
一种真空钎焊装置以及使用该装置钎焊铝合金工件的方法.pdf

康佳****文库

1/7

2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种真空钎焊装置以及使用该装置钎焊铝合金工件的方法.pdf
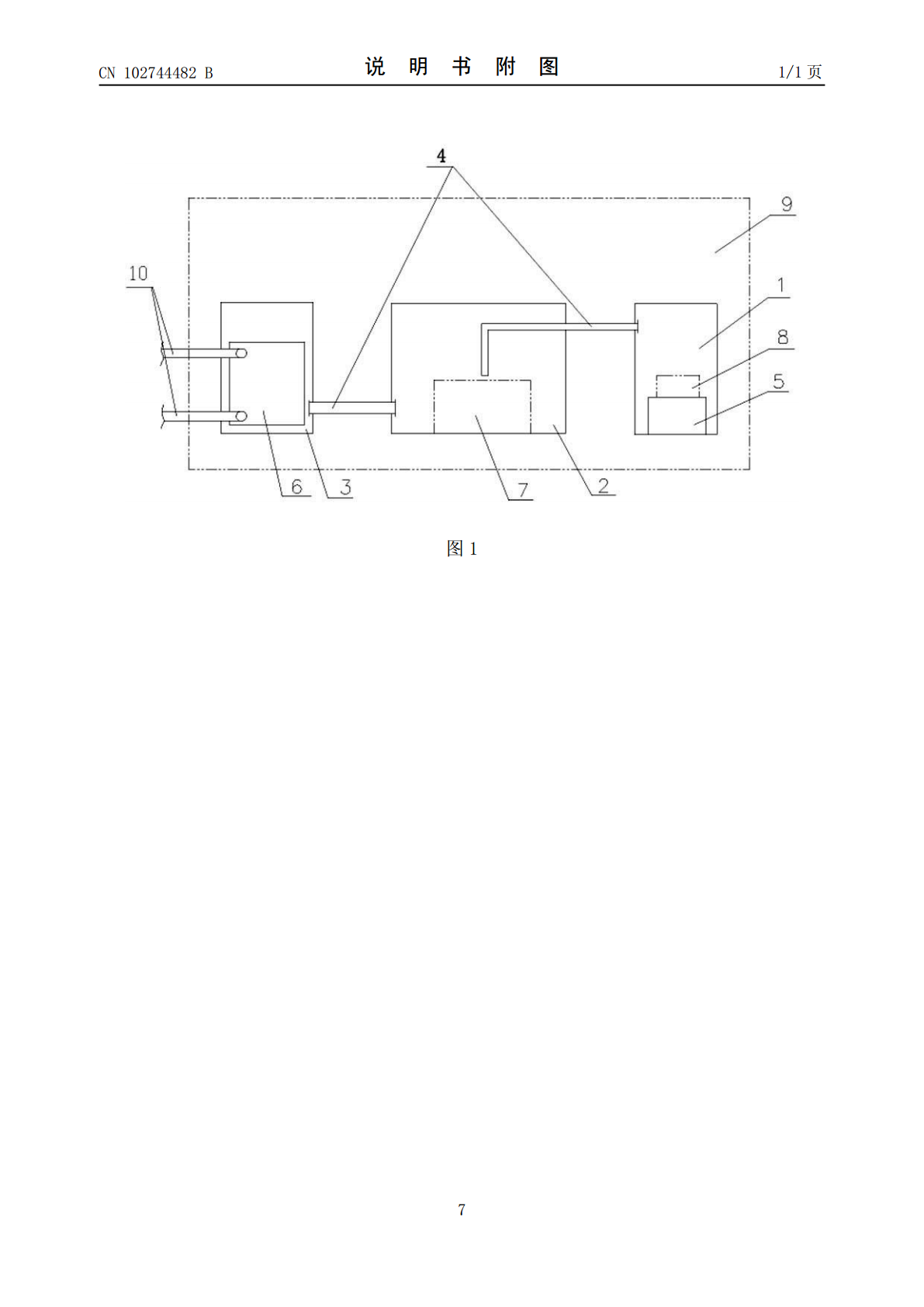
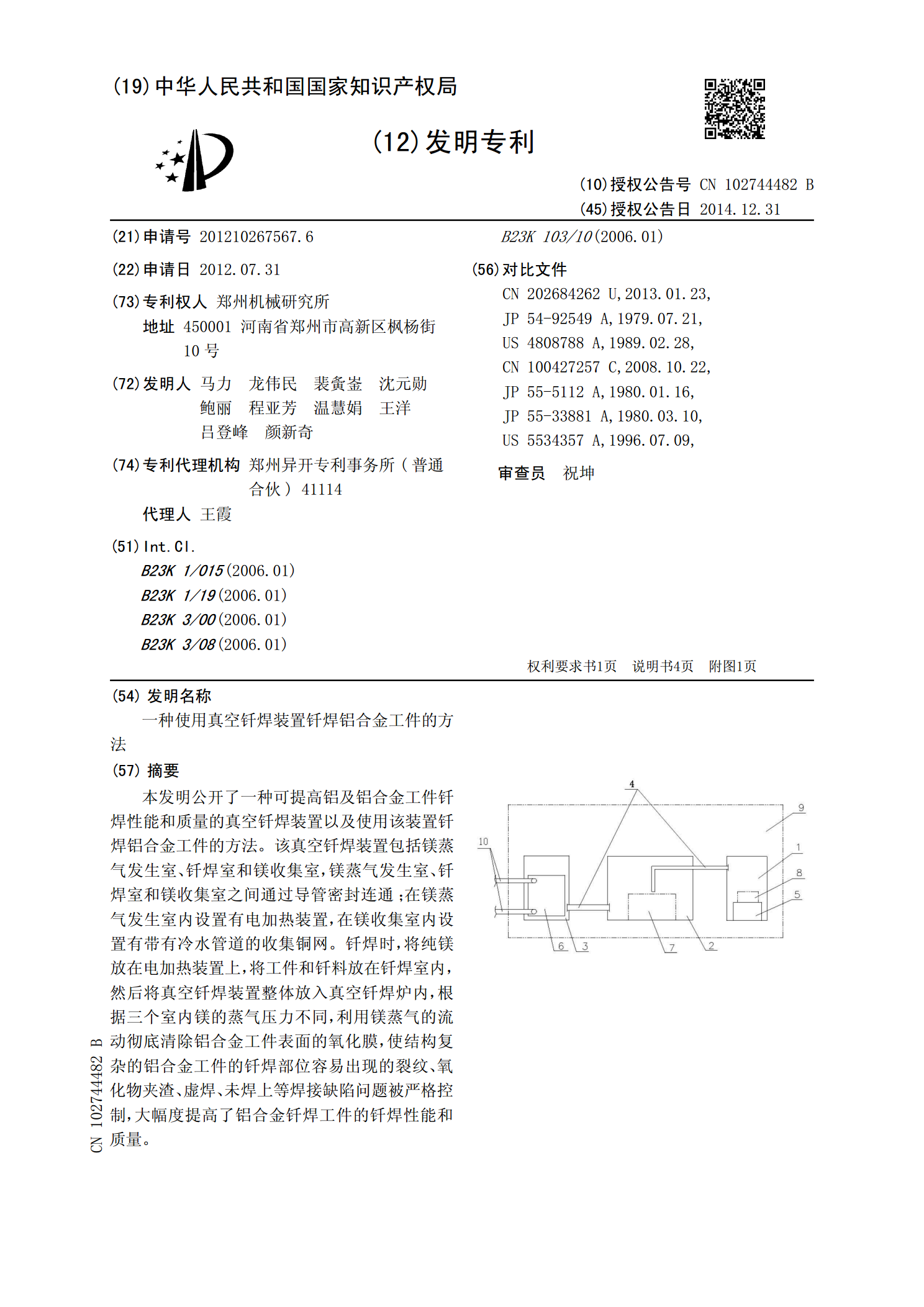
本发明公开了一种可提高铝及铝合金工件钎焊性能和质量的真空钎焊装置以及使用该装置钎焊铝合金工件的方法。该真空钎焊装置包括镁蒸气发生室、钎焊室和镁收集室,镁蒸气发生室、钎焊室和镁收集室之间通过导管密封连通;在镁蒸气发生室内设置有电加热装置,在镁收集室内设置有带有冷水管道的收集铜网。钎焊时,将纯镁放在电加热装置上,将工件和钎料放在钎焊室内,然后将真空钎焊装置整体放入真空钎焊炉内,根据三个室内镁的蒸气压力不同,利用镁蒸气的流动彻底清除铝合金工件表面的氧化膜,使结构复杂的铝合金工件的钎焊部位容易出现的裂纹、氧化物夹
一种加热装置以及真空钎焊炉.pdf
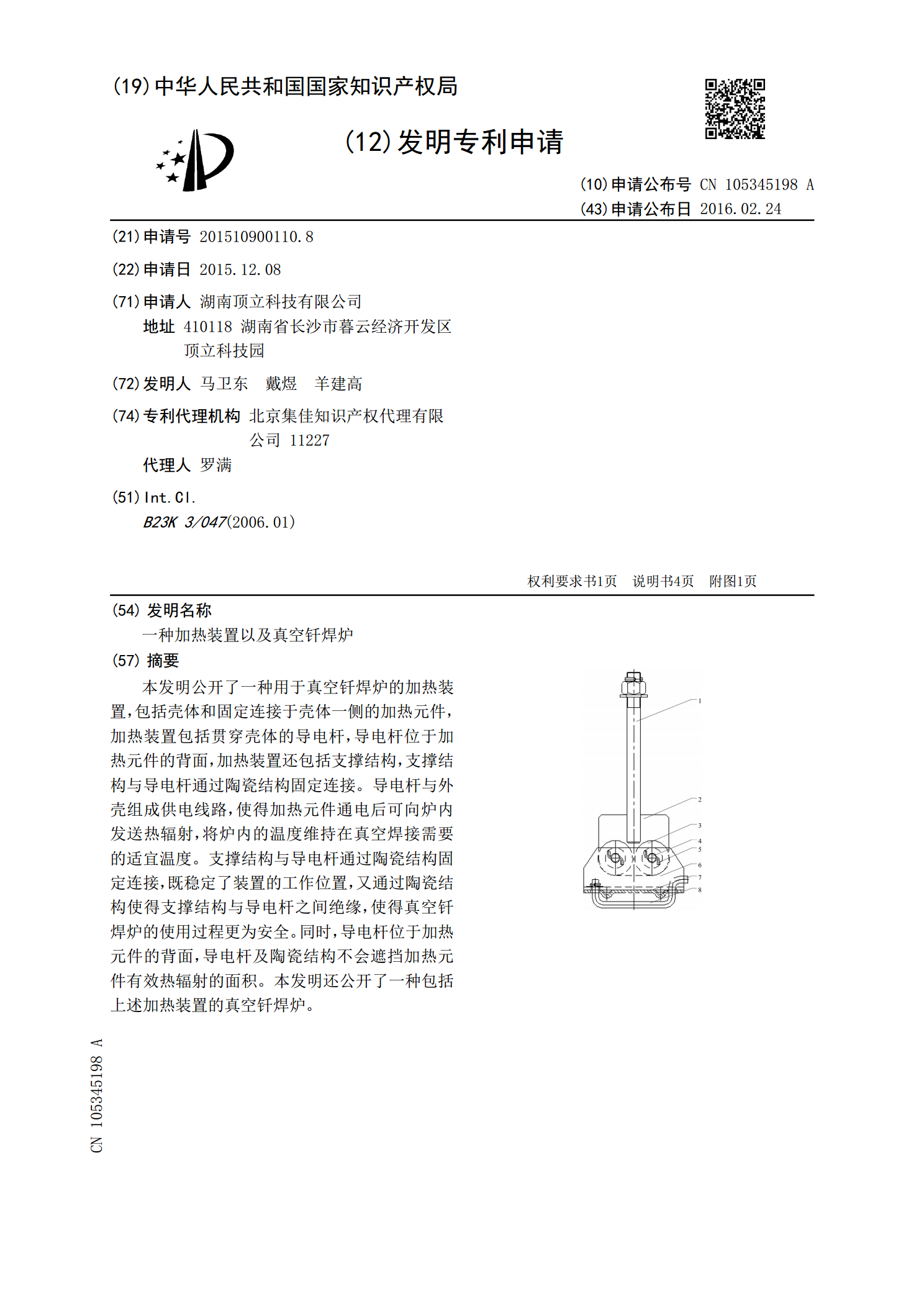
本发明公开了一种用于真空钎焊炉的加热装置,包括壳体和固定连接于壳体一侧的加热元件,加热装置包括贯穿壳体的导电杆,导电杆位于加热元件的背面,加热装置还包括支撑结构,支撑结构与导电杆通过陶瓷结构固定连接。导电杆与外壳组成供电线路,使得加热元件通电后可向炉内发送热辐射,将炉内的温度维持在真空焊接需要的适宜温度。支撑结构与导电杆通过陶瓷结构固定连接,既稳定了装置的工作位置,又通过陶瓷结构使得支撑结构与导电杆之间绝缘,使得真空钎焊炉的使用过程更为安全。同时,导电杆位于加热元件的背面,导电杆及陶瓷结构不会遮挡加热元件
一种真空感应钎焊装置及其使用方法.pdf
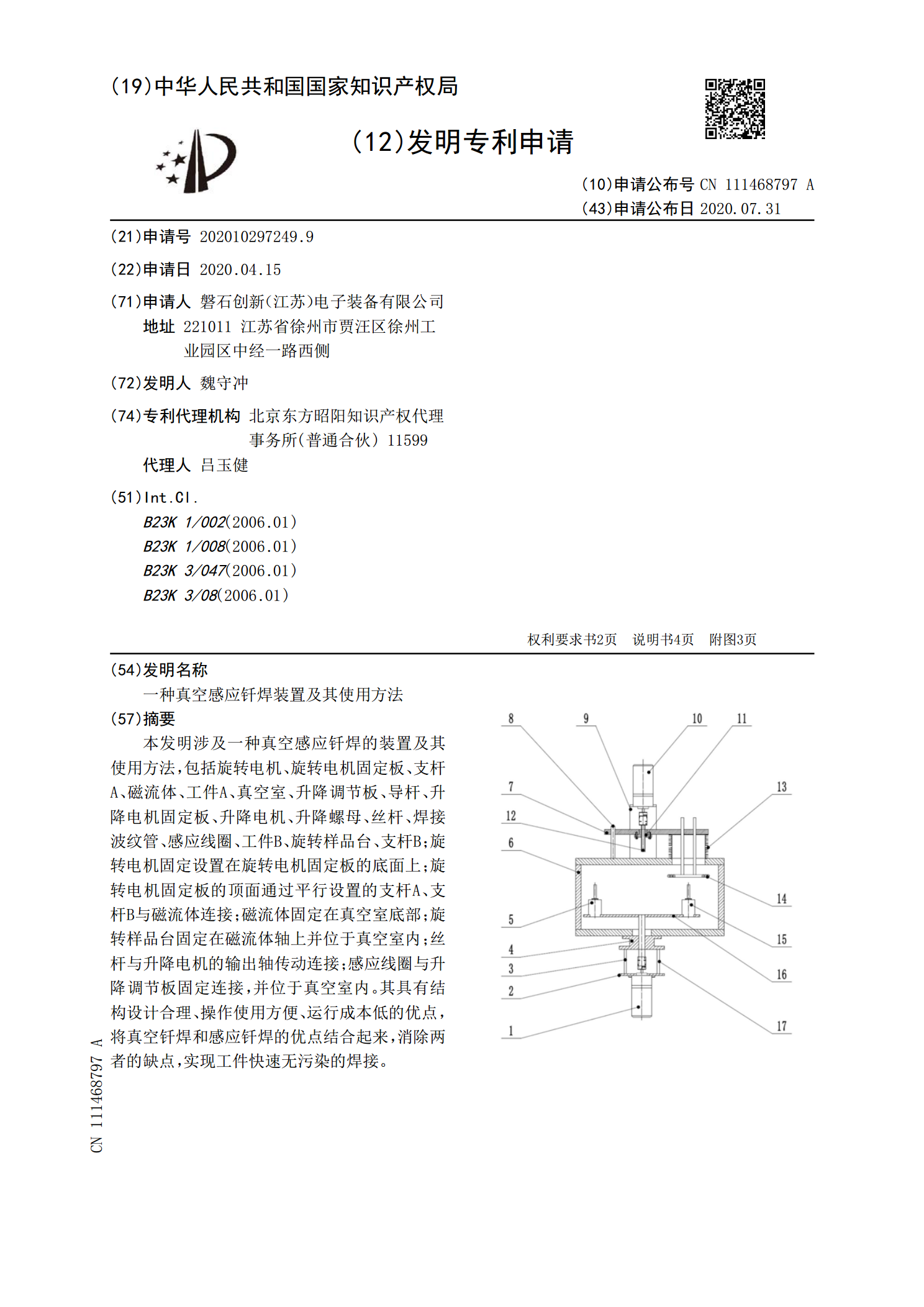
本发明涉及一种真空感应钎焊的装置及其使用方法,包括旋转电机、旋转电机固定板、支杆A、磁流体、工件A、真空室、升降调节板、导杆、升降电机固定板、升降电机、升降螺母、丝杆、焊接波纹管、感应线圈、工件B、旋转样品台、支杆B;旋转电机固定设置在旋转电机固定板的底面上;旋转电机固定板的顶面通过平行设置的支杆A、支杆B与磁流体连接;磁流体固定在真空室底部;旋转样品台固定在磁流体轴上并位于真空室内;丝杆与升降电机的输出轴传动连接;感应线圈与升降调节板固定连接,并位于真空室内。其具有结构设计合理、操作使用方便、运行成本低
铝部件的钎焊方法及其使用的钎焊装置.pdf
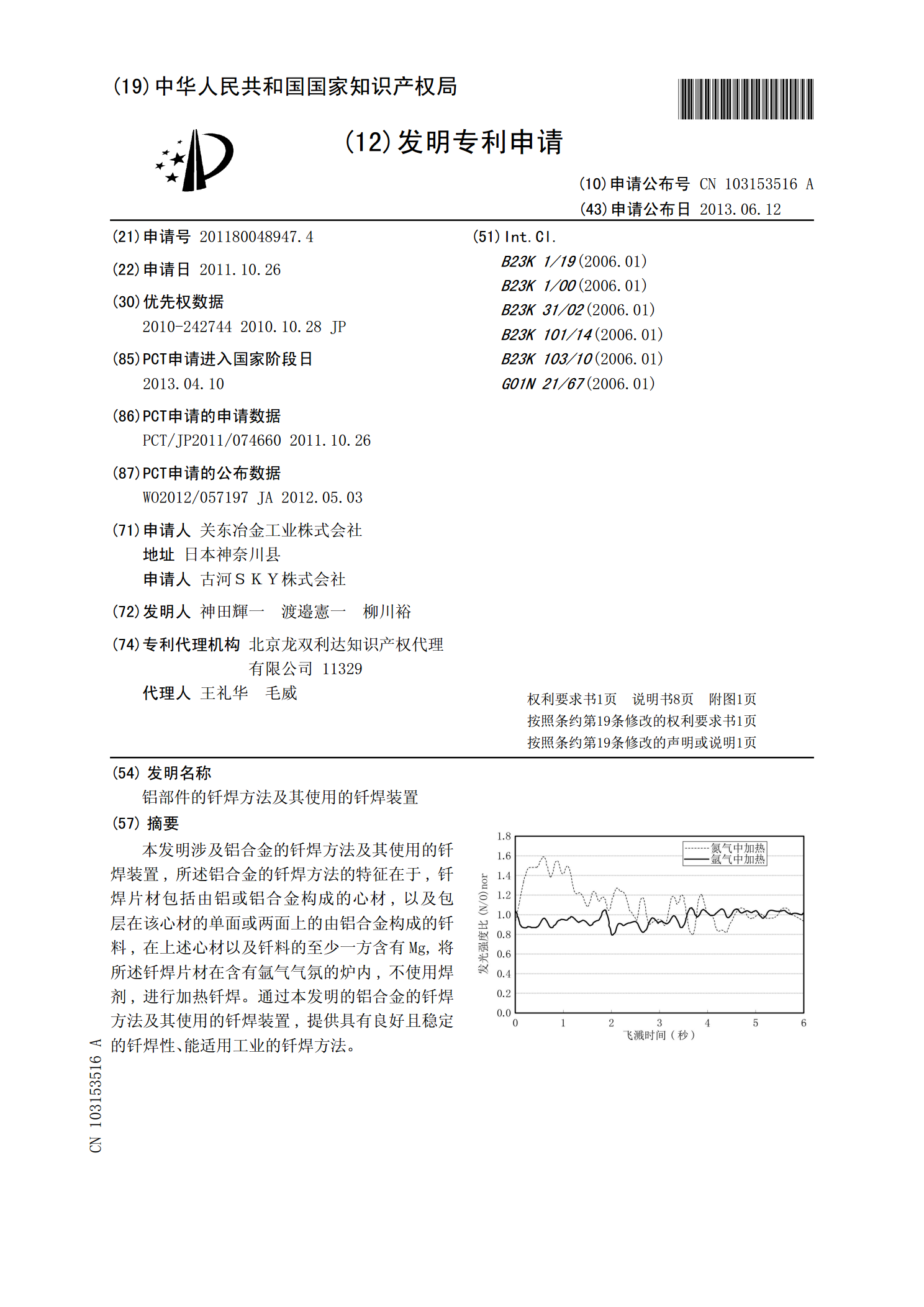
本发明涉及铝合金的钎焊方法及其使用的钎焊装置,所述铝合金的钎焊方法的特征在于,钎焊片材包括由铝或铝合金构成的心材,以及包层在该心材的单面或两面上的由铝合金构成的钎料,在上述心材以及钎料的至少一方含有Mg,将所述钎焊片材在含有氩气气氛的炉内,不使用焊剂,进行加热钎焊。通过本发明的铝合金的钎焊方法及其使用的钎焊装置,提供具有良好且稳定的钎焊性、能适用工业的钎焊方法。

一种钎焊配套装置及钎焊方法.pdf
本发明提供了一种钎焊配套装置及钎焊方法;所述配套装置包括钎焊笔和保温底座,钎焊笔包括钎料腔体、活塞、针头、加热层、保温层。所述方法包括将钎料置于钎焊笔的钎料腔体中,加热保持熔融态,通过活塞的推动使钎料通过针头流至被焊部位,实现焊接。本发明无需将钎料预先加工,无返料,且无氧化渣生成,大大降低了钎料的生产成本,焊接过程无飞溅、无烟雾,焊后残留少、可靠性高。所述钎焊笔可以手持,用于手工焊接,也可以固定在焊台上,通过程序设置实现自动化焊接,且可根据焊接部位的精密度,选择匹配内径的针头,使用灵活、方便。