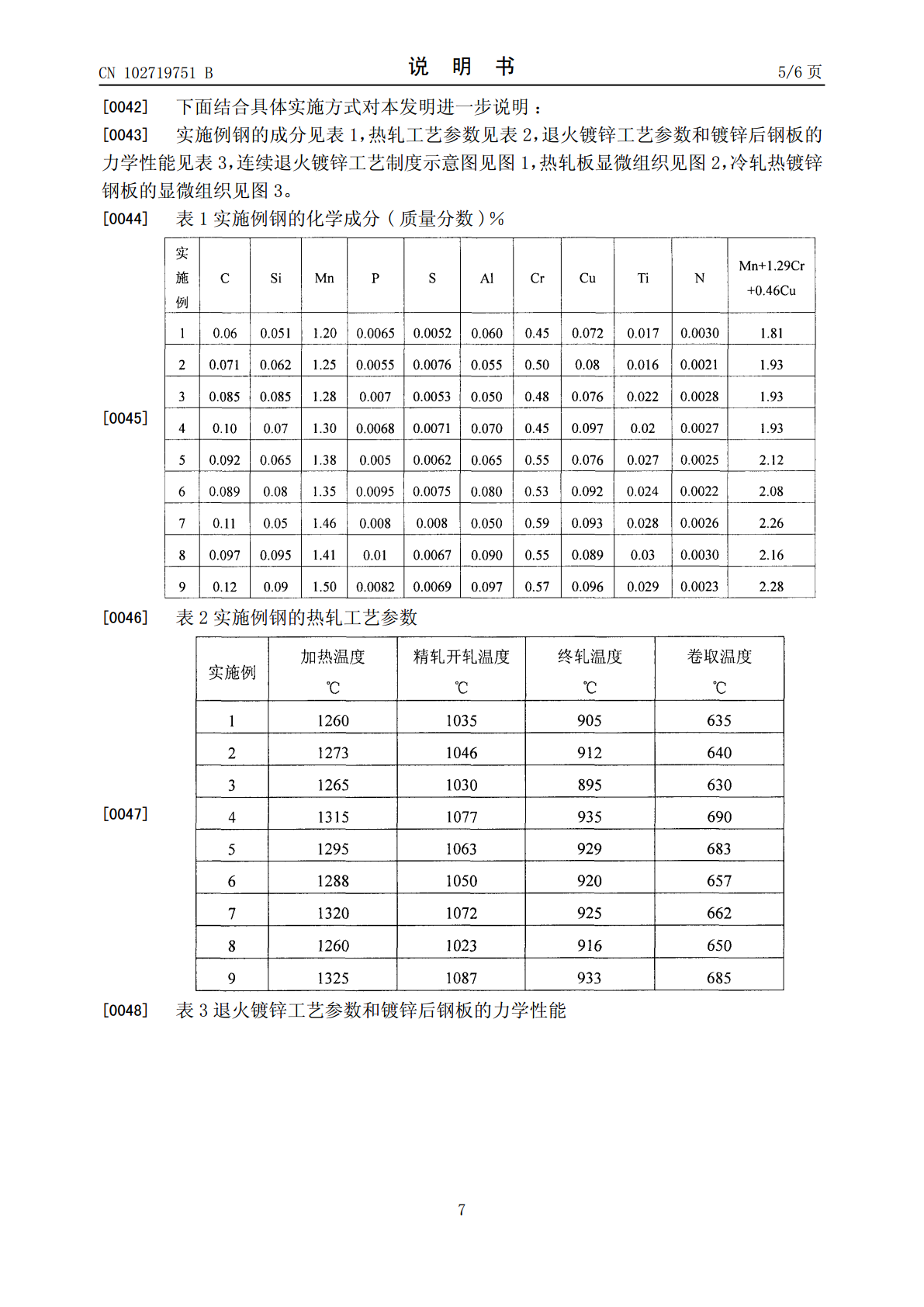
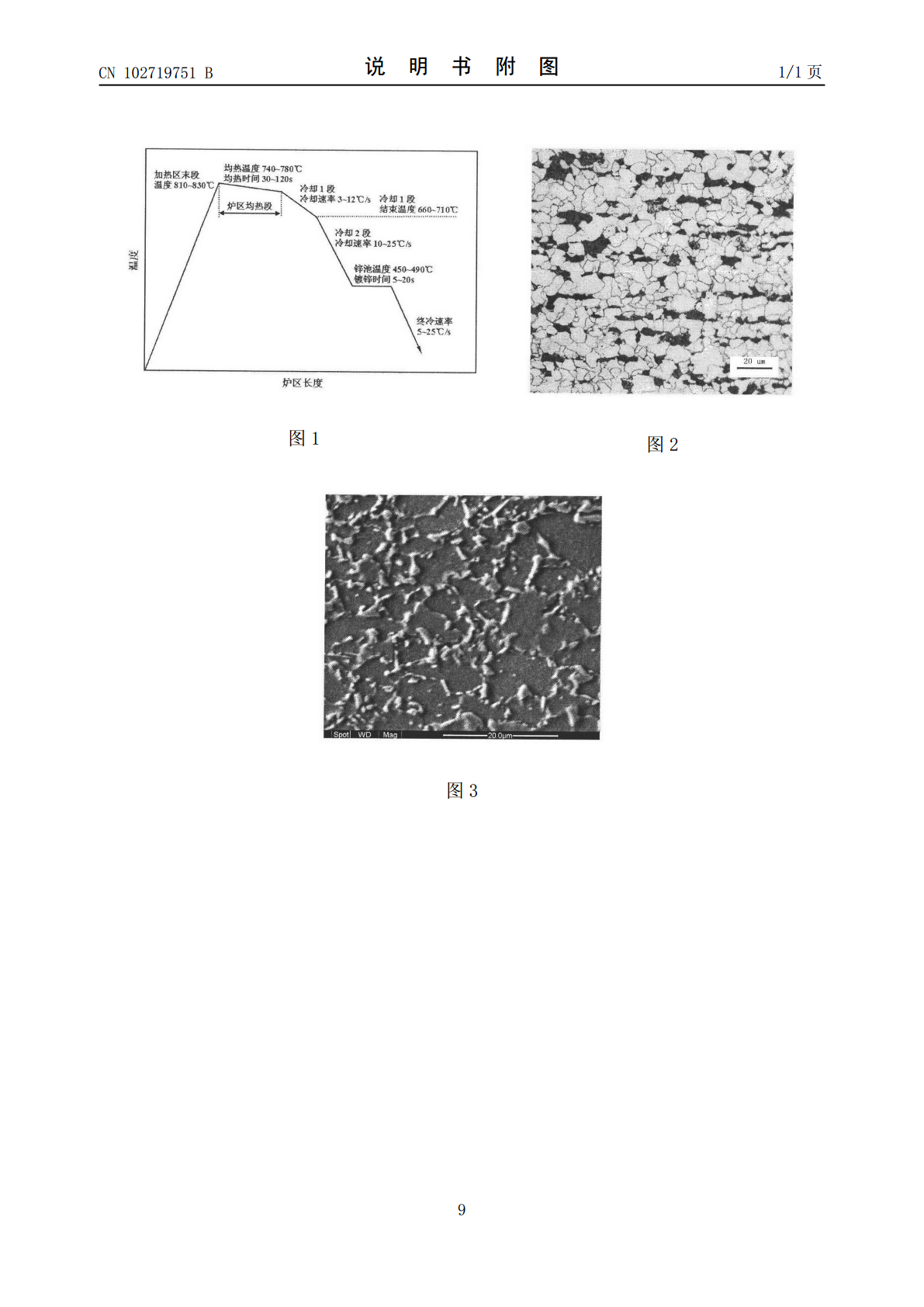
本发明公开了一种高强度冷轧热镀锌双相钢板,其特征在于成分按质量百分比为C:0.03%~0.15%、Si:≤0.15%、Mn:1.00%~1.75%、P:≤0.015%、S:≤0.012%、Al:0.02%~0.15%、Cr:0.35~0.75%、Cu:0.02%~0.15%、Ti?0.010~0.035%、N:≤0.005%,并且满足1.5%≤Mn+1.29Cr+0.46Cu≤2.5%,余量为Fe和不可避免的杂质。制造方法包括转炉冶炼,炉外精炼、连铸、热连轧、冷酸连轧、退火镀锌、热浸镀,轧制时通过控轧控冷
一种低屈强比高强度冷轧热镀锌钢板及其制造方法.pdf
本发明公开了一种低屈强比高强度冷轧热镀锌钢板及其制造方法,主要解决现有技术中屈服强度350MPa级冷轧热镀锌钢板的屈强比高、制造成本高的技术问题。本发明提供的一种低屈强比高强度冷轧热镀锌钢板,其基板的化学成分重量百分比为:C:0.21~0.23%,Si:0~0.03%,Mn:1.15~1.25%,P:0~0.015%,S:0~0.015%,余量为Fe和不可避免的夹杂元素。本发明冷轧热镀锌钢板的屈服强度R
高强度热镀锌钢板及其制造方法.pdf
一种热镀锌钢板的制造方法,用于制造钢板的表面具有每一个表面的镀层附着量为20~120g/m2的镀锌层的高强度热镀锌钢板,其中,所述钢板以质量%计含有C:0.01~0.18%、Si:0.02~2.0%、Mn:1.0~3.0%、Al:0.001~1.0%、P:0.005~0.060%、S≤0.01%,余量由Fe及不可避免的杂质构成,所述制造方法的特征在于,在连续式热镀锌设备中对钢板实施退火及热镀锌处理时,使退火炉内温度在750℃以上的温度范围内的气氛中的露点为-40℃以下。根据该制造方法,能够得到耐腐蚀性和高
高强度热镀锌钢板及其制造方法.pdf
提供以含有Si、Mn的钢板作为母材且高负荷加工时的耐镀层剥离性优良的高强度热镀锌钢板的制造方法。在连续式热镀锌设备中对具有如下组成的钢板实施退火及热镀锌处理时,加热过程在使加热炉内温度在A℃以上且B℃以下(A:600≤A≤780、B:800≤B≤900)的温度范围内的气氛的露点为-5℃以上的条件下进行,其中,上述钢板以质量%计含有C:0.01~0.18%、Si:0.02~2.0%、Mn:1.0~3.0%、Al:0.001~1.0%、P:0.005~0.060%、S≤0.01%,余量由Fe及不可避免的杂质构
热轧高强度双相钢板及其制造方法.pdf
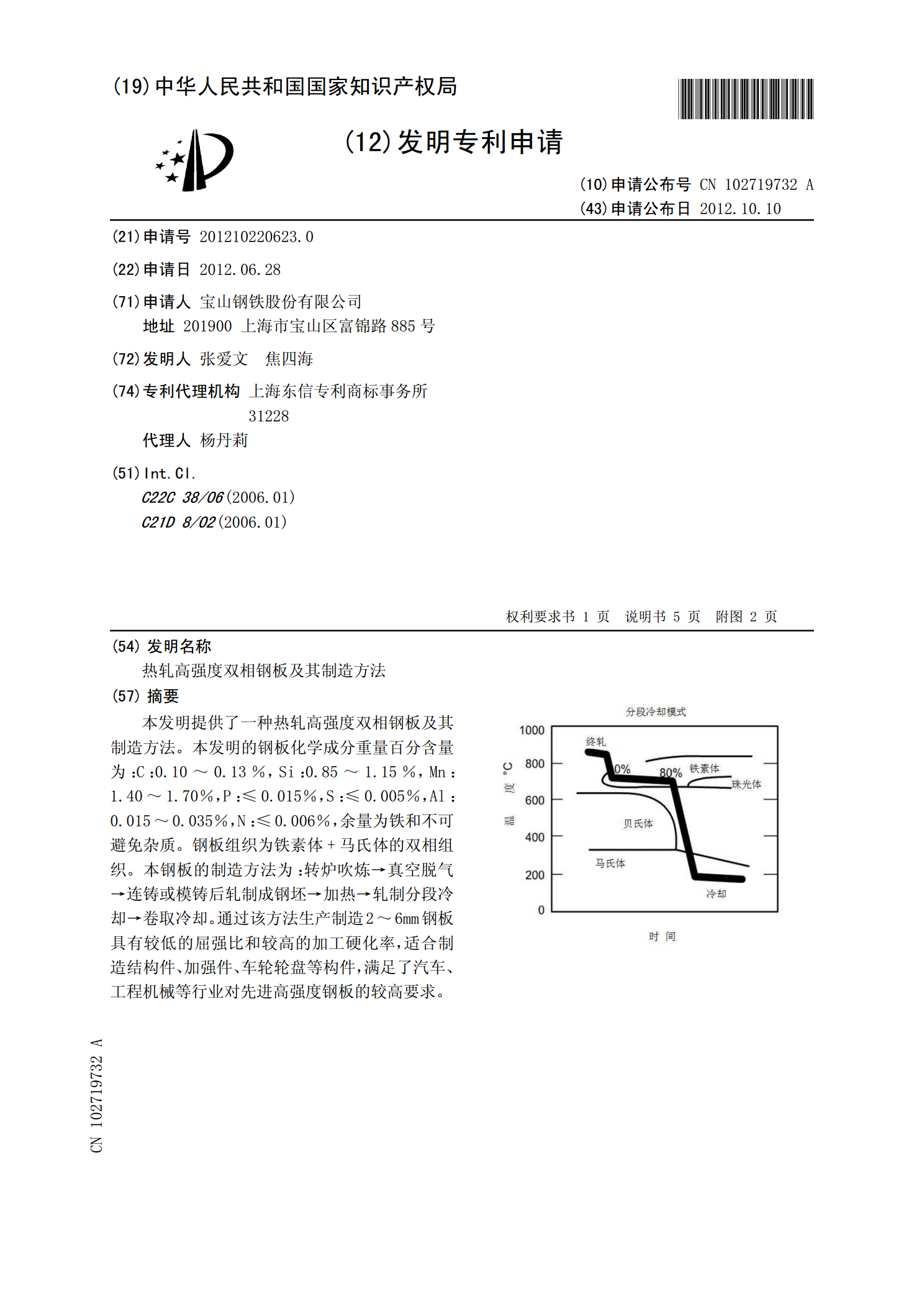
本发明提供了一种热轧高强度双相钢板及其制造方法。本发明的钢板化学成分重量百分含量为:C:0.10~0.13%,Si:0.85~1.15%,Mn:1.40~1.70%,P:≤0.015%,S:≤0.005%,Al:0.015~0.035%,N:≤0.006%,余量为铁和不可避免杂质。钢板组织为铁素体+马氏体的双相组织。本钢板的制造方法为:转炉吹炼→真空脱气→连铸或模铸后轧制成钢坯→加热→轧制分段冷却→卷取冷却。通过该方法生产制造2~6mm钢板具有较低的屈强比和较高的加工硬化率,适合制造结构件、加强件、车轮轮