
一种真空感应钎焊装置及其使用方法.pdf

是丹****ni


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种真空感应钎焊装置及其使用方法.pdf
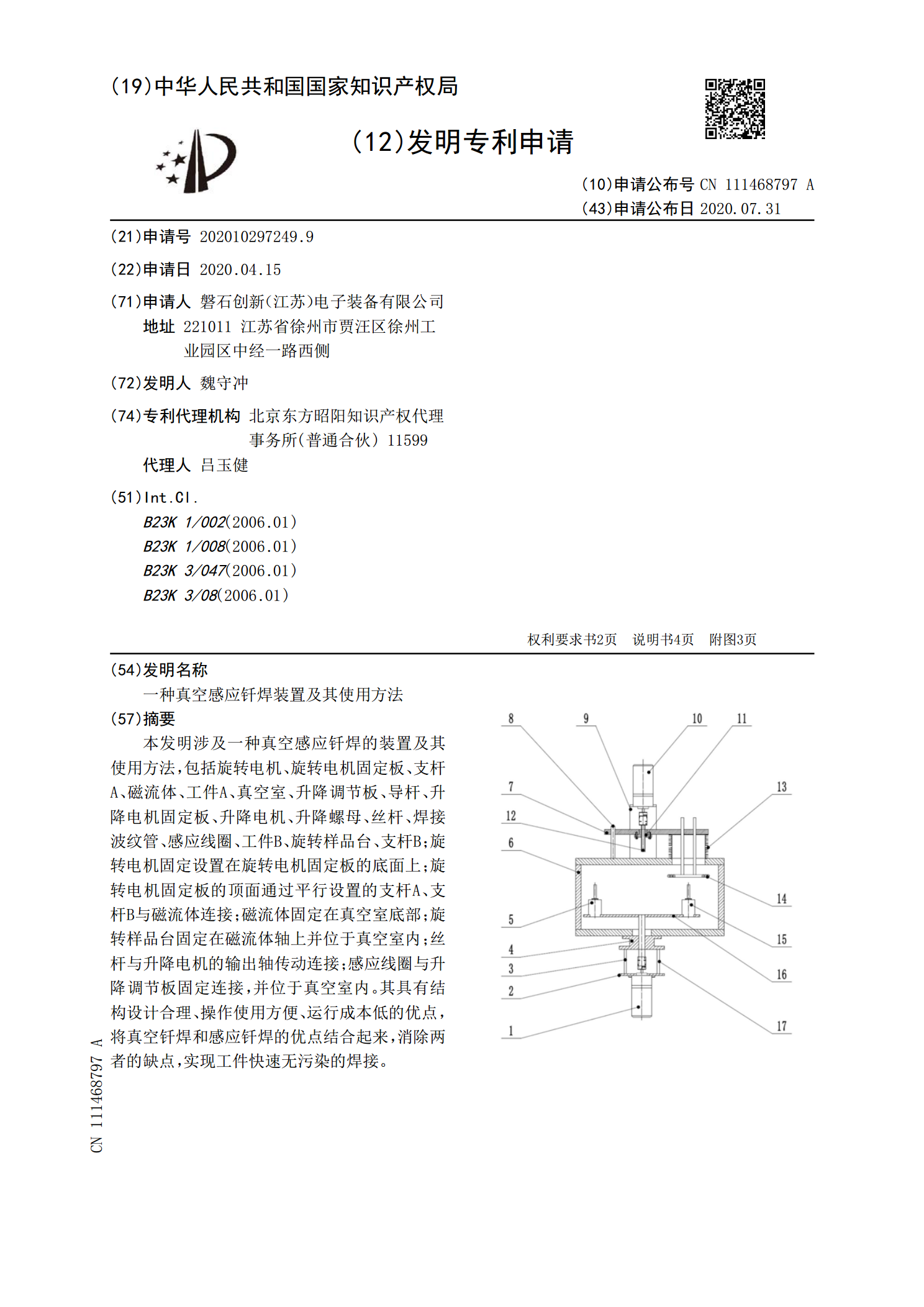
本发明涉及一种真空感应钎焊的装置及其使用方法,包括旋转电机、旋转电机固定板、支杆A、磁流体、工件A、真空室、升降调节板、导杆、升降电机固定板、升降电机、升降螺母、丝杆、焊接波纹管、感应线圈、工件B、旋转样品台、支杆B;旋转电机固定设置在旋转电机固定板的底面上;旋转电机固定板的顶面通过平行设置的支杆A、支杆B与磁流体连接;磁流体固定在真空室底部;旋转样品台固定在磁流体轴上并位于真空室内;丝杆与升降电机的输出轴传动连接;感应线圈与升降调节板固定连接,并位于真空室内。其具有结构设计合理、操作使用方便、运行成本低

一种铝真空钎焊炉可拆卸式炉体加长装置及其使用方法.pdf
本发明一种铝真空钎焊炉可拆卸式炉体加长装置及其使用方法,它包括第一炉体和第二炉体,该第一炉体的宽度大于第二炉体宽度,两者之间通过多个定位辅助装置和固定装置拼合加长密封,所述辅助装置安装在第二炉体的底部支撑第二炉体,该装置包括活动支座,千斤顶,小坦克,垫板,斜铁,千斤顶的下方安装有小坦克,活动支架安装在第二炉体的底部,下方垫有垫板,在垫板的一侧布置有斜铁,千斤顶顶住活动支架将两个炉体的轴线基本重合,在通过上方布置的固定装置进行固定拼合。

一种夹式钎焊装置及其使用方法.pdf
一种夹式钎焊装置及其使用方法,其中,夹式钎焊装置包括两个相对放置的加热盘,两个加热盘中间留有间隙。加热盘包括底架与格栅板,格栅板安装在底架上,格栅板上开设有多个方形孔,方便热量流通,格栅板与底架之间设有加热元件。两个加热盘被反射板包裹,与反射板共同形成封闭的焊接腔。本发明通过在加热盘上设置含有多孔的格栅板,使加热元件所产生的热量能够通过格栅板上的孔无阻碍地流入到待焊工件的表面上,并且在焊接过程中,上下两个加热盘将待焊工件压紧,同时对待焊工件加热,在反射板的共同作用下,既能保证加热的接触面积,又能保证加热效

一种高频感应钎焊装置.pdf
本发明公开了一种高频感应钎焊装置,通过设置高频感应电源主机以及焊接支架;在焊接支架上端设置感应器支撑架,同轴变压器安装在感应器支撑架上,同轴变压器上设有高频感应器,通过控制器以及显示器装置,控制同轴变压器上的高频感应器对准焊接部位,实现自动化参数控制,焊接过程中通过控制器控制同轴变压器上的高频感应器焊头的位置以及焊接角度;本装置将高频感应加热电源与焊接支架结合使用,延伸了传统高频感应加热电源的应用范围,避免了手工焊接质量不稳定性,通过控制器与高频感应加热电源之间的通信,实现了高频感应器的自动焊接作业,焊接
一种板翅式换热器的真空钎焊设备及其真空钎焊方法.pdf
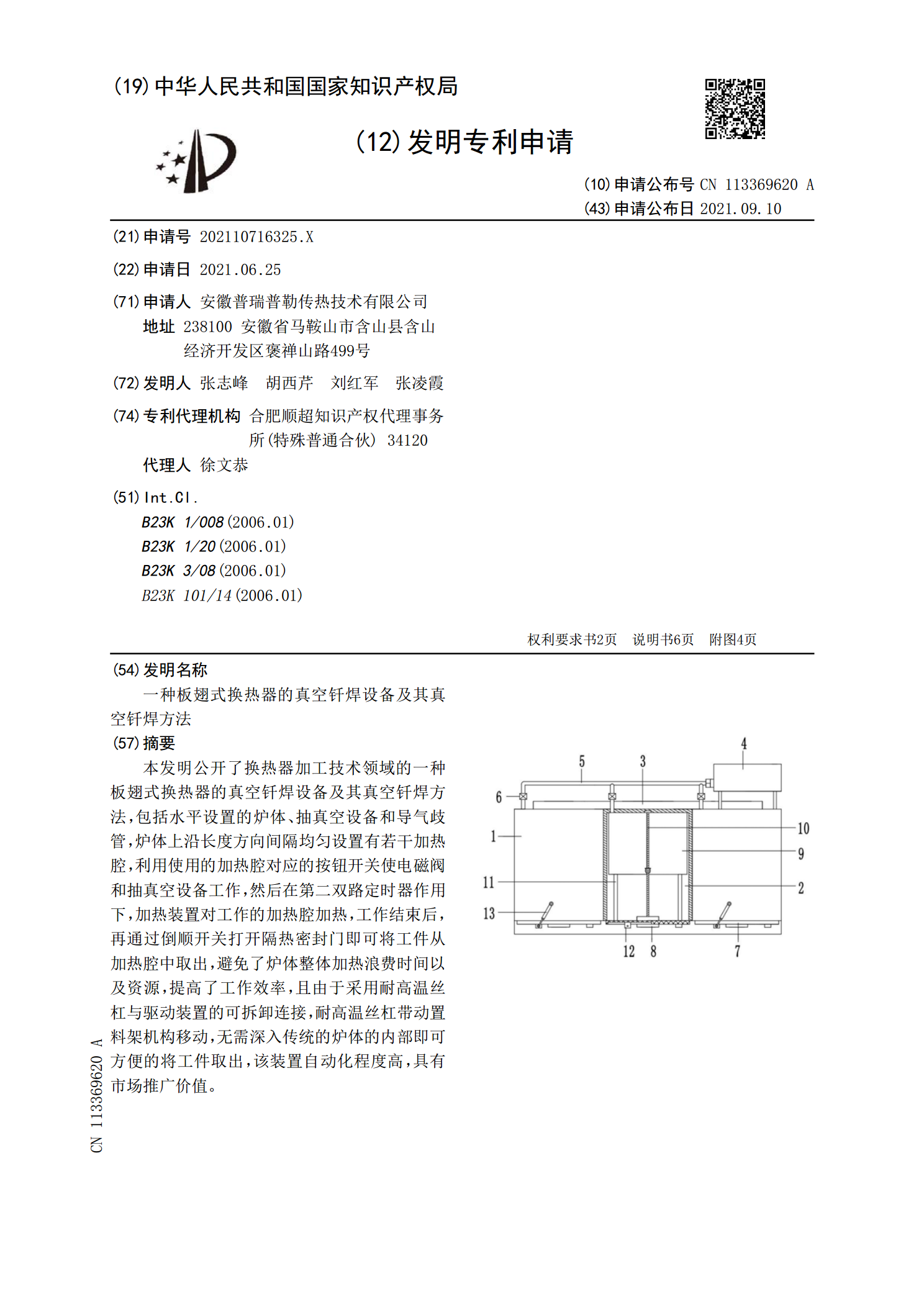
本发明公开了换热器加工技术领域的一种板翅式换热器的真空钎焊设备及其真空钎焊方法,包括水平设置的炉体、抽真空设备和导气歧管,炉体上沿长度方向间隔均匀设置有若干加热腔,利用使用的加热腔对应的按钮开关使电磁阀和抽真空设备工作,然后在第二双路定时器作用下,加热装置对工作的加热腔加热,工作结束后,再通过倒顺开关打开隔热密封门即可将工件从加热腔中取出,避免了炉体整体加热浪费时间以及资源,提高了工作效率,且由于采用耐高温丝杠与驱动装置的可拆卸连接,耐高温丝杠带动置料架机构移动,无需深入传统的炉体的内部即可方便的将工件取